Изображение относится к области обработки металлов давлением, а точнее к трубопрокатному производству, и касается усовершенствования устройств для установки линейки в клети стана поперечно-винтовой прокатки.
Известно устройство для установки линейки в клети стана поперечно-винтовой прокатки, см. а. с. 1710156, кл. В 21 В 19/02, опубл. 07.02.92г.
Это устройство содержит размещенные в крышке клети штанги с основной и дополнительной траверсами, приводной нажимной винт, линейкодержатель с линейкой и рычагом ее крепления, регулируемый упор, установленный соосно с нажимными винтом в траверсе, два подпятника, установленные на траверсах в контакте с нажимным винтом.
Недостатком данного устройства является то, что линейкодержатель с линейкой, перемещаясь вертикально, всегда остается параллельным оси прокатки, т. е. нет возможности регулировать угол наклона линейки к оси прокатки (угол раскатки), что необходимо для настройки очага деформации и повышения качества прокатываемых изделий.
Известно также устройство для установки верхней линейки в стане винтовой прокатки (см. а.с. 1225628, кл. В 21 В 9/02, опубл. 23.04.86г.), содержащее траверсу с упором, ее привод вертикального перемещения, шарнирно установленный на ней линейкодержатель, штангу, расположенную между траверсой и линейкодержателем, и ее привод вертикального перемещения, двуплечий Г-образный рычаг, шарнирно установленный на линейкодержателе и соединенный одним плечом со штангой, при этом другое плечо рычага выполнено с профильным торцом и размещено во взаимодействии с упором траверсы.
Данное ycтройство позволяет устанавливать линейкодержатель с линейкой нa угол раскатки, но величина этого угла всегда постоянна, определена технологическим процессом прокатки и не может быть изменена при настройке очага деформации, что также снижает качество прокатываемых изделий.
Из известных устройств для установки в клети стана поперечно-винтовой прокатки наиболее близким по технической сущности является устройство, описанное в а.с. 530705, кл. В 21 В 19/02, опубл. 05.10.76г.
Это устройство для установки линейки в клети стана поперечно-винтовой прокатки содержит траверсу, линейкодержатель с приводом перемещения, связывающие линейкодержатель с траверсой штанги, установленные во втулках, и стяжку.
Недостаток известной конструкции устройства для установки линейки в клети стана поперечно-винтовой прокатки заключается в том, что штанги, связывающие линейкодержатель с траверсой, закреплены в линейкодержателе жестко, в результате чего линейкодержатель с линейкой, перемещаясь вертикально, всегда остается параллельным оси прокатки и не может быть повернут на угол раскатки, что снижает технологические возможности стана, так как нет возможности настраивать очаг деформации регулировкой угла раскатки. Этот недостаток приводит к снижению качества и увеличению брака прокатываемых изделий.
Задача настоящего изобретения состоит в создании устройства, позволяющего осуществлять настройку очага деформации в процессе прокатки, что позволит расширить технологические возможности стана, повысить качество прокатываемых изделий и снизить процент брака.
Поставленная задача достигается тем, что в устройстве для установки линейки в клети стана поперечно-винтовой прокатки, содержащем траверсу, линейкодержатель с приводом перемещения, связывающие линейкодержатель с траверсой штанги, установленные во втулках, и стяжку, согласно изобретению каждая штанга имеет свой привод вращения и снабжена установленным в выполненном в линейкодержателе пазу подпятником с цилиндрической поверхностью, контактирующей с торцевой поверхностью штанги, выполненной аналогично, при этом штанги связаны с линейкодержателем посредством шарниров, расположенных перпендикулярно оси штанг и установленных с зазором относительно последних, a стяжка выполнена в виде гидроцилиндра, соединяющего линейкодержатель с траверсой посредством шарниров.
Такое конструктивное выполнение устройства для установки линейки в клети стана поперечно-винтовой прокатка позволит осуществлять настройку очага деформации в процессе прокатки за счет регулирования угла наклона верхней линейки в клети стана поперечно-винтовой прокатки относительно оси прокатки (угол раскатки), что расширит технологические возможности стана, повысит качество прокатываемых изделий и снизит процент брака.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг. 1 изображено устройство для установки линейки в клети стана поперечно-винтовой прокатки, общий вид с углом раскатки γ=0;
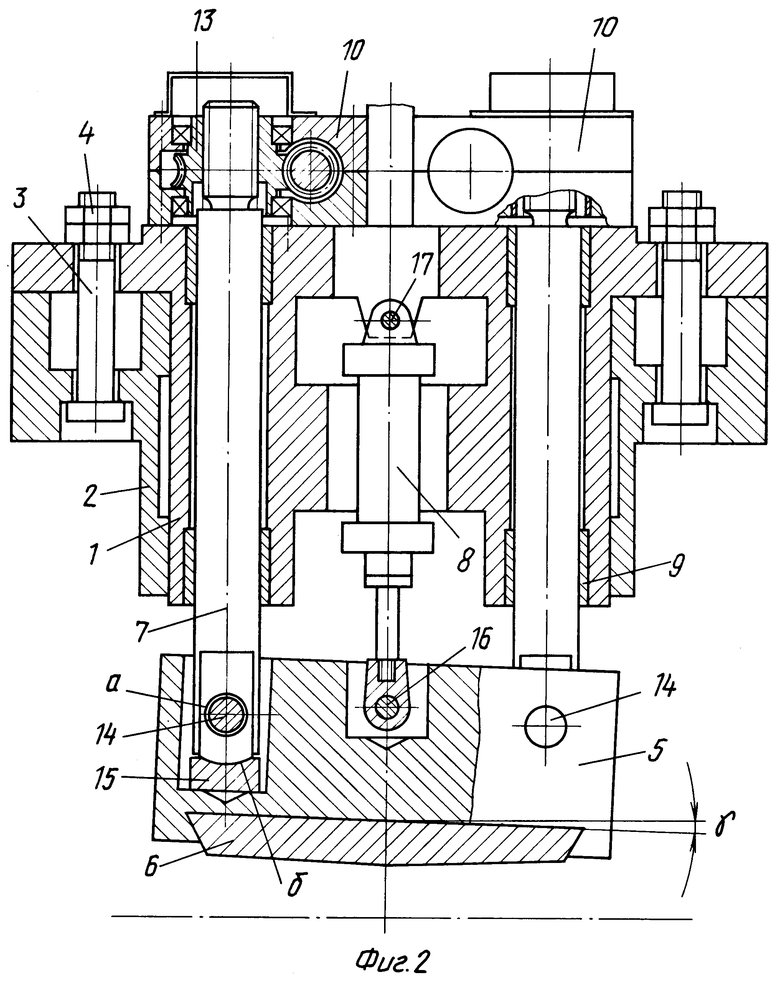
на фиг.2 - то же с углом раскатки γ≠0;
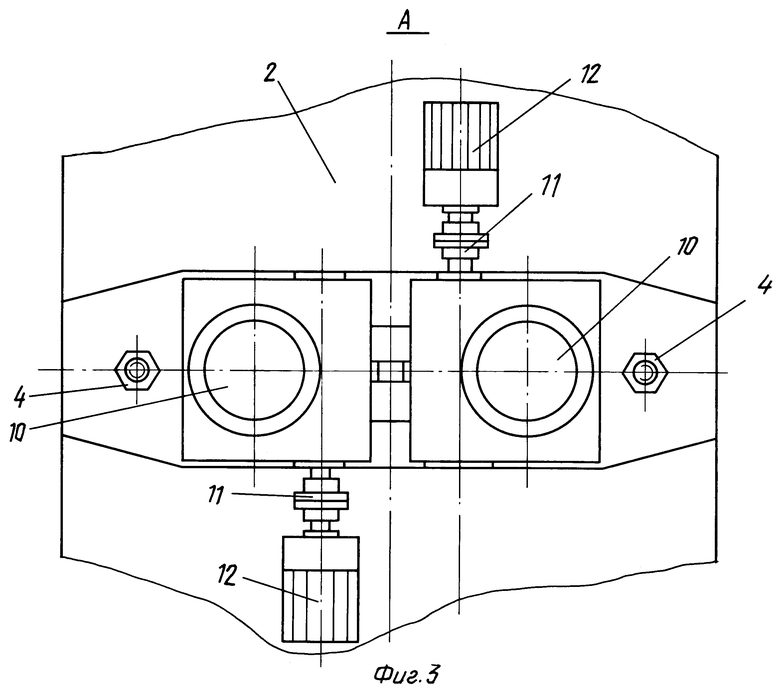
на фиг.3 - вид сверху.
Уcтройство для установки линейки в клети стана поперечно-винтовой прокатки содержит траверсу 1, жестко закрепленную на крышке 2 клети с помощью винтов 3 и гаек 4, линейкодержатель 5 с линейкой 6, штанги 7, связывающие линейкодержатель 5 с траверсой 1, и стяжку, выполненную в виде гидроцилиндра 8. В расточках траверсы 1 установлены втулки 9, в которых размещены штанги 7, каждая из которых имеет свой привод перемещения, включающий редуктор 10, муфту 11 и электродвигатель 12.
Один конец штанг 7 выполнен резьбовым и взаимодействует с гайкой 13, размещенной в редукторе 10, благодаря чему происходит вертикальное перемещение штанг. Вторым концом штанги соединены с линейкодержателем 5 посредством осей 14, расположенных перпендикулярно оси штанг и установленных с зазором "a" относительно них. Торцевая поверхность штанг 7 выполнена цилиндрической и контактирует с линейкодержателем 5 через подпятники 15 с цилиндрической поверхностью "б", размещенные в пазах линейкодержателя 5. Гидроцилиндр 8 посредством шарниров 16 и 17 соединен с линейкодержателем 5 и траверсой 1.
Устройство работает следующим образом.
При настройке очага деформации линейкодержатель 5 с закрепленной в нем линейкой 6 перемещается вертикально посредством одновременного вращения штанг 7 от электродвигателей 12 через редукторы 11.
При необходимости угла наклона (угла раскатки) линейкодержателя 5 с линейкой 6 к оси прокатки включается один из электродвигателей 12, в результате чего перемещается вертикально одна из штанг 7, что приводит к изменению угла раскатки. Благодаря контакту цилиндрической поверхности торца штанги 7 с цилиндрической поверхностью "б" подпятника 15 происходит поворот линейкодержателя 5 с линейкой 6 относительно штанг 7. Зазоры в резьбе штанги 7 и редактора 10 постоянно выбираются с помощью гидроцилиндра 8, причем наличие шарниров 16 и 17 позволяет осуществлять поворот линейкодержателя 5 относительно гидроцилиндра.
Предложенное устройство для установки линейки в клети стана поперечно-винтовой прокатки по сравнению с известными позволяет регулировать угол наклона верхней линейки относительно оси прокатки (угол раскатки), что дает возможность осуществлять настройку очага деформации в процессе прокатки, в результате чего расширяются технологические возможности стана, повышается качество прокатываемых изделий, снижается процент брака продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТЕЛ ВРАЩЕНИЯ | 1999 |
|
RU2165816C2 |
| РАБОЧАЯ КЛЕТЬ ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2172219C2 |
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2000 |
|
RU2207203C2 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ НИЖНЕЙ ЛИНЕЙКИ В СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2003 |
|
RU2282509C2 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2002 |
|
RU2227071C2 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2154539C1 |
| СТАН ДЛЯ РАСКАТКИ КОЛЕЦ | 1993 |
|
RU2042463C1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ ВИНТОВОЙ ПРОКАТКИ СО СТАНИНОЙ ЗАКРЫТОГО ТИПА | 2004 |
|
RU2288793C2 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2343025C2 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ВАЛКА В КЛЕТИ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2033284C1 |
Изобретение относится к области обработки металлов давлением, а точнее к трубопрокатному производству, и касается усовершенствования устройств для установки линейки в клети стана поперечно-винтовой прокатки. Сущность: устройство для установки линейки в клети стана поперечно-винтовой прокатки содержит траверсу, линейкодержатель с траверсой и стяжку, выполненную в виде гидроцилиндра. В расточках траверсы установлены втулки, в которых размещены штанги, каждая из которых имеет свой привод, включающий в себя редуктор, муфту, электродвигатель. Одним концом штанга взаимодействует с гайкой редуктора, а вторым концом соединена с линейкодержателем посредством осей, установленных с зазором "а" относительно штанг. Торцевая поверхность штанг выполнена цилиндрической и контактирует с линейкодержателем через подпятники с цилиндрической поверхностью, размещенные в пазах линейкодержателя. Гидроцилиндр посредством шарниров соединен с линейкодержателем и траверсой. Изобретение обеспечивает осуществление настройки очага деформации в процессе прокатки, что позволяет расширить технологические возможности стана, повысить качество прокатываемых изделий и снизить процент брака. 3 ил.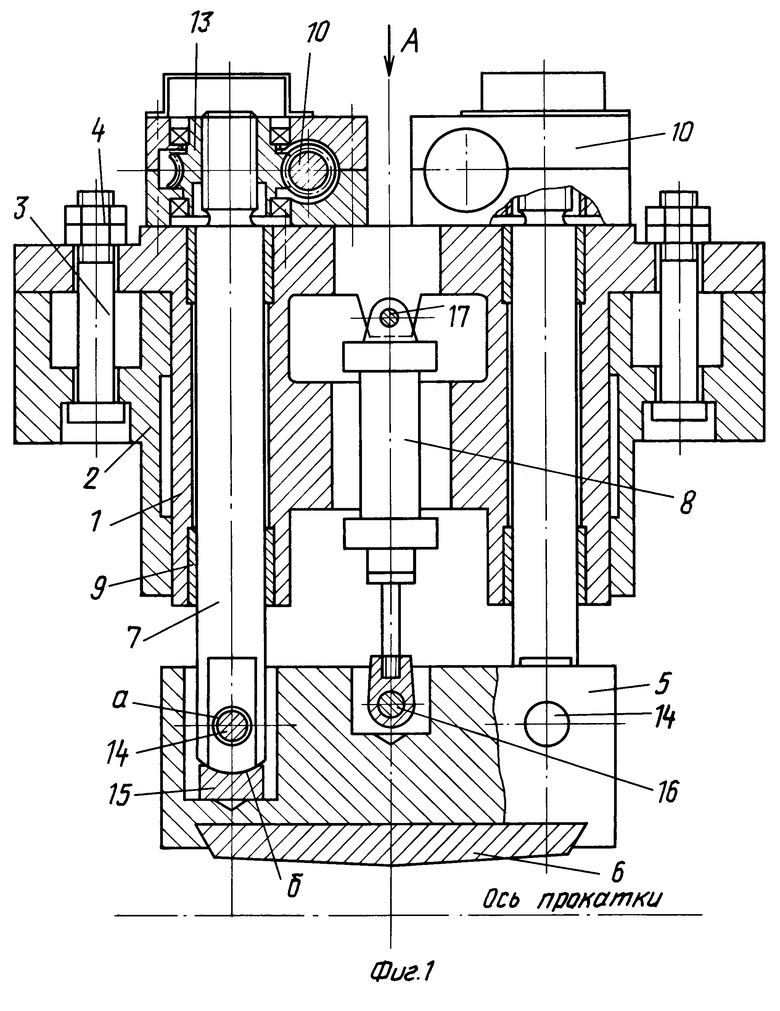
Устройство для установки линейки в клети стана поперечно-винтовой прокатки, содержащее траверсу, линейкодержатель с приводом перемещения, связывающие линейкодержатель с траверсой штанги, установленные во втулках, и стяжку, отличающееся тем, что каждая штанга имеет свой привод вращения и снабжена установленным в выполненном в линейкодержателе пазу подпятником с цилиндрической поверхностью, контактирующей с торцевой поверхностью штанги, выполненной аналогично, при этом штанги связаны с линейкодержателем посредством шарниров, расположенных перпендикулярно оси штанг и установленных с зазором относительно последних, а стяжка выполнена в виде гидроцилиндра, соединяющего линейкодержатель с траверсой посредством шарниров.
| Устройство для установки линейки в клети стана поперечно-винтовой прокатки | 1975 |
|
SU530705A2 |
| Устройство для установки верхней линейки в стане винтовой прокатки | 1982 |
|
SU1044350A1 |
| Устройство для установки верхней линейки в стана винтовой прокатки | 1984 |
|
SU1225627A1 |
| УСТРОЙСТВО для ЗАКРЕПЛЕНИЯ ВЕРХНЕЙ ЛИНЕЙКИ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТРУБ | 0 |
|
SU246452A1 |
| RU 1518984, 27.04.1999 | |||
| Устройство для автоматического контроля и регулирования работы двигателя внутреннего сгорания | 1945 |
|
SU70960A1 |

