Изобретение относится к технике проводного монтажа электрических взаимосвязей радиоэлементов изделий подготовленными к сборочно-монтажным операциям изготовления перемычками и может быть применено в электро- и радиотехнике, приборостроении и электронике.
Цель изобретения - повьш ение производительности процесса.
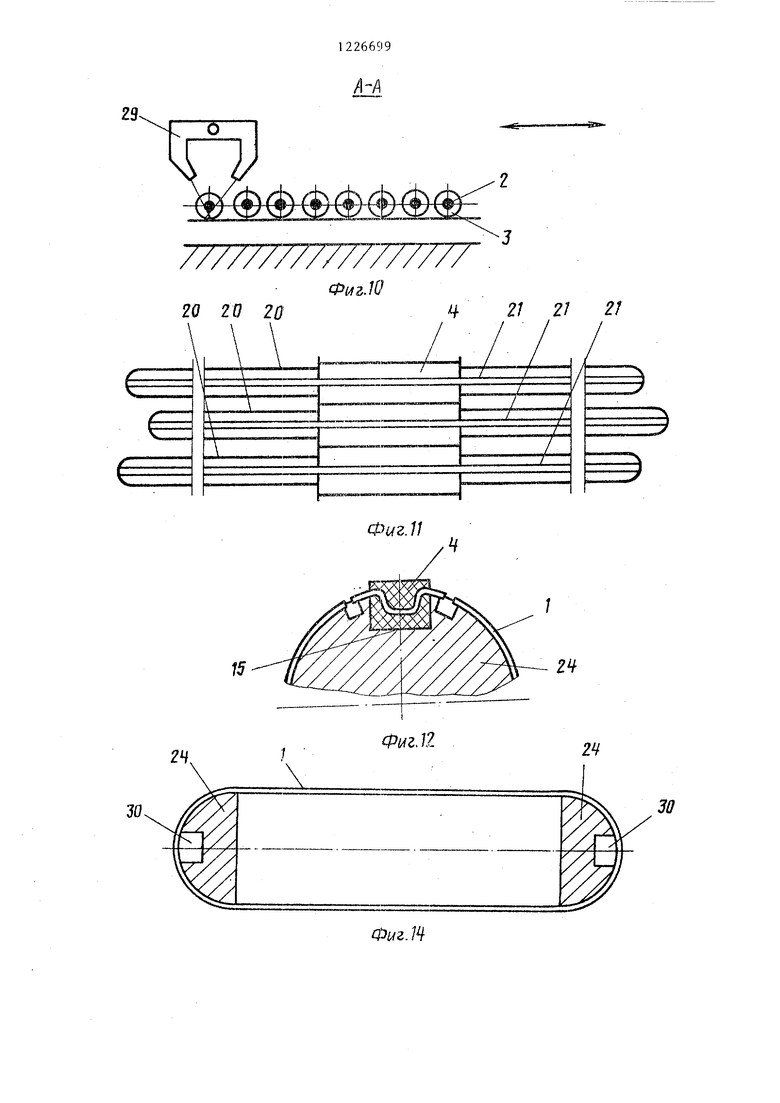
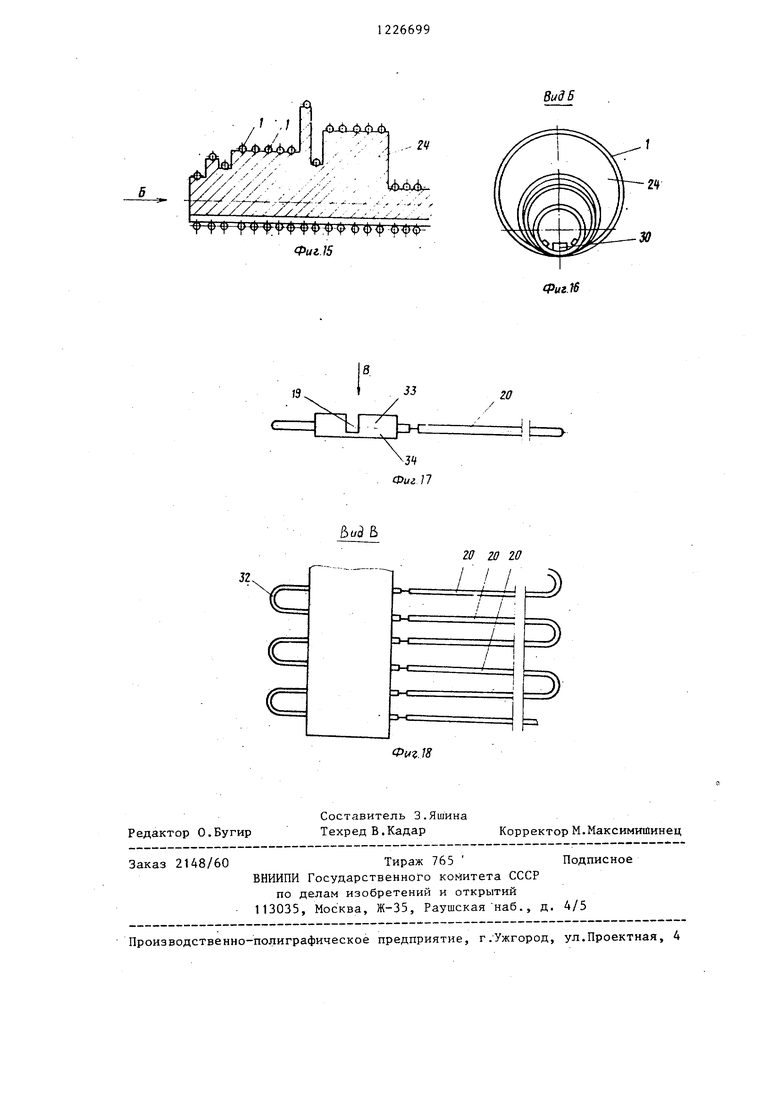
На фиг. 1 приведена схема образо- вания кольцевого подреза изоляции способом перекатыванияi на фиг. 2 - участки электромонтажного провода между линиями колец подреза изоляции общий вид} на фиг. 3 - схема изготовления армированной кассеты прессованием; на фиг. 4 - кассета с пазом разделения электромонтажного провода на перемычки на фиг. 5 - схема выдачи перемычки под монтаж с кассеты; на фиг. 6 - блок-пакет хранения и выдачи перемычек под монтаже; на фиг. 7 - схема смежного (по примеру 1) расположения кассет с началом и концом перемычки; па фиг. 8 - оп-- равка с намотанным электромонталшым проводом, поперечный разрезJ на фиг. 9 - схема образования кольцевог .подреза изоляции пламенем кислородно водородной резки горелкой; на фиг. 10 разрез А-А на фиг. 9; на фиг. 11 - блок-пакет хранения и выдачи перемычек под монтаж (по примеру 2) , на фиг. 12 - схема формообразования кас сеты литьевым способом в оправке; на фиг. 13- кассета с пазом разрезки электромонтажного провода на перемычки в оправке, поперечный разрез, на фиг. 14 - схема перестройки оправки под перемычки различной длины на фиг. 15 - схема оправки под перемычк различной длины в одной кассетеJ на фиг. 16 - вид Б на фиг. 15;на фиг.17 скема изготовления армированной кассеты способом склеивания; на фиг. 18- вид В на фиг. 17.
Пример 1. Электромонтажные провода 1 (фиг. 1) располагаются в ряд и при необходимости синхронно друг другу сматываются с одних катушек на другие (не показано) с пози- цированием при перемотке на позициях выполнения операций подрезки изоляции 2 до токопроводящих жил 3 по периметру (фиг. 1 и 2) изготовления кассеты 4 и резки электромонтажного провода на перемычки (фиг. 3 и 4).
26699
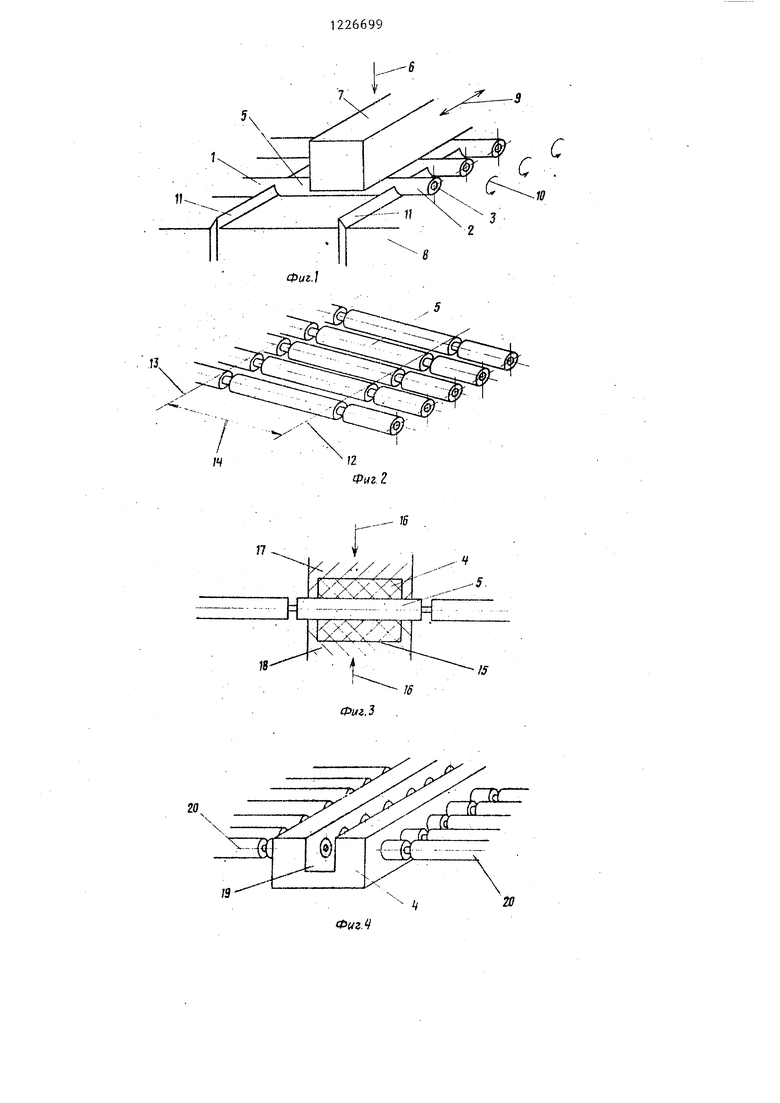
Операция подрезки изоляции по периметру до токопроводящих жил выполняется зажимом участка 5 электромонтажных проводов 1 по стрелке 6 между
;; плоскостями деталей 7 и 8, возвратно- поступательнг пу перемещением деталей 7 и 8 друг относительно друга по стрелке 9, вращением провода на закручивание вокруг продольных осей по
10 стрелкам 10, перекатыванием по параллельно расположенным режущим кромкам 11, которые при этом выполняют . кольцевой подрез изоляции 2 по периметру одновременно на всех проводах 15 ряда по линиям 12 и 13 на расстоянии 1 друг от друга.
После синхронного перемещения участков 5 на очередную позицию выполняется изготовление кассеты 4
20 (фиг. 3) путем прессовки твердеющего материала в формообразующей полости 15 двух встречно перемещающихся по стрелкам 16 деталей 17 и 18. При этом .участки 5 между линиями кольцевых под25 рез03 изоляции автоматически крепятся в кассете армированием в материал и отпадает необходимость в укладке электромонтажных проводов в кассету. Собранные т аким образом в единое
30 целое кассеты 4 электромонтажные провода 1 в ряду поступают на последующую позицию фрезерования в кассете технологического паза 19, разделяющего провода на отдельные перемыч...j. ки 20 (фиг. 4) .
Принципиальная схема организации вьшолнения операций позволяет простым изменением времени синхронной перемотки электромонтажного провода ряда управлять длиною образующихся между двумя смежными кассетами перемычек и продолжать способ многократным повторением описанных операций до состояния соответствия требуемой номенклатуры длин и количества перемычек под монтаж количеству изготавливаемых кассет.
50
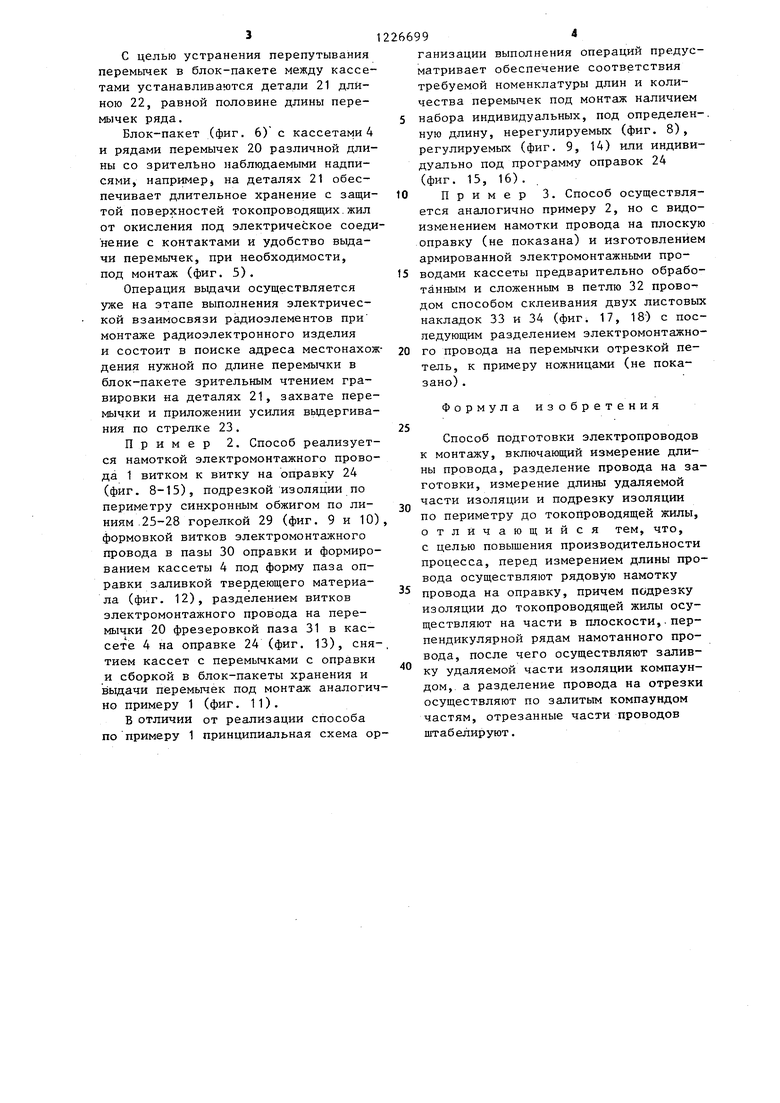
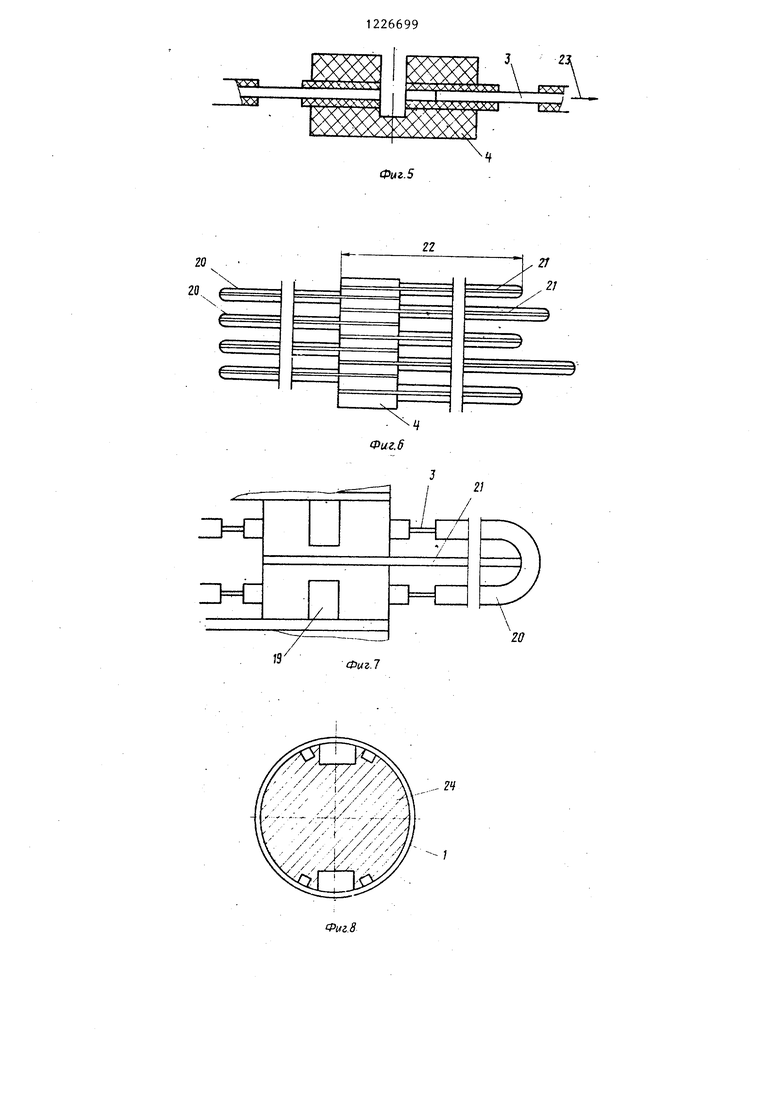
Заключительная операция способа состоит в складировании изгг тавлива- емых кассет 4 без нарушения их последовательности согласно объединения закрепленных в них участков 5 изоляции 2 перемычек 20 электромонтажного 55 провода, т.е. сборки кассет в блок- пакеты со смежным расположе нием кассет с началом и концом перемычек одного ряда (фиг. 6 и 7).
3
с целью устранения перепутывания перемычек в блок-пакете между кассетами устанавливаются детали 21 длиною 22, равной половине длины перемычек ряда.
Блок-пакет (фиг. 6) с кассетами 4 и рядами перемычек 20 различной длины со зрительно наблюдаемыми надписями, например, на деталях 21 обеспечивает длительное хранение с защитой поверхностей токопроводящих.жил от окисления под электрическое соединение с контактами и удобство выдачи перемычек, при необходимости, под монтаж (фиг. 5).
Операция выдачи осуществляется уже на этапе выполнения электрической взаимосвязи радиоэлементов при монтаже радиоэлектронного изделия и состоит в поиске адреса местонахождения нужной по длине перемычки в блок-пакете зрительным чтением гравировки на деталях 21, захвате перемычки и приложении усилия вьщергива- ния по стрелке 23.
Пример 2. Способ реализуется намоткой электромонтажного провода 1 витком к витку на оправку 24 (фиг. 8-15), подрезкой изоляции по периметру синхронным обжигом по линиям .25-28 горелкой 29 (фиг. 9 и 10) формовкой витков электромонтажного провода в пазы 30 оправки и формированием кассеты 4 под форму паза оправки заливкой твердеющего материала (фиг. 12), разделением витков электромонтажного провода на перемычки 20 фрезеровкой паза 31 в кассете 4 на оправке 24 (фиг. 13), сиятием кассет с перемычками с оправки и сборкой в блок-пакеты хранения и выдачи перемычек под монтаж аналогично примеру 1 (фиг. 11).
В отличии от реализации способа по примеру 1 принципиальная схема ор266994
ганизации выполнения операций предусматривает обеспечение соответствия требуемой номенклатуры длин и количества перемычек под монтаж наличием
5 набора индивидуальных, под определен-, ную длину, нерегулируемых (фиг. 8), регулируемых (фиг. 9, 14) или индивидуально под программу оправок 24 (фиг. 15, 16).
10 Пример 3. Способ осуществляется аналогично примеру 2, но с видоизменением намотки провода на плоскую оправку (не показана) и изготовлением армированной электромонтажными про15 водами кассеты предварительно обработанным и сложенным в петлю 32 проводом способом склеивания двух листовых накладок 33 и 34 (фиг. 17, 18) с последующим разделением электромонтажно20 го провода на перемычки отрезкой петель, к примеру ножницами (не показано) .
Формула изобретения
Способ подготовки электропроводов к монтажу, включающий измерение длины провода, разделение провода на заготовки, измерение длины удаляемой части изоляции и подрезку изоляции по периметру до токопроводящей жилы, отличающийся тем, что, с целью повышения производительности процесса, перед измерением длины провода осуществляют рядовую намотку провода на оправку, причем подрезку изоляции до токопроводящей жилы осуществляют на части в плоскости,.перпендикулярной рядам намотанного провода, после чего осуществляют заливку удаляемой части изоляции компаундом, а разделение провода на отрезки осуществляют по залитым компаундом частям, отрезанные части проводов штабелируют.
W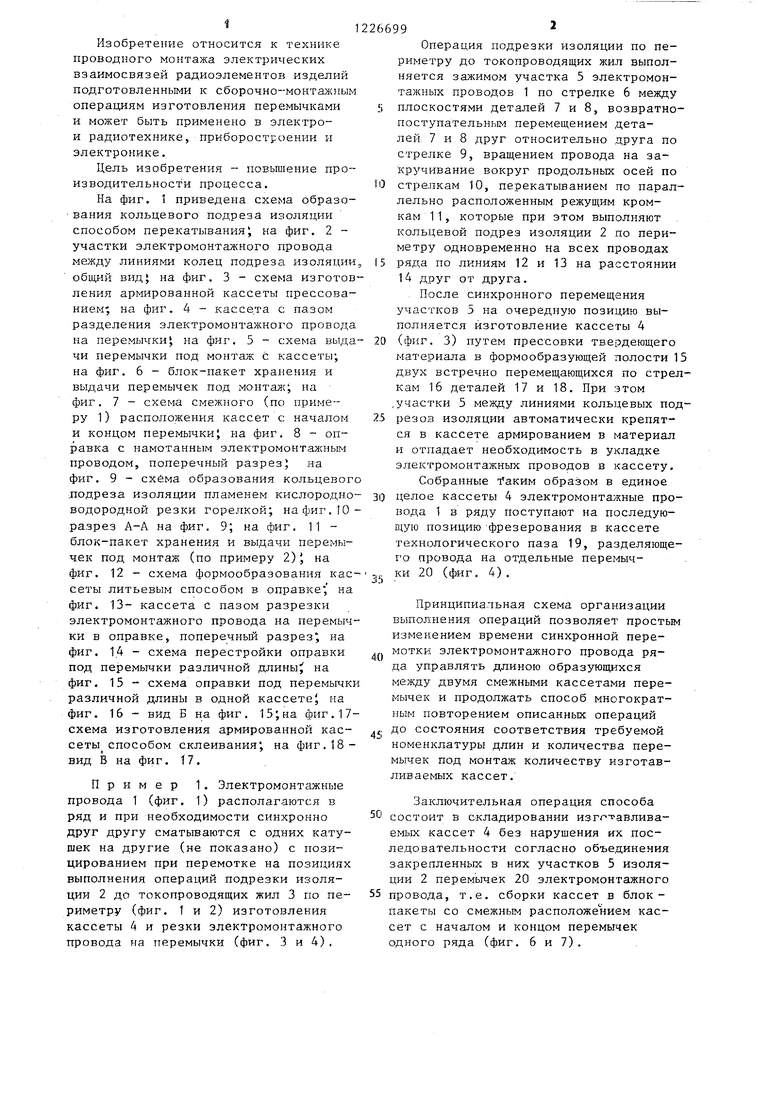
| название | год | авторы | номер документа |
|---|---|---|---|
| Нагреватель устройства для снятия изоляции с проводов | 1982 |
|
SU1099344A1 |
| Способ изготовления коммутационного модуля | 1986 |
|
SU1429352A1 |
| Устройство для снятия изоляции с монтажных проводов | 1982 |
|
SU1023479A1 |
| Способ изготовления жгутов из электромонтажных проводов | 1984 |
|
SU1267642A1 |
| СОЕДИНИТЕЛЬ ЭЛЕКТРИЧЕСКИХ ПРОВОДОВ | 2008 |
|
RU2375795C1 |
| Коробка выводов трехфазной электрической машины | 1980 |
|
SU920966A1 |
| Способ разделения жил ленточных проводов | 1986 |
|
SU1494082A1 |
| Способ раскладки проводов при монтаже | 1984 |
|
SU1241539A1 |
| СОЕДИНИТЕЛЬ ЭЛЕКТРИЧЕСКИХ ПРОВОДОВ | 2007 |
|
RU2343606C1 |
| Жгут и шаблон для раскладки проводов в жгут | 1986 |
|
SU1496020A1 |
Изобретение относится к технике проводного монтажа электрических взаимосвязей радиоэлементов изделий, подготовленных к сборочно-монтажным .операциям, и может, быть использовано в электро- и радиотехнике. Цель изобретения - повышение производительности процесса. Электромонтажный провод 1 наматьшают на оправку 24. Подрезают изоляцию по периметру путем обжига его по линиям 25-28 горелкой 29. Витки провода формуют в пазы 30 оправки 24 и заливают гвердею- щим материалом, образуя кассеты 4. Кассету 4 фрезеруют для разделения витков провода на перемычки 20. Затем кассеты 4 с закрепленныьш в них перемычками 20 снимают с оправки 24 и штабелируют. Осуществление различных технологических операций на одной оправке позволяет в значительной степени сократить время подготовки электропроводов к монтажу. 18 ил. i (Л Wu Фиг.0
W
J7
}5
2Д
20 20.
гг
2J
IM
IHI
/
19
/
X
Ф«г.7
.. V
/1-Я
. //
. 12
.Щ
ф ф d ф-ф ф 4лф- 4 чЬ-ф Фи1.15
30
9
33
20
iHi:
С
Составитель З.Яшина Редактор О.Бугир Техред В.Кадар ко р р е кт о р М М аксимитинец
:nTIoTfinТираж 765 Подписное
Заказ 2140/oU rrrv
ВНИИПИ Государственного комитета (-ььг
по делам изобретений и открытий . 113035, Москва, Ж-35, Раушская наб., д. 4/Ь
Производственно
-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
54
ФигП
21 20 20
tJ)
| Устройство подготовки к монтажу | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
