Изобретение относится к технологии сборочно-монтажных работ по нзготовлению жгутов для электрической взаимосвязи радиоэлементов радиоэлектронных устройств.
Цель изобретения - расширение технологических возможностей путем прошивки двух концов цепей в одно отверстие.
На фиг.1 показана часть шаблона для изготовления жгутов, вид сверху; на фиг.2 - разрез А-А на фиг.1 (в увеличенном масштабе); на фиг.З раскладочная игла с проводом в положении следования по трассе раскладки на шаблоне, вид сверху; на фиг,4 разрез Б-В на фиг.З (в увеличенном масштабе); на фиг.З - разрез В-В на ;фиг.4; на фиг.6 - разрез Г-Г на
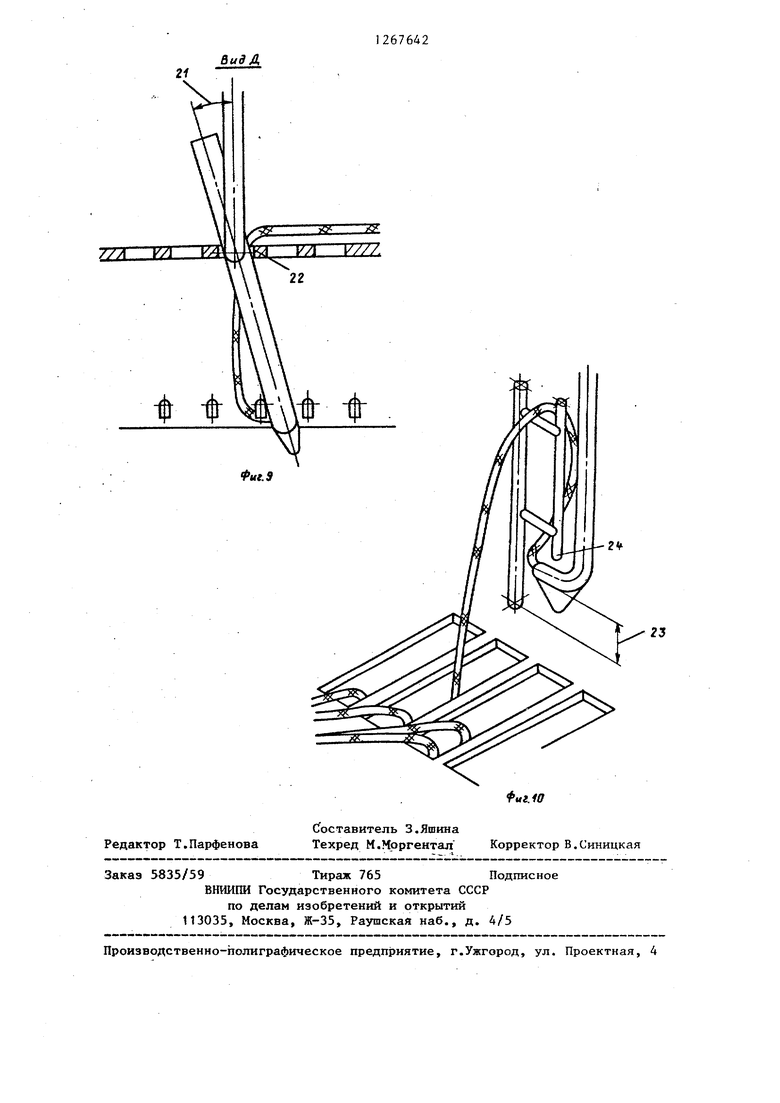
фиг.5 (игла с проводам в положении координирования и согласования с отверстием шаблона, вид сверху); на фиг.7 - разрез А-А на фиг.1 (положение совмещения оси качания иглы с плоскостью отверстия шаблона; на фиг.8 - вид Д на фиг.7 (положение обегания иглой с проводом элемента /закрепления - крючка качанием иглы вокруг оси); на фиг.9 - то же (положение возвратного движения прошивки) ; на фиг.10 - то же (положение иглы с проводом при движении на трассу технологических переходов от конца разложенной цепи к началу раскладываемой) .
Шаблон для реализации способа изготовления жгутов из электромонтажных проводов состоит из поверхности раскладки 1, на которой расположены штыри 2 изменения направления движения раскладки, прямоугольные отверстия 3 для прошивки концов проводов 4 (фиг.1), штыри 5 разграничения трассы 6 раскладываемого жгута и трассы технологических переходов от одной цепи к другой.
Под поверхностью раскладки 1 толщиной 8 на расстоянии 9 выступа шаблона закреплены рядами элементы крепления - крючки 10 для закрепления петель проводов, а на поверхности у прямоугольного отверстия - первый в последовательности раскладки цепи штырь 11 закрепления начала провода Расположение крючков 10 выполнено со смещениями 12 (фиг.2) и 13 (фиг.8) относительно сторон прямоугольного отверстия 3.
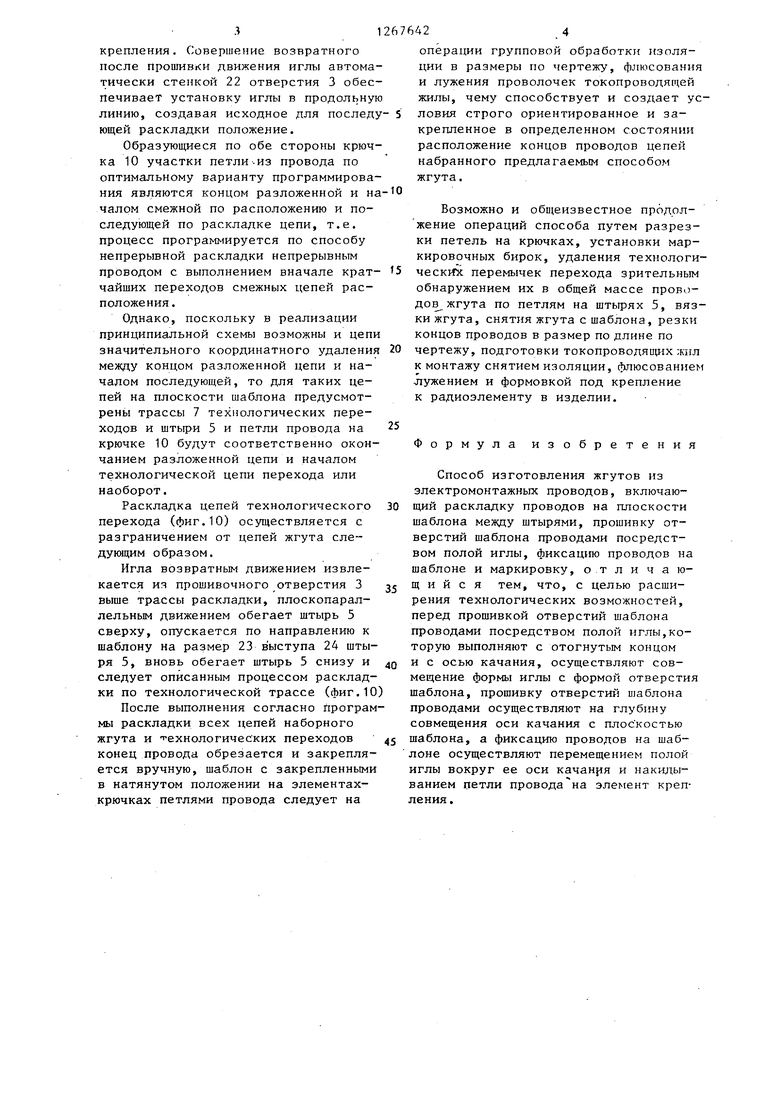
Способ изготовления жгутов выполняется укладочной иглой 14с отог. нутым по радиусу 15 выходнымконцом 16 с направляющим выступом 17 (фиг.4 и 5) следующим образом. Провод 4 продевается через укладочную иглу 14 и его начало закрепляется за штырь 11 первой цепи раскладки. От штыря 11 игла совершает плоскопараллельное перемещение по программе раскладки цепей, задаваемой электронно-вычислительной машиной (ЭВМ) (не показана). Кроме плоско- параллельного движения игле приводом (не показан) придается вращение вокруг продольной оси качания с автоматическим устранением рассогласования на угол 18 (фиг.З) между направлением движения и горизонтально отогнутым по радиусу 15 выходным концом 16. Процесс плоскопараллельного движения по трассе раскладки и устранения рассогласования продолжается до тех
5 пор, пока укладочная игла 14 не займет положения координат отверстия 3 под прошивку (фиг.6). Дальнейшее движение иг.пы прекращается, и осуществляется операция совмещения фор0. мы иглы относительно формы отверстия 3, причем совмещение не только по расположению, но и по согласованию формы иглы с формой отверстия на угол 19. На этом этапе способа вращением иглы вокруг продольной оси достигают соответствия форм иглы и отверстия шаблона. Возникающее при этом рассогласование между направлением провода и направлением выходного конца 16 иглы 14 не существенно, так как вращение иглы вокруг продольной оси вьшолняется в направлении не увеличения длины натягиваемого участка провода, а на уменьшение.
После совмещения формы иглы и отверстия осуществляется операция прошивки, т.е. укладочная игла проходит в отверстие 3 шаблона (фиг.7).
Прошивка-перемещение в отверстие протзводится на глубину - расстояние 9 до положение размещения отогнутого выходного конца 16 под крючком 10. При этом ось 20 качания иглы 14 ока.зывается в плоскости толщины 8 тела отверстия 3 шаблона, что позволяет при качаний выходного конца 16 иглы на угол 21 (фиг.9) не уреличивать размеры отверстия 3 и проводу 4 обегать крючок 10, образовывая петлю крепления. Совершение возвратного после прошивки движения иглы автома тически стенкой 22 отверстия 3 обес печивает установку иглы в продольну линию, создавая исходное для послед ющей раскладки положение. Образующиеся по обе стороны крюч ка 10 участки петли.из провода по оптимальному варианту программирова ния являются концом разложенной и н чалом смежной по расположению и последующей по раскладке цепи, т.е. процесс программируется по способу непрерывной раскладки непрерывньтм проводом с выполнением вначале крат чайших переходов смежных цепей расположения. Однако, поскольку в реализации принципиальной схемы возможны и цеп значительного координатного удалени между концом разложенной цепи и началом последующей, то для таких цепей на плоскости шаблона предусмотрены трассы 7 технологических переходов и штыри 5 и петли провода на крючке 10 будут соответственно окон чанием разложенной цепи и началом технологической цепи перехода или наоборот. Раскладка цепей технологического перехода (фиг.10) осуществляется с разграничением от цепей жгута следующим образом. Игла возвратным движением извлекается из прошивочного отверстия 3 выше трассы раскладки, плоскопараллельным движением обегает штырь 5 сверху, опускается по направлению к шаблону на размер 23 выступа 24 штыря 5, вновь обегает штырь 5 снизу и следует описанным процессом раскладки по технологической трассе (фиг.10 После выполнения согласно програм мы раскладки всех цепей наборного жгута и технологических переходов конец провода обрезается и закрепляется вручную, шаблон с закрепленными в натянутом положении на элементахкрючках петлями провода следует на 424 операции групповой обработки изоляции в размеры по чертежу, флюсования и лужения проволочек токопроводящей жилы, чему способствует и создает условия строго ориентированное и закрепленное в определенном состоянии расположение концов проводов цепей набранного предлагаемым способом жгута. Возможно и общеизвестное продолжение операций способа путем разрезки петель на крючках, установки маркировочных бирок, удаления технологических перемычек перехода зрительным обнаружением их в общей массе проводов жгута по петлям на штьфях 5, вязки жгута, снятия жгута с шаблона, резки концов проводов в размер по длине по чертежу, подготовки токопроводяищх жил к монтажу снятием изоляции, флюсованием лужением и формовкой под крепление к радиоэлементу в изделии. Формула изобретения Способ изготовления жгутов из электромонтажных проводов, включающий раскладку проводов на плоскости шаблона между штырями, прошивку отверстий шаблона проводами посредством полой иглы, фиксащпо проводов на шаблоне и маркировку, отличающийся тем, что, с целью расширения технологических возможностей, перед прошивкой отверстий шаблона проводами посредством полой иглы,которую выполняют с отогнутым концом и с осью качания, осуществляют совмещение формы иглы с формой отверстия шаблона, прошивку отверстий шаблона проводами осуществляют на глубину совмещения оси качания с плоскостью шаблона, а фиксацию проводов на шабоне осуществляют перемещением полой иглы вокруг ее оси качанря и накипыанием петли провода на элемент крепения ,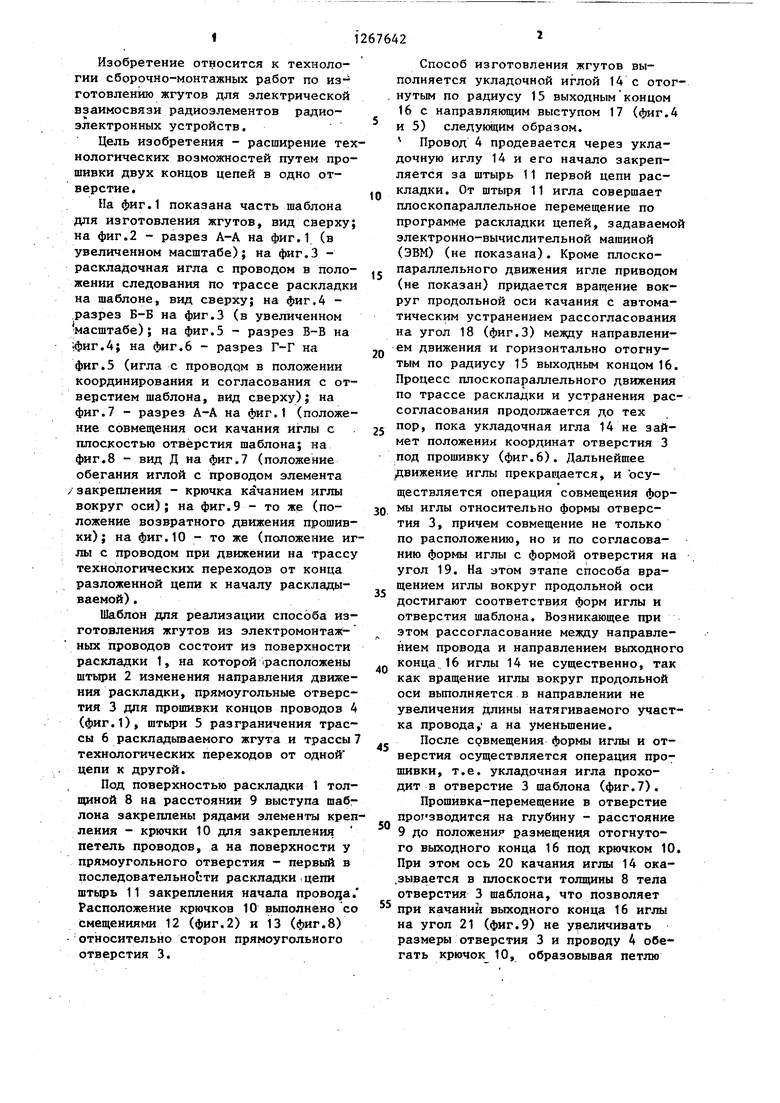
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаблон для раскладки проводов в жгут | 1985 |
|
SU1302451A1 |
| Способ крепления концов проводов при их раскладке в жгут на шаблоне | 1988 |
|
SU1699032A1 |
| Устройство для раскладки проводов в жгут | 1984 |
|
SU1580608A1 |
| Жгут и шаблон для раскладки проводов в жгут | 1986 |
|
SU1496020A1 |
| Маркировочный трафарет преимущественно в устройствах для раскладки проводов в жгут | 1988 |
|
SU1598255A1 |
| Устройство для раскладки проводов в жгут | 1989 |
|
SU1691996A1 |
| Устройство для изготовления жгутов из проводов | 1986 |
|
SU1441493A1 |
| Устройство для раскладки проводов в жгут | 1988 |
|
SU1672598A1 |
| Шаблон для изготовления жгутов проводов | 1985 |
|
SU1354252A1 |
| Способ изготовления коммутационного модуля | 1986 |
|
SU1429352A1 |

Изобретение относится к технологии механосборочньпс работ. Цель изобретения - расширение технологических возможностей. Провод продевается через полую иглу (и), которая совершает плоскопараллельное перемещение по программе раскладки цепей. Кроме того, И имеет возможность вращаться вокруг продольной оси качания с автоматическим устранением на угол между направлением движения и горизонтально отогнутым по радиусу выходным концом И. Совмещение И относительно формы отверстия шаблона (Ш) осуществляют не только по расположению, но и согласованию формы И с формой отверстия. Прошивка-перемещение производится на глубину до положения размещения отогнутого выходного конца под крючком, расположенным в свою очередь под Ш. Это позволяет проводу обегать крючок, образуя петлю крепления. При раскладке цепей технологического перехода И извлекается из отверстия Ш выше трассы раскладки, обегает штырь разграничения трассы сверху, опускается на размер выступа штыря и вновь обегает штырь снизу. Выполнение полой иглы с отогнутым концом и с осью качания обеспечивает прошивку двух концов цепей в одно отверстие Ш. 10 ил. ISO О5 05 4 Is5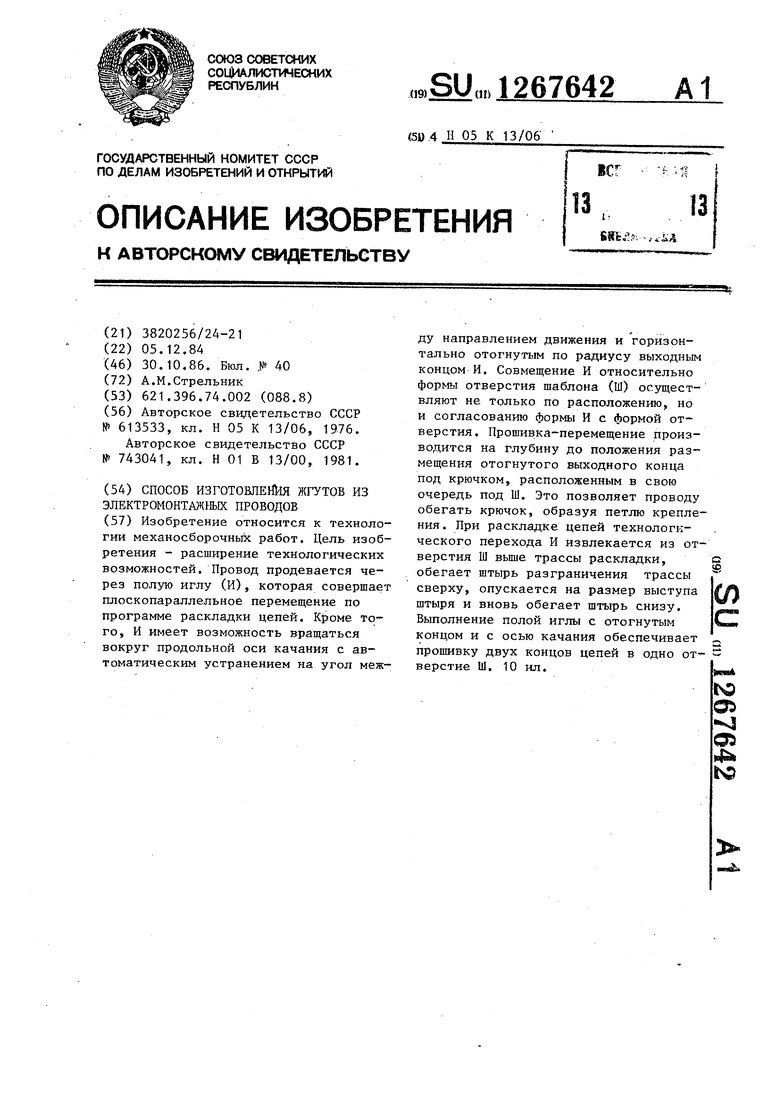
7y/.J
I
В -В
У7
| Шаблон для монтажа электрических жгутов | 1976 |
|
SU613533A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство для прокладки проводов на шаблоне | 1977 |
|
SU743041A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
