Изобретение относится к металлообработке .
Цель изобретения - расширение технологических возможностей резца за счет повышения жесткости державки резца.
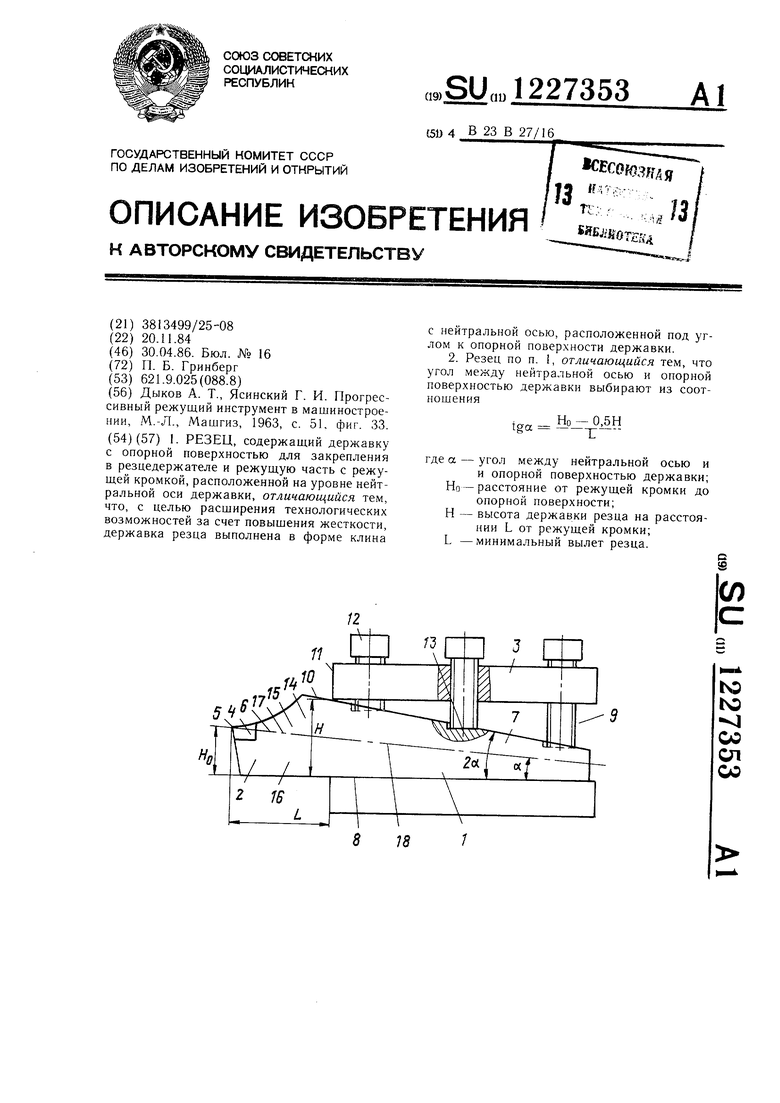
На чертеже изображен резец, закрепленный в резцедержателе, вид сбоку.
Резец содержит державку 1 с хвостовиком 2, закрепляемым в резцедержателе 3, и режущей частью 4, снабженной режундей кромкой 5, расположенной на уровне нейтральной оси б хвостовика: Хвостовик выполнен в форме клина 7, нейтральная ось его проходит через режущую кромку под углом а к опорной поверхности хвостовика. Угол а определен из условия
,OAH,
где L - минимально устанавливаемый вылет резца, равный при отрезке радиусу отрезаемой заготовки; HO- расстояние от режущей кромки до
опорной поверхности 8; Н - высота хвостовика на расстоянии L от режущей кромки, которая обычно принимается равной высоте паза 9 резцедержателя.
При подготовке резца к работе его устанавливают в резцедержатель на опорную поверхность хвостовика с упором верхней поверхности 10 хвостовика в торец II резцедержателя и закрепляют болтами 12 через выемки 13, выполненные на поверхности 10. Резец работает следующим образом. Под влиянием приложенной к режущей части резца нагрузки в верхних слоях 14 незакрепленной в резцедержателе части 15 хвостовика возникают растягивающие напряжения, а в нижних слоях 16 - сжимающие. Средний слой 17, располагающийся между ними, не испытывает напряжений, именно через этот слой проходит нейтральная ось хвостовика, совпадающая с его геометрической осью 18. Вследствие того, что не закрепленная часть хвостовика расщиряется к режущей части резца, жесткость его повышается, и центр, вокруг которого режущая кромка под действием приложенной нагрузки описывает при изгибе некоторую дугу,
5Q смещается к режущей кромке. При этом величина прогиба режущей кромки настолько незначительна, что высота виброволны даже в условиях черновой обработки труднообрабатываемых материалов не превы- щает 0,02-0,03 мм, а при обработке констt5 рукционных сталей - 0,005-0,01 мм.
Испытания предлагаемого резца проводились на станке мод. 165 при разрезке на кра- ты прутков 0 180 мм из титанового сплава ВТ9. Исходя из этого, выбраны основные характеристики для расчета резца: Но
20 50 мм; Н 75 мм; L 100 мм. По формуле
Но - 0,5Н
tga -
L
25 определен угол между нейтральной осью и опорной поверхностью хвостовика, равный 7°6 , а угол клина хвостовика - 14° 12. В качестве критерия сравнения выбрана величина разрушающей подачи, зависящая от виброустойчивости и от жесткости резца.
30 Испытания показали, что разрушающая подача на оборот при обработке сплава ВТ9 со скоростью резания 28 м/мин резцами, оснащенными режущей пластиной из твердого сплава ВКВ составляет для предлагаемых резцов 1,12 мм, а для прототипа - 0,8 мм.
Но - 0
tga -
L
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| Способ чистовой обработки и резец для его осуществления | 1990 |
|
SU1756018A1 |
| Отрезной резец | 1983 |
|
SU1126378A1 |
| РЕЗЕЦ В СБОРЕ ДЛЯ УГОЛЬНОГО СТРУГА | 2015 |
|
RU2682826C1 |
| Исполнительный орган угольных стругов | 1982 |
|
SU1309916A3 |
| РЕЗЕЦ ДЛЯ ГОРНЫХ МАШИН | 1994 |
|
RU2071562C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| ОТРЕЗНОЙ РЕЗЕЦ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РЕЖУЩЕГО ЭЛЕМЕНТА | 1992 |
|
RU2026772C1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| ТОКАРНЫЙ РЕЗЕЦ "РОССИЯ" | 1992 |
|
RU2015861C1 |
| Дыков А | |||
| Т., Ясинский Г | |||
| И | |||
| Прогрессивный режущий инструмент в машиностроении,М.-Л., Машгиз, 1963, с | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| фиг | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
