1
Изобретение относится к электротехнике, конкретно к вакуумным дуго гасительным камерам.
Цель изобретения - повышение надежности камеры за счет более точной установки сильфона.
На чертеже схематически изображена вакуумная дугогасительная камера.
Камера содержит корпус 1, состоящий из четырех керамических секций 2-5, фланец 6 с неподвижным контактом 7, фланец 8 с подвижньм контактом 9, сильфон 10, соединенный с фланцем 8.
Изготовление камеры по предлагаемому способу проводят следзпотцда образом.
Сначала производят предварительную сборку камеры, включающую установку керамических секций 2 - 5 на фланец 6 с контактом 7 и их вакуум- но-плотное соединение, а также установку фланца 8, соединенного с силь- фоном 10 и контакта 9 на собранный корпус 1. При этом между контактами 7 и 9- устанавливают дистанционный элемент 11, вьтолненный в виде диска высота которого b равна заданной величине растяжения сильфона. Затем на контакте 9 на уровне верхнего края фланца 8 наносят риску 12 острым инстрз ментом, например ножом, убирают дистанционный элемент 11, снимают фланец 8 с сильфоном 10 и контакт 9, после чего фиксируют контакт 9 относительно фланца 8 в приспособлении в положении, при котором верхний край фланца 8 совпадает с выполненной на контакте 9 риской 12.
Заключительная операция состоит в креплении фланца 8 с сильфоном 10 и контактом 9 на корпусе 1 камеры. Сильфон 10 после сборки и откачки
Редактор Н.Швьщкая Заказ 2291/32
Составитель Ю.Торшин Техред В.Кадар
Корректор
Тираж 643 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
228157
воздуха из камеры находится в растянутом состоянии при замкнутьк контактах 7 и 9, причем величина его растяжения строго соответствует заданной и равна h высоте дистанционного элемента 11.
Способ изготовления камеры согласно изобретению позволяет значительно повысить надежность работы камеры . за счет обеспечения высокой точности установки сильфона с требуемой величиной растяжения при замкнутых контактах, а также в 1,5-2 раза увеличить механический ресурс камеры.
Формула изобретения
Способ изготовления вакуумной
дугогасительной камеры, включающий операции вакуумно-плотного соединения сильфона с фланцем камеры и с подвижным контактом, отличаю- щ и и с я тем, что, с целью повышения надежности работы камеры, после соединения сильфона с фланцем производят предварительную сборку камеры, в процессе которой между контактами устанавливают дистанционный
элемент, выполненный в виде диска, высота которого равна заданной величине растяжения сильфона, отмечают на контакте уровень расположения верхнего края фланца путем нанесения риски, убирают дистанционный элемент, фиксируют контакт и фланец путем соединения их в приспособлении в положении, при котором верхний край фланца камеры совпадает с вьшолненной на
контакте отметкой, после чего производят операцию вакуумно-плотного соединения сильфона с подвижным контактом.
Корректор С.Черни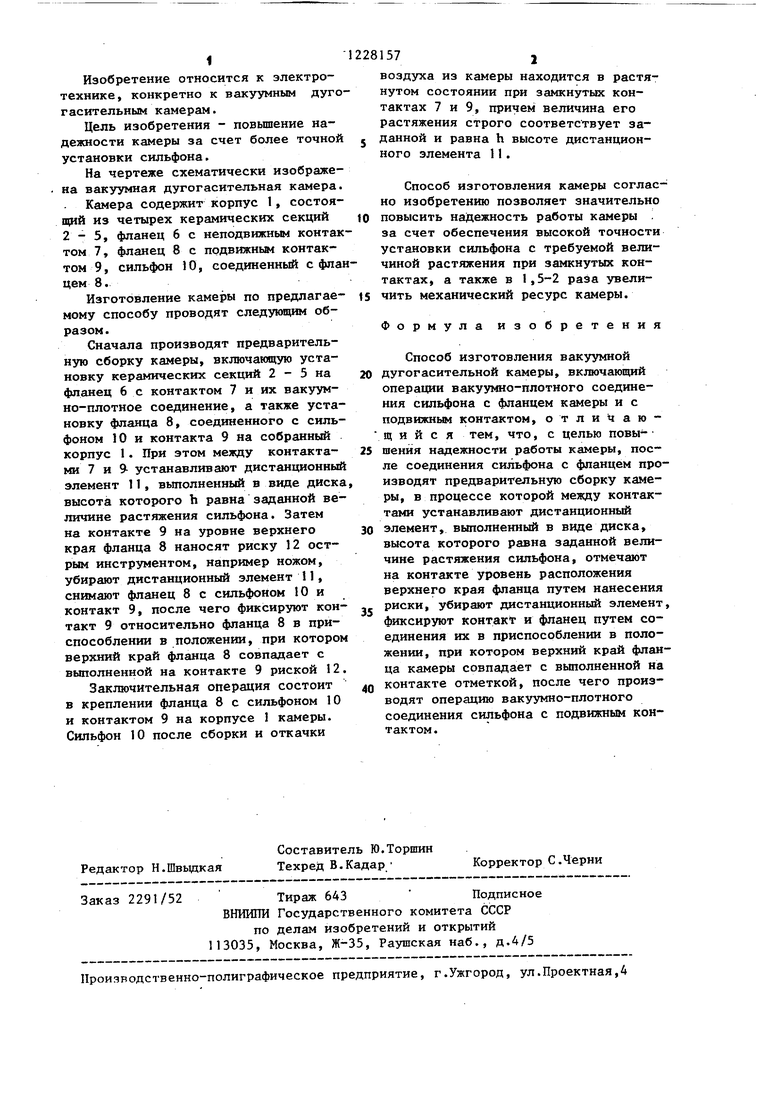
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления вакуумной дугогасительной камеры | 1985 |
|
SU1332406A1 |
| Вакуумная дугогасительная камера | 1972 |
|
SU748552A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНОЙ ДУГОГАСИТЕЛЬНОЙ КАМЕРЫ | 1992 |
|
RU2054726C1 |
| ВАКУУМНЫЙ ВЫКЛЮЧАТЕЛЬ | 2010 |
|
RU2419911C1 |
| ВАКУУМНАЯ ДУГОГАСИТЕЛЬНАЯ КАМЕРА | 2005 |
|
RU2296385C2 |
| ВАКУУМНАЯ ДУГОГАСИТЕЛЬНАЯ КАМЕРА | 2002 |
|
RU2233498C2 |
| Вакуумное коммутационное устройст-BO и СпОСОб упРАВлЕНия иМ | 1978 |
|
SU794678A1 |
| ВАКУУМНАЯ ДУГОГАСИТЕЛЬНАЯ КАМЕРА | 1968 |
|
SU425231A1 |
| Вакуумная дугогасительная камера | 1980 |
|
SU943896A1 |
| Вакуумная дугогасительная камера для автоматического выключателя | 1984 |
|
SU1259356A1 |
Изобретение относится к области электротехники. Цель изобретения - повьппение надежности работы камеры за счет более точной установки силь- фона, с требуемой величиной растяжения при замкнутых контактах. Цель достигается тем, что в способе изготовления вакуумной дугогасительной камеры после вакуумно-плотного соединения сильфона (С) 10 с фланцем 8 между контактами 7 и 9 устанавливают дистанционный элемент II, высота которого равна заданной величине растяжения С 10, и на контакте 9 на уровне верхнего края фланца 8 наносят риску 12, после чего убирают элемент 11, снимают фланец 8 с С 10 и фиксируют контакт 9 относительно фланца 8 в положении, при котором риска контакта 9 совпадает с верхним краем фланца 8, после чего вакуумно-чтлотно соединяют С 10 с подвижным контактом 9. 1 Ш1. ko ю to 00 СП 
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
| Патент США № 3766345, кл | |||
| Мяльно-трепальный станок для обработки тресты лубовых растений | 1922 |
|
SU200A1 |
