(54) УНИВЕРСАЛЬНЫЙ БЛОК ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ ЛИТЬЕМ ПОД ДАВЛЕНИЕМ
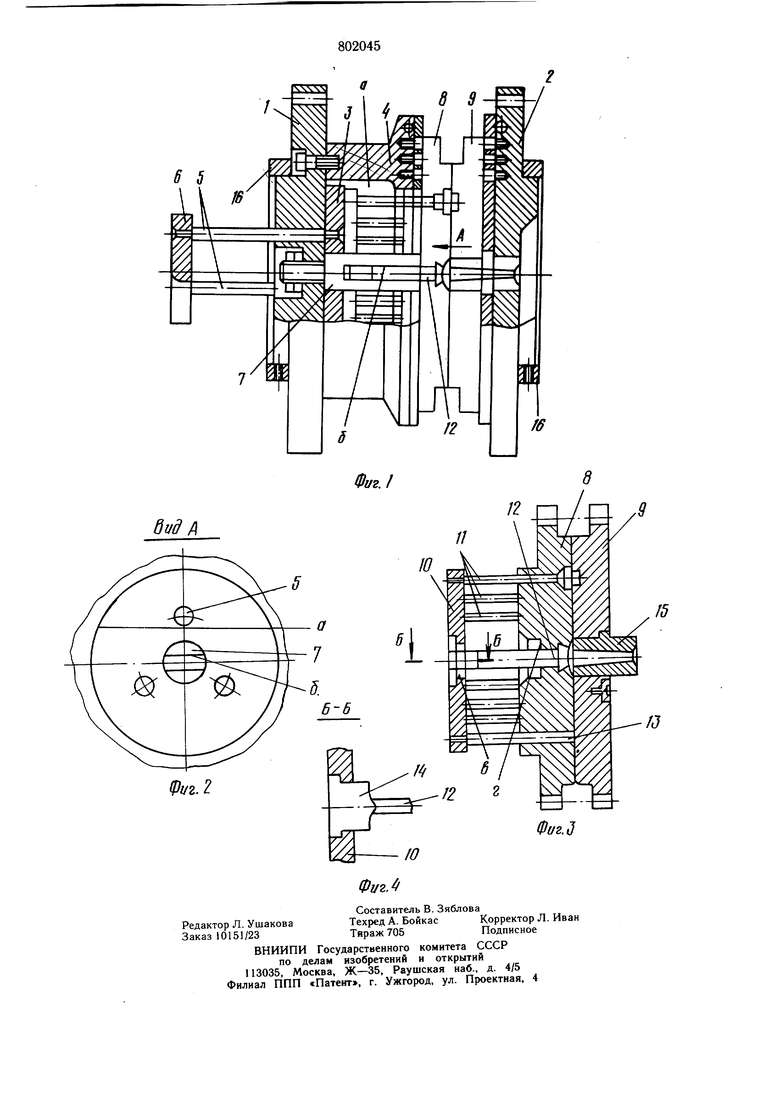
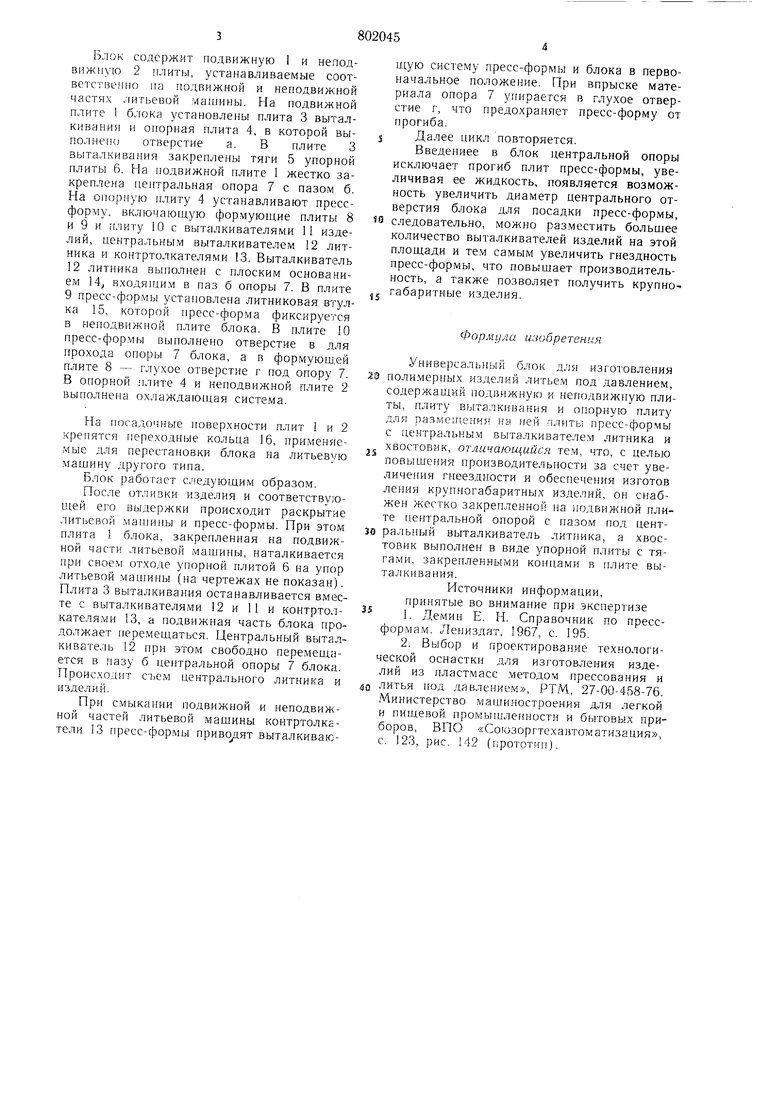
Блок содержит подвижную i и неподвижную 2 плиты, устанавливаемые соответственпо на подвижной и неподвижной частях литьевой машины. На подвижной плите I блока установлены плита 3 выталкивания н опорная плита 4, в которой выполнено отверстие а. В плите 3 выталкивания закреплены тяги 5 упорной плиты 6. На подвижной плите 1 жестко закреплена центральная опора 7 с пазом б. На опорную плиту 4 устанавливают прессформу, включаюн ую формующие плиты 8 и 9 и плиту 10 с выталкивателями И изделий, центральным выталкивателем 12 литника и контртолкателями 13. Выталкиватель 12 литника выполнен с плоским основанием 4 входящим в паз б опоры 7. В плите 9 пресс-формы установлена литниковая втулка 15, которой пресс-форма фиксируется в неподвижной плите блока. В плите 10 пресс-формы выполнено отверстие в для прохода опоры 7 блока, а в формуюш,ей плите 8 - глухое отверстие г под опору 7. В опорной плите 4 и неподвижной плите 2 выполнена охлаждагошая система.
На посадочные поверхности плит и 2 крепятся переходные кольца 16, применяемые для перестановки блока на литьевую машину другого типа.
Блок работает следующим образом.
После отливки изделия и соответствующей его выдержки происходит раскрытие литьевой машипы и пресс-формы. При этом плита 1 блока, закрепленная на подвижной части литьевой 1машины, наталкивается при своем отходе упорной плитой 6 на упор литьевой машины (на чертежах не показан). Плита 3 выталкивания останавливается вместе с выталкивателями 2 и 11 и контртолкателями 13, а подвижная часть блока продолжает перемещаться. Центральный выталкиватель 12 при этом свободно перемещается в пазу б центральной опоры 7 блока. Происходит съем центрального литника и изделий.
При смыкании подвижной и неподвижной частей литьевой мащины контртолкатели 13 пресс-формы приводят выталкивающую систему пресс-формы и блока в первоначальное положение. При впрыске материала опора 7 упирается в глухое отверстие г, что предохраняет пресс-форму от прогиба.
Далее цикл повторяется.
Введениее в блок центральной опоры исключает прогиб плит пресс-формы, увеличивая ее жи.акость, появляется возможность увеличить диаметр центрального отверстия блока для посадки пресс-формы,
s следовательно, можно разместить большее количество выталкивателей изделий на этой площади и тем самым увеличить гнездность пресс-формы, что повышает производительность, а также позволяет получить крупногабаритные изделия.
Формула изобретения
Универсаль} ь й блок для изготовления 0 полимерных изделий литье.м под давлением, содержащий подвижную и неподвижную плиты, плиту выталкивания и опорную плиту для разме цения на пей плиты пресс-формы с центральным выталкивателем литника и хвостовик, отличающийся тем, что, с целью повышения производительности за счет увеличения гнеездности и обеспечения изготов ления крупногабаритных изделий, он снабжен жестко закрепленной на )1одвижной плите центральной опорой с пазом под цент0 ральнр й выта.лкиватель литника, а хвостовик выполнен в виде упорной плиты с тягами, закрепленными концами в 11лите выта гкивания.
Источники информации, принятые во внимание при экспертизе
1.Демин Е. Н. Справочник по прессфор.мам. Лениздат, 1967, с. 195.
2.Выбор и проектирование технологической оснастки .для изготовления изделий из пластмасс методом прессования и
0 литья код давлением, РТМ, 27-00-458-76. Министерство машиностроения для легкой и пиплевой промьпалершости и бы.товых приборов, ВПО «Союзоргтехавтоматизация, с. 123, рис. 142 (гфототиц).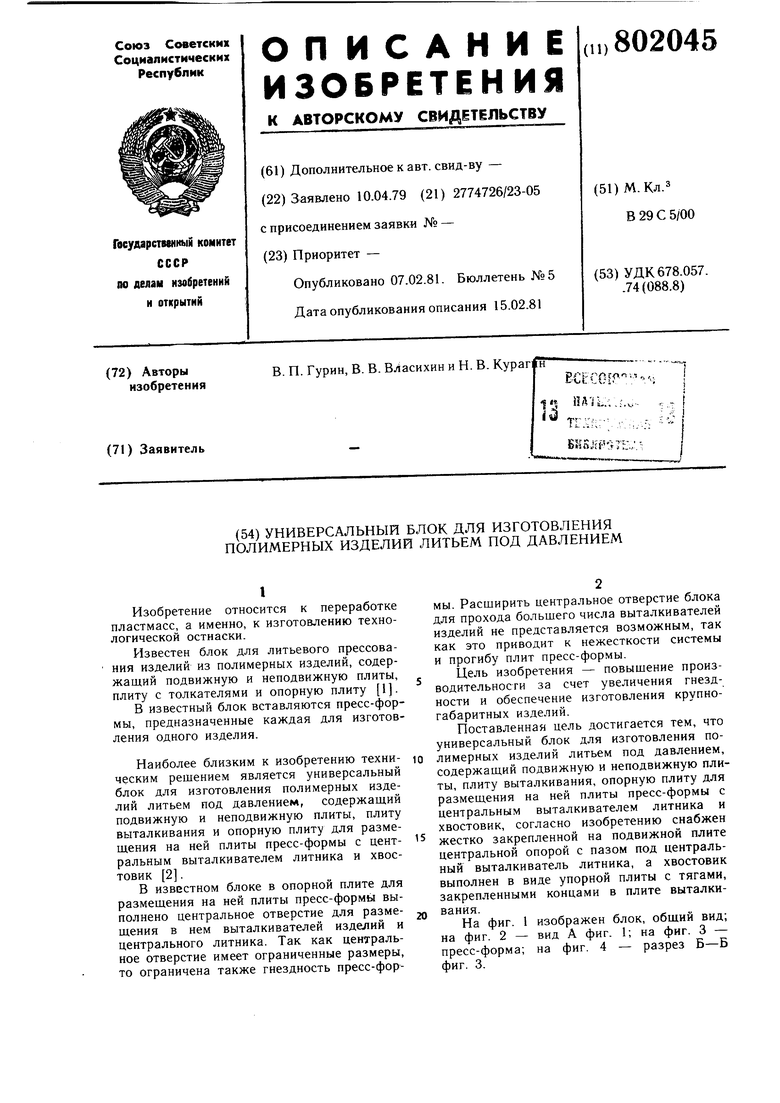
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1359146A1 |
| Устройство для литья изделий из реактопластов | 1982 |
|
SU1024286A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1337277A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1140992A1 |
| Литьевая форма с двухступенчатой системой выталкивания для полимерных изделий | 1980 |
|
SU876463A1 |
| Литьевая прессформа | 1973 |
|
SU685506A1 |
| Многоместная литьевая форма | 1990 |
|
SU1776232A3 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1111861A1 |
| Литьевая форма с двухступенчатой системой выталкивания | 1980 |
|
SU897542A1 |
| Литьевая форма | 1981 |
|
SU958112A1 |