Изобретение относится к области акустических методов и средств неразрушающего контроля и может быть использовано в машиностроениир а также в металлургической и в металлообрабатывающей промьгашенности для контроля структурного состояния, качества термической обработки, твер- достных и прочностных свойств однотипных металлических заготовок и изделий, в частности для контроля твердости или температуры отпуска изделий из конструкционных сталей электромагнитно-акустическим методом,
Цель изобретения - повьшение надежности контроля путем уменьшения влияния вариаций размеров контролируемых изделий на информативный параметр, зависящий от такой структурно-чувствительной величины как фазовая скорость акустической волны, порождающей резонансные колебания изделия ,
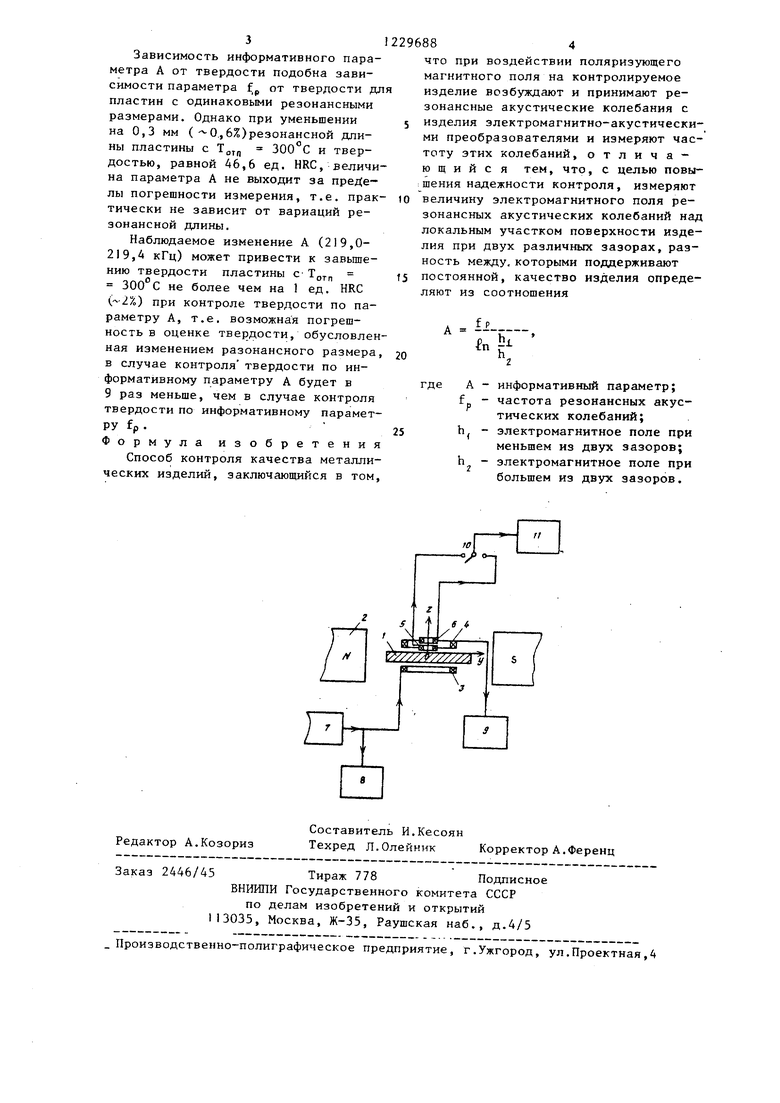
На чертеже представлено устройство для реализации предлагаемого способа.
Контролируемое устройство 1 устанавливают в измерительную позицию между, полюсами электромагнита 2, В измерительной позиции изделие расположено между излучающим 3 и приемным 4 электромагнитно-акустическими (ЭМА) преобразователями.
Кроме того, в измерительной позиции над центральной частью поверхности изделия 1 (со стороны приемного преобразователя 4) расположены катушки 5 и 6 индуктивности, предназначенные для измерения электромагнитного поля резонансных акустических колебаний. Эти катушки жестко зафиксированы одна относительно другой, так что расстояние между их центрами const.
Излучающий преобразователь 3 питается от генератора 7, к выходу которого подключен частотомер 8. Приемный поербразователь 4 подключен к индикатору 9 амплитудно-частотных характеристик. Катушки 5 и 6 индуктивности с помощью переключателя 10 соединены с вольтметром 11.
Способ реализуется следующим об- разом.
При пропускании постоянного тока по обмотке электромагнита 2 в зазоре между его полюсами создается магнитное поляризующее поле Н, ориентированное вдоль оси Y. В излучающий
преобразователь 3 от генератора 7 подают высокочастотный ток и осуществляют тем caNfciM возбуждение ультразвуковой волны в материале изделия 1 .
С помощью приемного преобразователя 4, подключенного к индикатору 9 амплитудно-частотных характеристик, регистрируют акустические колебания. По показаниям индикатора 9 амплитудно-частотных характеристик настраиваются на резонансную частоту акустических колебаний и с помощью частотомера 8, подключенного к выходу генератора 7, измеряют ее значение
fp- С помощью переключателя 10 поочередно подключают катущки 5 и 6 к входу вольтметра 11, с помощью которого измеряют величину ЭДС, пропорциональную величине электромагнитного поля резонансных акустических
колебаний (h, при использовании катушки 5 и h при использовании катущки 6). По измеренным значениям f„ , h, и h вычисляют величину информативног о параметра
А - f,/fo и
которую затем используют для оценки качества контролируемого изделия.
Пример. На пластинах из стали 40Х, подвергнутых закалке и последующему отпуску при 300 - , определяют средние выборочные значения по пяти измерениям и границы суммарной погрешности с двухсторонней доверительной вероятностью 0,9 для информативного параметра
- р - :;
Результаты приведены в таблице.
С
45
500 33,1 450 38,2
400 41,2
350 44,7 300 46,ib
300 46,6
50,2550,25 226,9 + 0,5
50,2550,25 224,0 + 0,5
. 50,2550,25 222,1 0,5
50,2550,25 220,4 0,5
50,2550,25 2)9,0 + 0,5
50,25«9,95 219,4 + 0,6
Зависимость информативного параметра А от твердости подобна зависимости параметра от твердости дл пластин с одинаковыми резонансными размерами. Однако при уменьшении на 0,3 мм (.,6%)резонансной длины пластины с Т
отп
300°С
и твердостью, равной 46,6 ед. HRC, величина параметра А не выходит за преДе- лы погрешности измерения, т.е. практически не зависит от вариаций резонансной длины.
Наблюдаемое изменение А (219,0- 219,4 кГц) может привести к завьше- нию твердости пластины с Tj, 300 С не более чем на 1 ед. HRC () при контроле твердости по параметру А, т.е. возможная погрешность в оценке твердости, обусловленная изменением разонансного размера, в случае контроля твердости по информативному параметру А будет в 9 раз меньше, чем в случае контроля твердости по информативному параметру fp . Формула изобретения
Способ контроля качества металлических изделий, заключающийся в том.
что при воздействии поляризующего магнитного поля на контролируемое изделие возбуждают и принимают резонансные акустические колебания с изделия злектромагнитно-акустически- ми преобразователями и измеряют частоту этих колебаний, отличающийся тем, что, с целью повы- :шения надежности контроля, измеряют величину электромагнитного поля резонансных акустических колебаний над локальным участком поверхности изделия при двух различных зазорах, разность между, которыми поддерживают постоянной, качество изделия определяют из соотношения
f р
20
{„Ь.
где А f
информативный параметр; частота резонансных акустических колебаний;
h. - электромагнитное поле при меньшем из двух зазоров;
h - электромагнитное поле при большем из двух зазоров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приемно-излучающая система для резонансного электромагнитно-акустического контроля | 1987 |
|
SU1490623A1 |
| Устройство для контроля физико-механических свойств ферромагнитных изделий | 1984 |
|
SU1249440A1 |
| Ультразвуковой способ контроля качества металлических дисков | 1983 |
|
SU1100563A1 |
| Способ контроля качества изделий из твердых сплавов | 1988 |
|
SU1534391A1 |
| Устройство для контроля физико-механических свойств ферромагнитных изделий | 1985 |
|
SU1288587A1 |
| Способ неразрушающего контроля магнитных материалов | 1981 |
|
SU1032404A2 |
| Способ бесконтактного ультразвукового контроля | 1988 |
|
SU1647383A1 |
| Устройство для обнаружения зон с неоднородными физическими свойствами в изделиях из металлопроката | 2021 |
|
RU2767939C1 |
| АКУСТИЧЕСКИЙ СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ОБРАЗЦА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2044298C1 |
| Способ контроля механических свойств металлопроката, изготовленного из ферромагнитных металлических сплавов и устройство для его осуществления | 2023 |
|
RU2807964C1 |
Изобретение относится к контрольно-измерительной технике и может использоваться для неразрушающего контроля электромагнитно-акустическим методом в машиностроении, металлургии и металлообрабатывающей промьшшенности. Цель изобретения - по- вьппение надежности контроля путем уменьшения влияния вариаций размеров контролируемых изделий на информа- тивньш параметр. Контролируемое изделие устанавливают в измерительную . позицию и воздействуют магнитным поляризующим полем. Возбуждают и принимают резонансные акустические колебания с изделия злектромагнитно- акустическими преобразователями и измеряют частоту этих колебаний. Измеряют также величину злектромагнит- Hot o поля резонансных акустических колебаний над локальным участком поверхности изделия при двух различных зазорах, причем разность между зазорами поддерживают постоянной. По результатам измерений вычисляют величину информативного параметра. Эта величина зависит от скорости ультразвука в металле контролиру- мого изделия и не зависит от вариаций резонансных размеров. Величину, найденную для контролируемого изделия s сопоставляют с тарировочным графиком, полученным в результате определения на эталонных образцах, и по результатам сравнения судят о качестве контролируемого изделия. I ил. (Л
Редактор А.Козориз
Составитель И.Кесоян
Техред Л.Олейннк Корректор А.Ференц
Заказ 2446/45Тираж 778Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
.Производственно-полиграфическое предприятие, Г.Ужгород, ул.Проектная,4
| Левитан Л.Я | |||
| и др | |||
| Метод определения твердости стали.-Дефектоскопия, 1976, № 4, с | |||
| Способ получения бензидиновых оснований | 1921 |
|
SU116A1 |
| Шарко А.В | |||
| Современное состояние и перспективы развития акустических методов контроля прочностных свойств конструкционных материалов: Обзор.- -Дефектоскопия, 1983, № 5, с | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
| Комаров В.А | |||
| и др | |||
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
| Механический грохот | 1922 |
|
SU41A1 |
