Устройство по п. 1, о т л и - тем, что выходное
щееся основной
емкости
выполнеИзобретение относится к очистке металлических изделий от намагничивающихся частиц и может применяться в технологии производства электровакуумных приборов для очистки слюдя- ных изоляторов,армированных пистонами из магнитного металла.
Цель изобретения - повышение ка-, чества изделий от намагничивающихся
частиц.
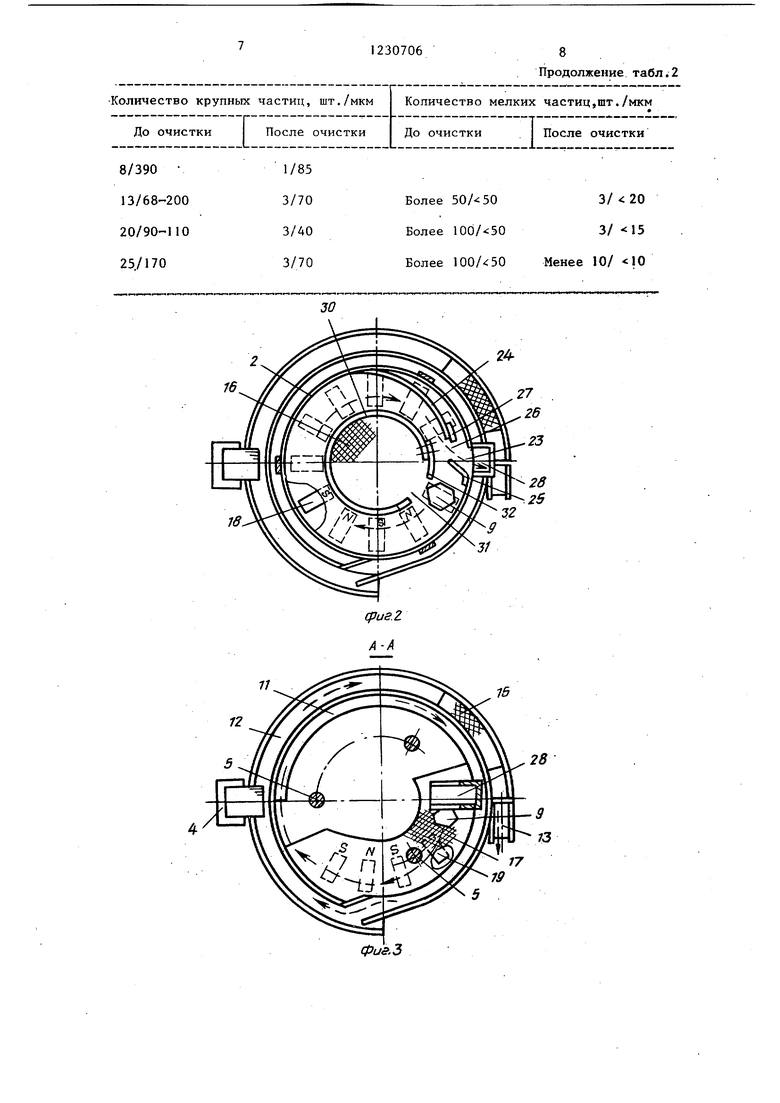
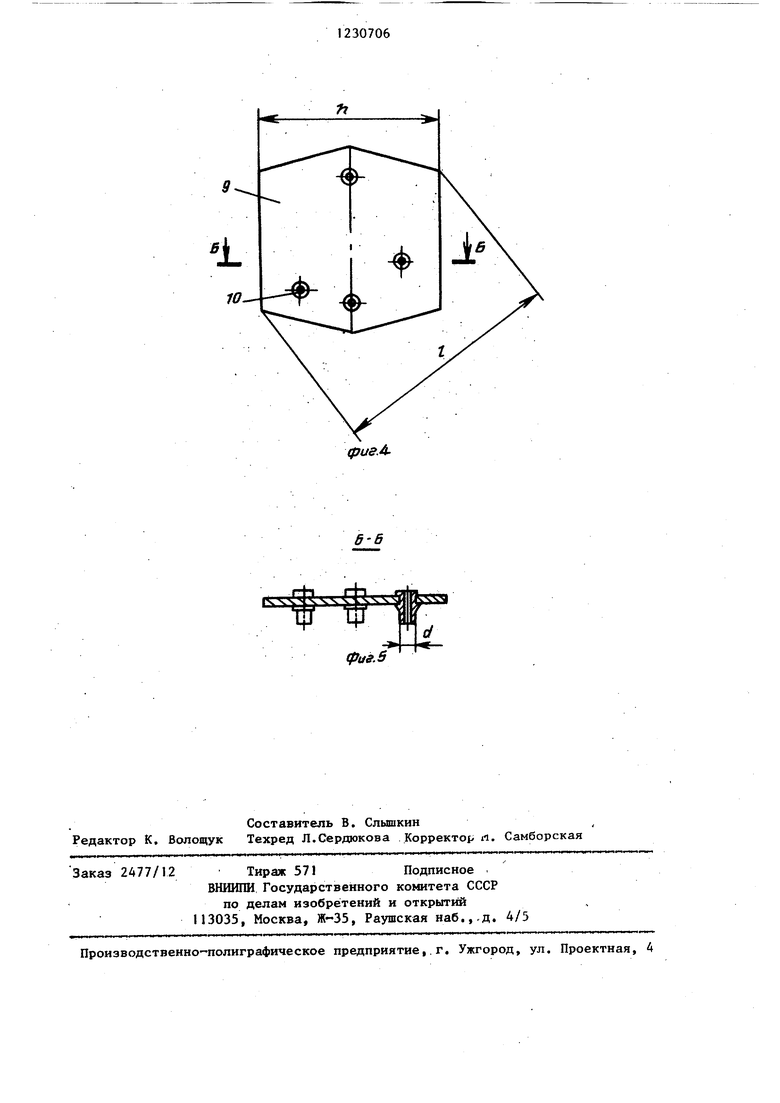
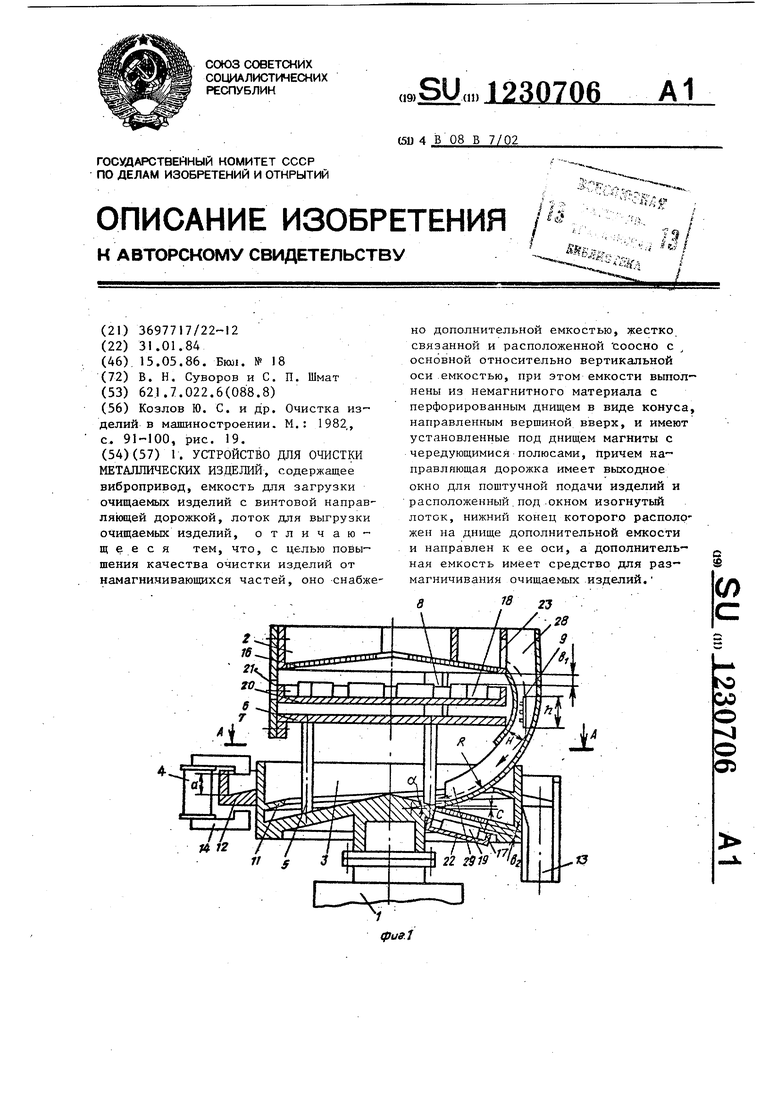
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 обрабатываемая слюдяная пластина, вид сверху; на фиг. 5 -разрез Б-Б на 4мг. 4.
Устройство содержит вибропривод 1, две емкости 2 и 3 и размагничивающее устройство 4. Вибропривод 1 име ет регулировку вертикальных и горИ зонтальных колебаний для подбора на™ иболее эффективного режима очистки и производительности устройства. Емкости смонтированы на виброприводе I, выполнены из немагнитного материала и
жестко скреплены между собой с помощью трех стержней 5, пластины 6 и стоек 7 и 8. Стойка 7 выполнена съемной для быстрой сборки и разборки устройства. Емкости 2 и 3 имеют конусные днища,расположенные вершиной кверху с углом наклона образующей к горизонтали б-Ю для обеспечения надежного непрерывного равномерного упорядоченного движения обрабатываемых деталей 9 без перемешивания и нагромождений. Величина угла подбирается экспериментально. Детали 9 - слюдяные пластины, армированные пистонами 10 из магнитного металла.
Нижняя емкость 3 внутри имеет винтовую направляющую дорожку 11, снаружи - кольцевой желоб 12, на выходе которого установлен лоток 13 для выгрузки обработанных деталей, а на входе - размагничивающее устройство .4. Последнее имеет губки 14, располо
но с возможностью, регулиро - вания его выходного сече - ния,
5
10
20
25
305 0
женные вертикально.и охватывающие желоб 12. Размагничивающее устройство 4 смонтировано с возможностью регули рования зазора а между губками 14 и и днищем желоба 12. Кроме того, магнитный поток между губками 14 регулируется путем изменения силы тока, проходящего через размагничивающее устройство 4. Днище желоба 12 выполнено с сеткой 15.
В днищах емкостей 2 и 3 также закреплены сетки 16 и 17. Сетка 17 может быть выполнена в виде сектора. Сетки 15-17 имеют ячейки размером в свету (0,6-0,75)d, где d - внешний диаметр пистона 10 слюдяной пластины Э. Под сетками 16 и 17 радиально раз- /1ещены постоянные магниты 18 и 19 с чередующимися полюсами S и N. Магниты 18 закреплены на легкосъемном подцоне 20 с возможностью регулирования зазора Ь, между ними и днищем емкости 2. Для этого поддон 20 закреплен с помощью зажимов (не показаны) в пазах 21 стоек 7 и 8 с возможностью перемещения по высоте. Магниты 19 установлены аналогично на поддоне 22 с зазором Зазоры а, Ь/ ,
подбирают из условия обеспече5
Ь
ния максимального магнитного потока без остановки деталей 9 на сетках 15- 17 днищ желоба 12 и емкостей 2 и 3, а также под губками 14 размагничивающего устройства 4.
Перед выходным окном 23 емкости 2 закреплены дуговые направляющие 24 и 25, образующие регулируемое окно 26 с помощью подвижной шторки 27. Окно 23 соединено с изогнутым закрытым лотком 28, выход 29 которого направ- лен к оси устройства и размещен над днищем емкости 3 с зазором с, равным (0,2-0,25)h, где h - меньший габаритный размер обрабатываемой пластины. Зазор с подбирается экспериментально. Увеличение зазора вызывает повторный переворот (переориентацию)
или останов пластины при вькоде из лотка 28, а уменьшение может привести к ударам выходной части 29 лотка о днище емкости 3, что вызывает нарушение режима вибрации.
Изогнутый лоток 28 изнутри имеет ширину Н канала, равную (О,5-0,7)h, выбираемую из условия свободного (без заклинивания и переворота) прохода обрабатываемой детали 9 по лот- ку. Последний на выходе выполнен открытым сверху с радиусом изгиба R не менее (1,6-1,8), где Е - больший габаритный размер обрабатываемой пластины 9, и углом наклона ot к го- ризонтали, равным 5-10 . Радиус изгиба R и угол oL выбирают из условия обеспечения плавного замедленного перемещения детали на выходе из лотка без повторного переворота и за- клинивания - останова. В другом варианте выполнения устройства выход 29 изогнутого лотка может быть размещен над вершиной конусного днища емкости 3 и жестко скреплен с ним.
Внутри верхней емкости 2 закреплена круговая направляющая 30 с регулируемым выходным окном 31 с помощью подвижной шторки 32.
Устройство работает следующим об- разом.
Очищаемые изделия (пластины) загружают в верхнюю емкость 2 и включают вибропривод 1. Под действием вибрации пластины начинают переме- щаться к круговой направляющей 30 ем кости 2 по спиралеобразной кривой, далее через регулируемое окно 31 поступают в канал, образованный круговой направляющей 30 и стенкой ем- кости 2.
При движении пластины в емкости 2 под действием сил вибрации, превьшга- иадих силы чередующегося магнитного поля магнитов 18, перемещаются по всему периметру сетки 16. При этом под действием сил гравитации и чередующегося магнитного поля магнитов 18 отделенные металлические частицы через ячейки сетки 16 удаляются в поддон 20. Пройдя вдоль направляющей 24 и через окна 26 и 23, пластины попадают в изогнутый лоток 28.. При перемещении по лотку 28 детали переворачиваются на 180 и поступают на сетку 17 нижней емкости 3 своей верхней (другой) плоской поверхностью. Положение детали в момент начала движения по сетке 17 показано на фиг. 3. При перемещении деталей на сетке 17 под действием вибрации происходит отделение частиц с другой плоской поверхности слюды и удаление их через ячейки сетки 17 под действием сил гравитации и чередующегося магнитного поля магнитов 19 в поддон 22. Далее детали по винтовой направляющей дорожке 11 поступают в желоб 12, проходя на входе его между губками 14 размагничивающего устройства 4. Под действием переменного электромагнитного поля размагничивакицего устройства 4 происходит размагничивание пистонов 10 слюдяных пластин и налипших повторно в процессе переме- щения металлических частиц. Оставшиеся частицы легко отделяются под действием сил вибрации и при дальнейшем движении деталей по сетке 15 желоба 12 удаляются под действием сил гравитации через ячейки сетки 15. Далее очищенные с двух плоских поверхностей детали поступают по лотку 13 для выгрузки в тару..
Пример. Очистка слюдяных изоляторов.
Партии слюдяных изоляторов ламп типа 6Ж52П и 6Ф12П - СТЗ.530.045 и СТЗ.530.019, армированных пистонами из магнитного металла (никеля), в количестве 500 шт. загружают в верхнюю чашу 2 устройства.
В качестве вибропривода 1 взят вибропривод универсальный ВПУ-250А. Ручками настройки устанавливают амплитуду колебаний 0,65 мм по вертикали и 2,5 мм по горизонтали, которую проверяют с помощью индуктивного датчика типа ДБ-1. С помощью звукового генератора типа ГЗ-33 определяют частоту собственных колебаний емкостей 2 и 3 и вибропривода 1, .которая со- ставляет 59 Гц по вертикали и 50 Гц по горизонтали.
При частоте колебаний свьш1е 65 Гц по вертикали и 50 Гц по горизонтали и амплитуде свьш1е 0,7 мм по вертикали и 3 мм по горизонтали пластины перемещаются с большой скоростью, при этом легкие детали вылетают из емкостей, нагромождаются перед их выходными окнами, а отделенные частицы перемещаются по днищам емкостей, не успевая удаляться под действием гравитационных сил и магнитного поля через ячейки сеток. Качество очистки
51230706Ь
снижается, не исключаются повреждения типа 6Ж52П и 6Ж12П сведены в табл. 1
слюдяных пластин.
При частоте колебаний менее 56 Гц по вертикали и 49 Гц по горизонтали и амплитуде менее 0,5 мм по вертикали и 2 мм по горизонтали скорость пластин недостаточна для перемещения их по днищам емкостей, при этом резко уменьшается количество отделенных частиц. Качество очистки снижается, а за счет затормаживания возникают нагромождения- пластин, застревание в выходных окнах емкостей, в изогнутом лотке, что влечет механические повреждения .
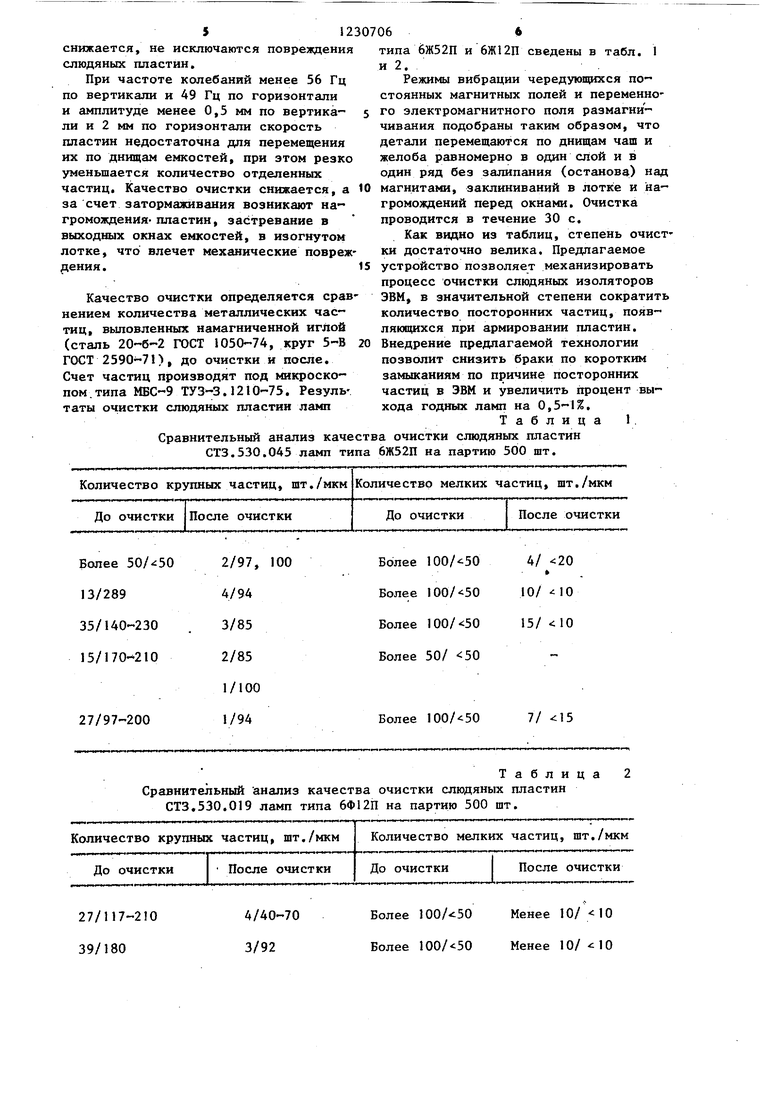
Качество очистки определяется сравнением количества металлических частиц, выловленных намагниченной иглой (сталь 20-6-2 ГОСТ 1050-74, круг 5-В ГОСТ 2590-71), до очистки и после. Счет частиц производят под микроскопом типа МБС-9 ТУЗ-3.1210-75. Результаты очистки слюдяных пластин ламп
и 2.
Режимы вибрации чередующихся постоянных магнитных полей и переменно- 5 го электромагнитного поля размагничивания подобраны таким образом, что детали перемещаются по днищам чаш и желоба равномерно в один слой и в один ряд без налипания (останова) над
10 магнитами, заклиниваний в лотке и нагромождений перед окнами. Очистка проводится в течение 30 с.
Как видно из таблиц, степень очист ки достаточно велика. Предлагаемое
15 устройство позволяет механизировать процесс очистки слюдяных изоляторов ЭВМ, в значительной степени сократит количество посторонних частиц, появ- ЛЯЮ1ЦИХСЯ при армировании пластин.
20 Внедрение предлагаемой технологии позволит снизить браки по коротким замыканиям по причине посторонних частиц в ЭВМ и увеличить процент выхода годных ламп на 0,5-1%.
Таблица 1
Сравнительный анализ качества очистки слюдяных пластин СТЗ.530.045 ламп типа 6Ж52П на партию 500 шт.
Таблица
Сравнительный анализ качества очистки слюдяных пластин СТЗ.530.019 ламп типа 6Ф12П на партию 500 шт.
27/117-210 39/180
4/40-70 3/92
и 2.
Режимы вибрации чередующихся постоянных магнитных полей и переменно- го электромагнитного поля размагничивания подобраны таким образом, что детали перемещаются по днищам чаш и желоба равномерно в один слой и в один ряд без налипания (останова) над
магнитами, заклиниваний в лотке и нагромождений перед окнами. Очистка проводится в течение 30 с.
Как видно из таблиц, степень очист ки достаточно велика. Предлагаемое
устройство позволяет механизировать процесс очистки слюдяных изоляторов ЭВМ, в значительной степени сократить количество посторонних частиц, появ- ЛЯЮ1ЦИХСЯ при армировании пластин.
Внедрение предлагаемой технологии позволит снизить браки по коротким замыканиям по причине посторонних частиц в ЭВМ и увеличить процент выхода годных ламп на 0,5-1%.
Более Более
Менее 10/ 10 Менее 10/ -с 10
16
г4
19
(
(ptts.S
дуиеЛ
d
| название | год | авторы | номер документа |
|---|---|---|---|
| Электромагнитный сепаратор | 1976 |
|
SU825154A1 |
| Устройство для ориентации корпусов цоколей для электрических ламп | 1987 |
|
SU1494072A1 |
| Вибрационное загрузочное устройство | 1989 |
|
SU1722985A1 |
| УСТРОЙСТВО ДЛЯ ОБОГАЩЕНИЯ ТОНКОИЗМЕЛЬЧЕННЫХ СИЛЬНОМАГНИТНЫХ РУД | 1991 |
|
RU2048921C1 |
| Устройство для отбора проб бурового шлама и подготовки их к анализу | 1988 |
|
SU1561012A1 |
| ШЛЮЗ ДЛЯ ОБОГАЩЕНИЯ МЕТАЛЛОНОСНЫХ ПЕСКОВ | 2000 |
|
RU2205071C2 |
| УСТАНОВКА ДЛЯ СУШКИ РАСТВОРОВ, СУСПЕНЗИЙ И ПАСТООБРАЗНЫХ МАТЕРИАЛОВ | 2017 |
|
RU2656507C1 |
| Устройство для нанесения гальванических покрытий | 1978 |
|
SU767240A1 |
| УСТАНОВКА ДЛЯ СУШКИ РАСТВОРОВ, СУСПЕНЗИЙ И ПАСТООБРАЗНЫХ МАТЕРИАЛОВ | 2017 |
|
RU2653870C1 |
| Вибросито | 1987 |
|
SU1461525A1 |
| Козлов Ю | |||
| С | |||
| и др | |||
| Очистка из делий в малшностроении | |||
| М | |||
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
| Огнетушитель | 0 |
|
SU91A1 |
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
