t 1
Изобретение относится к обработке металлов резанием, в частности к режущим инструментам.
Цель изобретения - повьшение надежности конструкции узла крепления режущей пластины механическим соединением частей биметаллического штифта, что позволяет также обеспечить регулирование усилия зажима режущей пластины путем создания разных по ве личине напряжений в биметаллическом штифте.
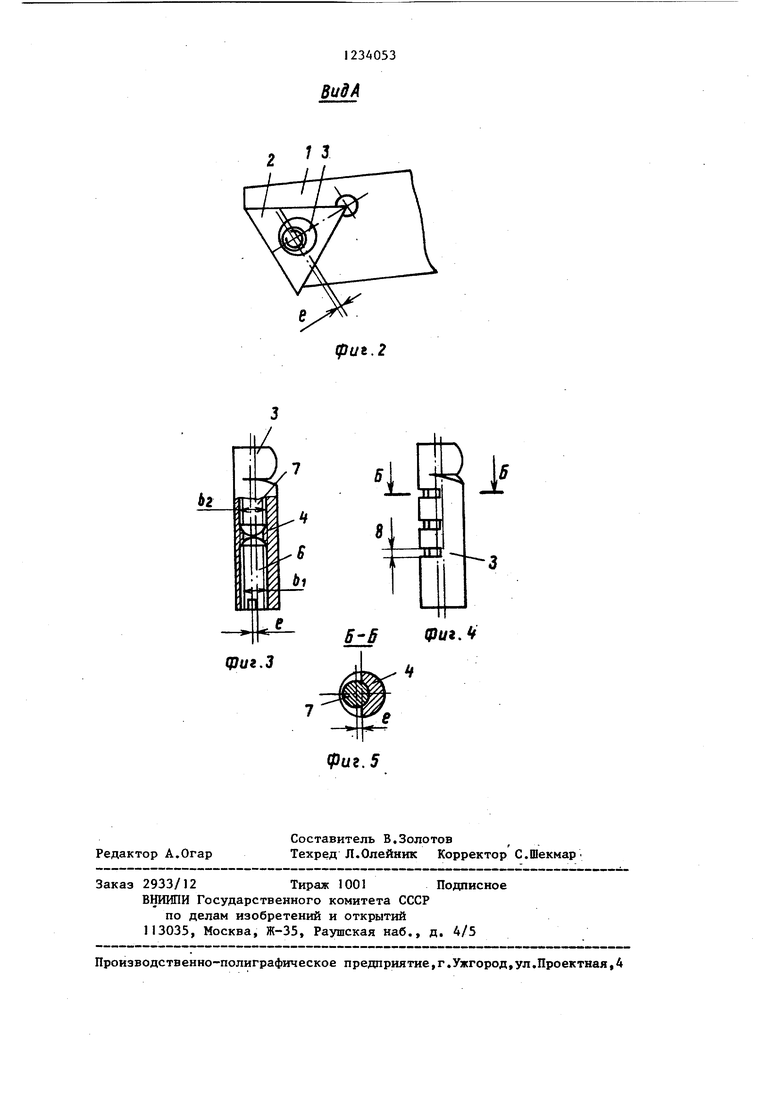
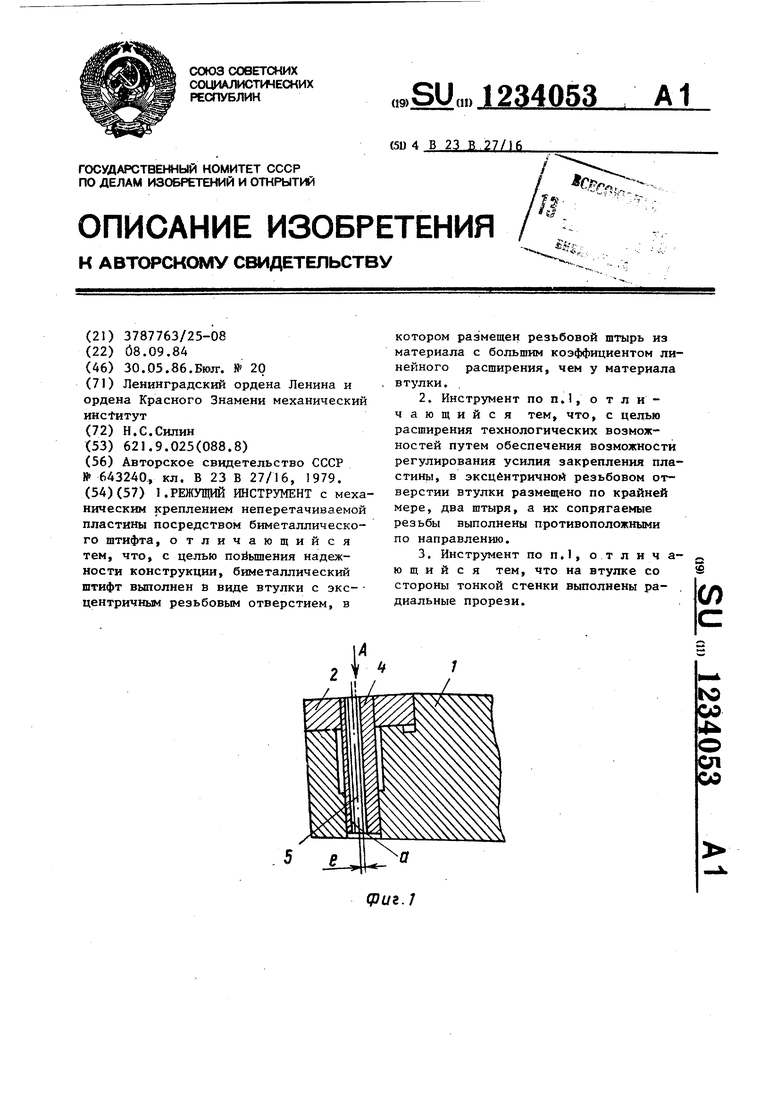
На фиг.1 показан режущий инструмент; на фиг.2 - вид по стрелке А на фиг.1I на фиг.3 - штифт с двумя резьбовыми штырями, общий вид; на фиг.4 - штифт с радиальными прорезями; на фиг.5 - разрез Б-Б на фиг.4.
инструмент состоит из державки 1, режущей пластины 2 и биметаллического штифта 3, состоящего из втулки 4 и резьбового штыря 5.
Во втулке 4 с эксцентриситетом е относительно оси выполнено отверстие а с резьбой. В отверстии а размещен резьбовой штырь 5, выполненный из материала с большим коэффициентом линейного расширения, чем у материала втулки 4. Диаметр резьбового штыря 5 и эксцентриситет е выбираются из условия, при котором минимальная толщина стенки втулки 4 равна 0,3- 0,6 мм, а противоположная стенка в 1,2-1,5 раза толще.;
Для регулировки усилия закрепления пластины в отверстии а втулки 4 могут быть размещены два штыря 6 и 7 а их сопрягаемые резьбовые участки выполнены с различными по направлению резьбами (левой Ь,и правой Ь), что обеспечивает надежную фиксацию штырей 6 и 7 и предохраняет кх от самораскрепления. Для снижения жесткости втулки 4 на ней могут быть выполнены радиальные прорези 8, расположенные со стороны стенки меньшей толщины и вскрывающие половину окружности.
Закрепление режущей пластины 2 в державке 1 осуществляют следующим об разом.
Штифт 3 охлаждают посредством жид кого азота или других охладителей. В результате охлаждения резьбовой штырь 5, скрепленный посредством резьбы с втулкой 4, испытывает напря
34053J
женил сжатия, а во втулке 4 возникают напряжения растяжения со стороны утолщенной стенки. При этом напряжения сжатия - растяжения, возникающие
5 в резьбовом штыре 5 и втулке 4, обусловливают некоторый изгиб штифта 3 относительно оси, что позволяет свободно установить его в центральное отверстие неперетачиваемой пластины 2 и в соответствующее отверстие державки 1. После установки пластины 2 и штифта 3 под действием температуры окружающей среды и технологической системы СПИД происходит некоторый на 5 грев штифта 3 (до 15-20°С, т.е. до средней температуры воздуха цеха).
В результате этого резьбовой штырь 5, выполненный из материала с большим коэффициентом линейного расши20 рения, чем у материала втулки 4, удлиняется и прогибает щтифт 3 в противоположную сторону. Этот прогиб обеспечивает поджим пластины 2 к опорным поверхностям державки 1. В про цессе обработки заготовки повьшгение температуры в зоне резания также влияет на прогиб этого штифта и тем самым увеличивает усилие поджима пластины к опорным поверхностям в соот30 ветствии с усилиями проведения процесса резания.
Предварительный прогиб перед установкой штифта 3 в центральное отверстие пластины 2 мржно .регулировать
35 путем создания напряжений в штифте с помощью двух штырей 6 и 7, имеющих разные направления резьб Ь и b . Для этого необходимо свинтить резьбовые штыри 6 и 7 с некоторым усили40 ем.
После нагрева узла крепления пластины 2-за счет предварительных напряжений, созданных предварительным усилием, происходит меньший прогиб в
45 сторону опорных поверхностей державки 1 . Таким образом создается возможность регулирования усилия закрепления пластины 2 в державке 1. Для уменьшения влияния напряжений стенки,
50 образованной отверстием а с резьбой со стороны направления эксцентриситета е , на втулке 4 могут быть выполнены радиальные прорези 8, что одновременно повышает усилие.зажима
55 штифтом 3 пластины 2 и уменьшает применение ручного усилия для настройки штифта 3.
ВидА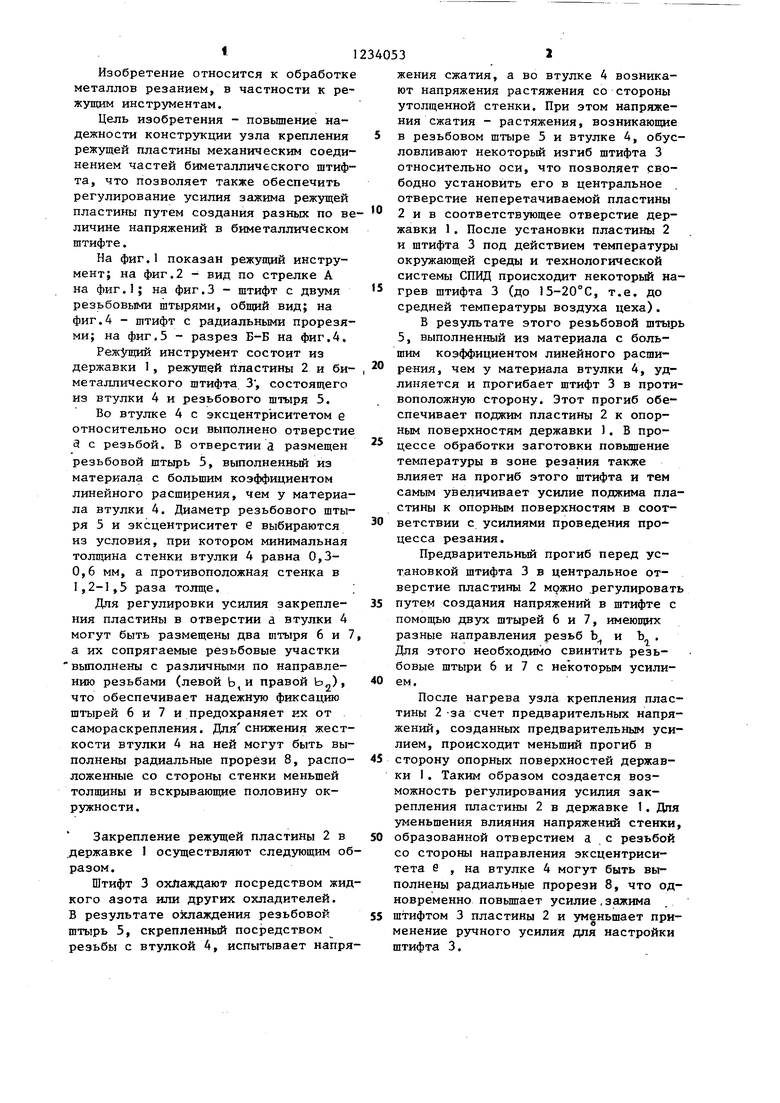
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2247007C2 |
| ТОРЦЕВАЯ ФРЕЗА | 1992 |
|
RU2014175C1 |
| Сборный канавочный резец | 1990 |
|
SU1780932A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 1992 |
|
RU2011483C1 |
| ЗАЖИМНОЕ УСТРОЙСТВО ДЛЯ РЕЖУЩИХ ПЛАСТИН, ИЗГИБАЮЩИЙ ИНСТРУМЕНТ К НЕМУ, СПОСОБ ЗАКРЕПЛЕНИЯ РЕЖУЩЕЙ ПЛАСТИНЫ В ДЕРЖАВКЕ И ДЕРЖАВКА | 1996 |
|
RU2169057C2 |
| Инструмент для виброобработки глубоких отверстий (его варианты) | 1985 |
|
SU1253745A1 |
| ВРАЩАЮЩИЙСЯ УЗЕЛ ДЛЯ МЕТАЛЛООБРАБОТКИ (ВАРИАНТЫ) | 2008 |
|
RU2457080C2 |
| Режущий инструмент | 1986 |
|
SU1364399A1 |
| ЗЕНКЕР | 1998 |
|
RU2130362C1 |
| Фрезерный рабочий орган к станку | 1984 |
|
SU1299486A3 |
(put.2
(JJuz,3
фиг. 5
Редактор А.Огар
Составитель В,Зелотов
Техред Л.Олейник Корректор С.Шекмар
Заказ 2933/12Тираж 1001 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная,4
| Режущий инструмент | 1977 |
|
SU643240A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
