L
Z
оо ot
4
САЭ ;О
)
113643992
Изобретение относится к обработке При установке режущей пластины 3 материалов резанием,в частности к на корпус 1 упругие лепестки разрез- области обработки Металлов.ной втулки 5 благодаря своей упругосЦелью изобретения является повы- ти сжимаются к центру и позволяют под шение надежности крепления режущей действием некоторого ручного усилия пластины посредством компенсации не- свободно расположиться режущей плас- точностей ее изготовления.тине 3 в гнезде А корпуса 1 на поНа фиг. 1 показан режущий инстру- верхности 1 опорной пластины 2, При мент, сечение на фиг. 2 - сечение Q размещении режущей пластины 3 в гнез- А-А на фиг. 1,де происходит разжатие упругих лепест ков в исходное положение. Затем для
Режущий инструмент содержит приз- закрепления установленной режущей матической формы корпус 1, опорную пластины 3 ввинчивают крепежный винт пластину 2, режущую пластину 3, ус- 15 которьй своей конической поверх- танавливаемую вместе с опорной плас- ностью б воздействует на упругие ле- тиной 2 в гнезде 4 корпуса 1, а так- пестки разрезной втулки 5. При этом же втулку 5 разрезную, крепежный винт буртик е начинает контактировать с 6 с конической головкой и коничес- фаской п режущей пластины 3, и при кую втулку 7. Режущая пластина 3 на 20 дальнейшем ввинчивании крепежного корпусе 1 устанавливается в гнезде винта 6 разрезная пластина одновре- 4, образованным опорными поверхнос- менно начинает перемещаться к опор- тями а и г , которые взаимно перпен- ной поверхности О- корпуса 1 и поджи- дикулярны. При этом режущая пластина маться к поверхности 3 опорной плас- 3 размещена на поверхности 2 опорной 25 тины. Затем происходит окончатель- пластины 2. В центральном отверстии ное закрепление режущей пластины 3
5режущей пластины 3 и отверстии опор- в корпусе 1. При окончательном цик- ной пластины 2 размещена втулка 5, ле закрепления за счет сил трения, имеющая прорези в осевой плоскости возникающих на поверхностях сопряже- для образования упругих лепестков. В 30 ния конической головки винта 6 с ле- верхней части этих упругий лепестков пестками втулки 5, происходит неко- разрезной втулки 5 выполнен буртик е.. торый поворот самой разрезной втулки При этом относительное выступление 5, при этом благодаря выполненному буртика над цилиндрической частью втул- эксцентриситету га резьбового участка ки- 5 определяется упругостью ее ле- 35 втулки 5 относительно буртика е пестков, так что при раскрепленном возникает дополнительное усилие под- - винте 6 лепестки втулки позволяют ус- жима режущей пластины 3 к опорным танавливать режущую пластину 3. Обра- поверхностям сг. и 2 . В процессе уста- зованный таким образом буртик е раз- новки и закрепления режущей пласти- резной втулки имеет возможность кон- 40 ны втулка 7 с конической поверхностью тактирования своей поверхностью с фас- неподвижно размещена в коническом
кой U., выполненной на режущей пласти-отверстии корпуса 1. Раскрепление
не 3. В центральной части втулки 5пластины 3 производят в обратном повыполнена резьба для крепежного винта рядКе, указанном выше, при отвинчива6с конической головкой , а в нижней 45 крепежного винта 6.
части разрезная втулка 5 резьбовымВ случае невозможности закрепления
участком п связана с конической втул-режущей пластины 3 из-за неблагоприкой 7, установленной в соответствую-ятного выполнения допусков на размещем коническом отверстии корпуса 1.ры .партии пластин или державки повоУгол конуса втулки 7 выбирается в со-50 ротом втулки 7 в отверстии корпуса 1
ответствии с конструктивными разме-компенсируют неблагоприятную для зарами призматического корпуса 1 и близ-крепления пластины величину действиким к углу самоторможения. Коничес-тельных размеров пластины и державки.
кая поверхность втулки 7 относитель-
но ее резьбового отверстия выполнена55 Р У- ° изобретения
с эксцентриситетом m (фиг. 2). С рав-Режущий инструмент, содержащий корным эксцентриситетом выполнен и резь-пус, в гнезде которого на опорной
бовой участок п разрезной втулки 5пластине расположена режущая пластиотносительно оси буртика е.на, закрепляемая с помощью разрезной
втулки, установленной в отверстиях опорной и режущей пластин .и корпуса, и крепежного винта с конической головкой, размещенного в разрезной втулке, отличающий ся тем, что с целью повышения надежности крепления режущей пластины, режущий инструмент снабжен конической втулкой с резьбовым отверстием, выполненным эксцентрично оси конической втулки.
для взаимодействия с резьбовым участком, выполненным на разрезной втулке, причем на последней эксцентрично выполнен буртик для взаимодействия с фаской, выполненной в отверстии режзтцей пластины, а эксцентриситет оси буртика относительно оси разрезной втулки выполнен равным эксцентриситету между осями конической и разрезной втулок.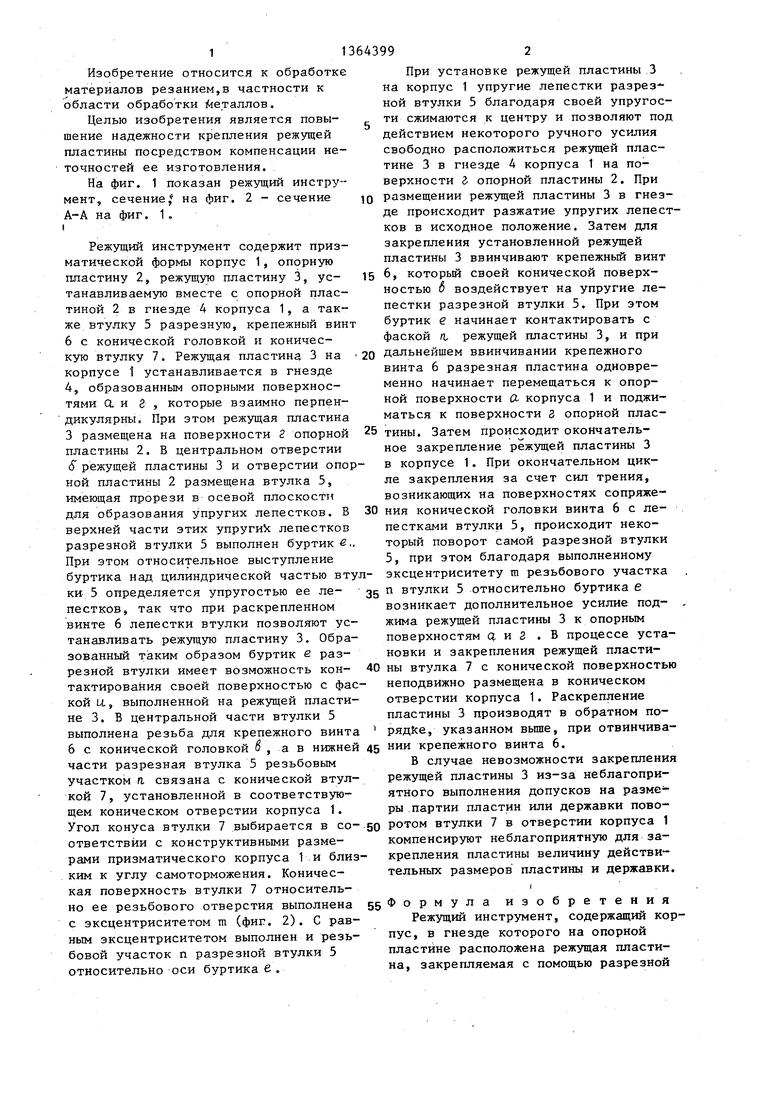
| название | год | авторы | номер документа |
|---|---|---|---|
| Режущий инструмент | 1991 |
|
SU1757778A1 |
| Сборный канавочный резец | 1990 |
|
SU1780932A1 |
| Сборный режущий инструмент | 1990 |
|
SU1750858A1 |
| Режущий инструмент | 1978 |
|
SU709261A1 |
| Режущий инструмет | 1986 |
|
SU1349884A1 |
| Сборный режущий инструмент | 1983 |
|
SU1085686A1 |
| СБОРНЫЙ РЕЗЕЦ | 1993 |
|
RU2049599C1 |
| ДИСКОВАЯ ФРЕЗА ДЛЯ ОБРАБОТКИ УЗКИХ ПАЗОВ | 2006 |
|
RU2317878C1 |
| Расточная головка | 1982 |
|
SU1065094A1 |
| Режущий инструмент | 1990 |
|
SU1750853A1 |
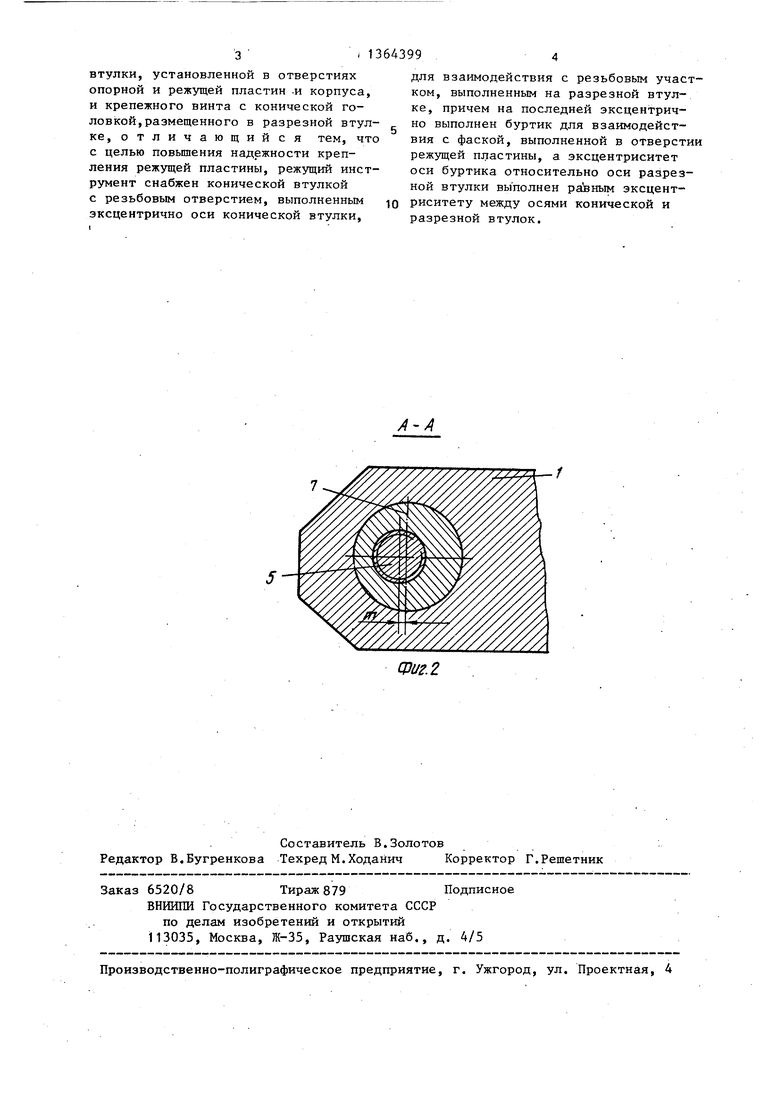
Изобретение относится к области обработки материалов резанием, в частности к области обработки металлов. Целью изобретения является повышение надежности крепления режущей пластины в гнезде корпуса инструмента посредством компенсации неточностей изготовления режущей пластины. В гнезде 4 корпуса 1 режущего инструмента устанавливаются опорная 2 и режущая 3 пластины. В отверстиях режущей 3 и опорной 2 пластин располагается разрезная втулка 5 с крепежным винтом 6, В корпусе 1 установлена коническая втулка 7 с резьбовым отверстием для взаимодействия с резьбовым участком п втулки 5. Ось втулки 7 расположена с эксцентриситетом m относительно оси втулки 5, на которой выполнен буртик е для взаимодействия с фаской и, выполненной на режущей пластине 3. Ось буртика расположена относительно оси втулки 5 с эксцентриситетом, равным эксцентриситету между осями втулок 5 и 7. При закреплении режущей пластины 3 коническая поверхность в головки винта 6 воздействует на лепестки втулки 5 и поджимает режущую пластину 3 к опорным поверхностям а и г. Компенсация неточностей изготовления режущей пластины 3 производится поворотом втулки 7. 2 ил. (Л
Фиг. 2
| Режущий инструмент | 1978 |
|
SU709261A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
