1 .1
. Изобретение относится к сварке с нагревом путем трения и может быть использовано для заглушивания отверстий, например технологических, в различных деталях машин, широко используемых в машиностроении и других отраслях народного хозяйства.
Цель изобретения - расширение технологических возможностей, повьш ение производительности и качества заварки.
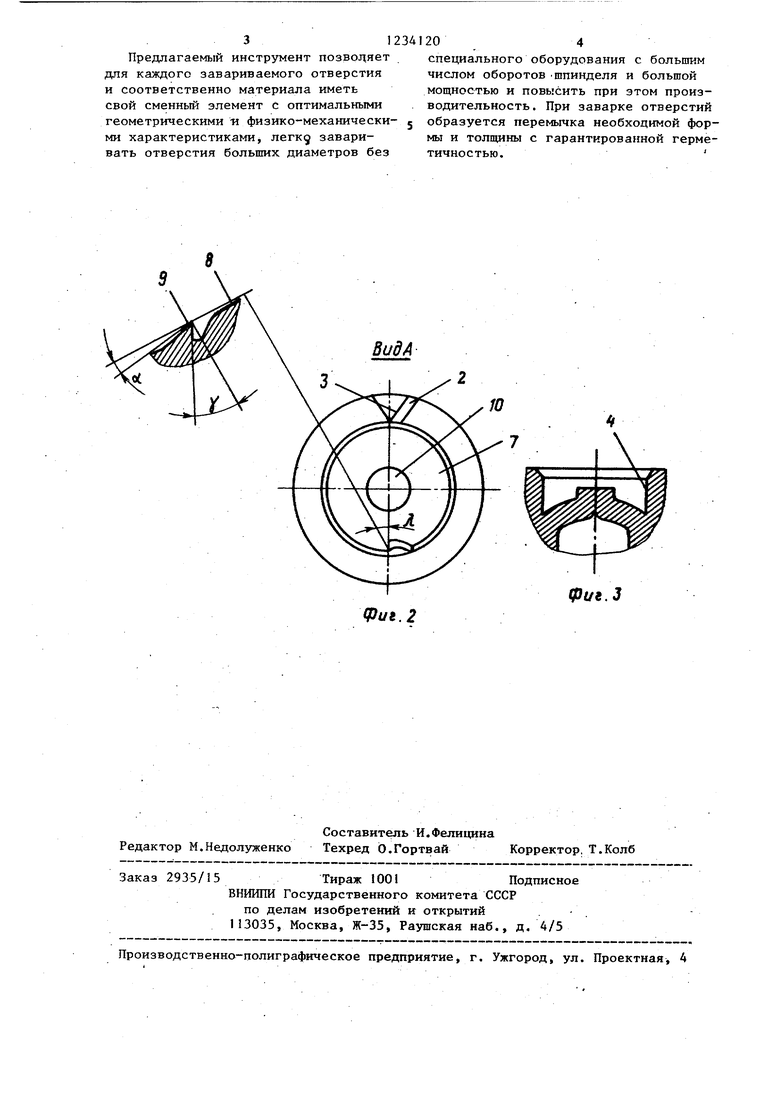
На фиг.1 изображен инструмент, общий вид с частичным разрезом; на фиг.2 - вид А на фиг.1; на фиг.3 - заваренное отверстие.
Инстрзп ент для заварки отверстий трением состоит из державки 1, на теле которой вьшолнено не менее одного режущего элемента 2 с режущей кромкой 3 для снятия грата, образовавшегося вокруг углубления 4 после заварки.
В отверстии державки 1 установлен и закреплен штифтами 5 сменный эле- мент 6 с формирующим сферическим или коническим углублением 7 на его рабочем торце 8, который снабжен не менее чем одним режущим зубом 9 с передним углом у О - 1 о, задним углом oi О - 5° и углом наклона стружечной канавки ; 20 - 60 .
В центре углубления 7 сменного элемента 6 вьтолнена цилиндрическая выточка 10 глубиной 1 - 4 мм и диаметром, составляюпщм 0,2 - 0,5 диаметра рабочего торца 8.
Наружная часть сменного элемента 6 выполнена в форме конуса, сужающегося от торца 8 в сторону державки 1. Такая форма сменного элемента 6 и наличие на нем режущего зуба 9 со стружечной канавкой с заданным углом наклона позволяют отводить стружку к центру цилиндрической выточки 10 сменного элемента 6 и тем самым предотвращать затирание стружки между наружным диаметром рабочей части сменного элемента 6 и стенкой завариваемого отверстия. Цилиндрическая выточка 10 обеспечивает плотность и равномерное формирование перемычки из концентрируемого в ней пластичного материала детали.
Инструмент работает следующим образом.
При одновременном вращении и поступательном перемещении соосно установленного с завариваемым отверсти34120
ем инструмента его режущий зуб врезается в материал детали, который за счет возникновения тепла от трения с формирующей поверхностью 7 сменного 5 элемента 6 постоянно доводится до пластичного состояния, и, отделяясь от стенки отверстия, начинает перемещаться по вращающейся поверхности
7к центру выточки 10 и, упираясь в 10 ее торец, уплотняться до однородного
состояния и формировать перемычку необходимой толщины и формы без наличия в ней рыхлостей и волосовин. Одновременно с заваркой отверстия сни15 мается и грат, образовавшийся вокруг углубления после заварки.
Инструментом производилась заварка отверстий в медных заготовках. На- ружньй диаметр инструмента 40 мм,
20 диаметр завариваемого отверстия 34 мм. Геометрия режущего зуба на торце
8сменного элемента 6: передний угол Y 8 , задний угол oi О , угол наклона стружечной канавки 35 .
25 Глубина выточки 1 - 2 мм, диаметр 10 .мм.
Заварка производилась на токарном станке модели 1К62 при-1000 об/мин вращения шпинделя. При перемещении в
30 осевом направлении инструмента на 17 мМ заварка осуществлялась за 90 с. Образовывалась перемычка толщиной 5 мм. Заваренное отверстие проверялось . под давлением керосина 50 атм
J5 в течение,6 ч. Нарушения герметичности не. обнаружено.
Изменение переднего угла принято в пределах 2 как оптимальное. Этот угол меняется в зависимости от
обрабатываемого материала, чем больше коэффициент теплопроводности обрабатываемого материала и меньше его твердость, тем угол больще. Так, при заваривании отверстий .в деталях из
меди угол у 6 - 10° , в деталях из стали у 2 - 5°, в деталях из латуни у 5 - 8° .
Значение угла наклона стружечной канавки принимается 20 . При
заваривании отверстий в медных деталях оптимальным является угол -д 20 - 35 , обеспечивающий отвод стружки к цейтру выточки 10 сменного элемента 6. При меньших значениях угла f( про55 исходит забивание стружечной канавки и затирание ее между, поверхностью отверстия и наружным диаметрбм сменного элемента 6.
312341
Предлагаемый инструмент позводяет для каждого завариваемого отверстия и соответственно материала иметь свой сменный элемент с оптимальными геометрическими « физико-механически- ми характеристиками, легк заваривать отверстия больших диаметров без
204
специального оборудования с большим числом оборотов Шпинделя и большой мощностью и повысить при этом производительность . При заварке отверстий образуется перемычка необходимой формы и толщины с гарантированной герметичностью. 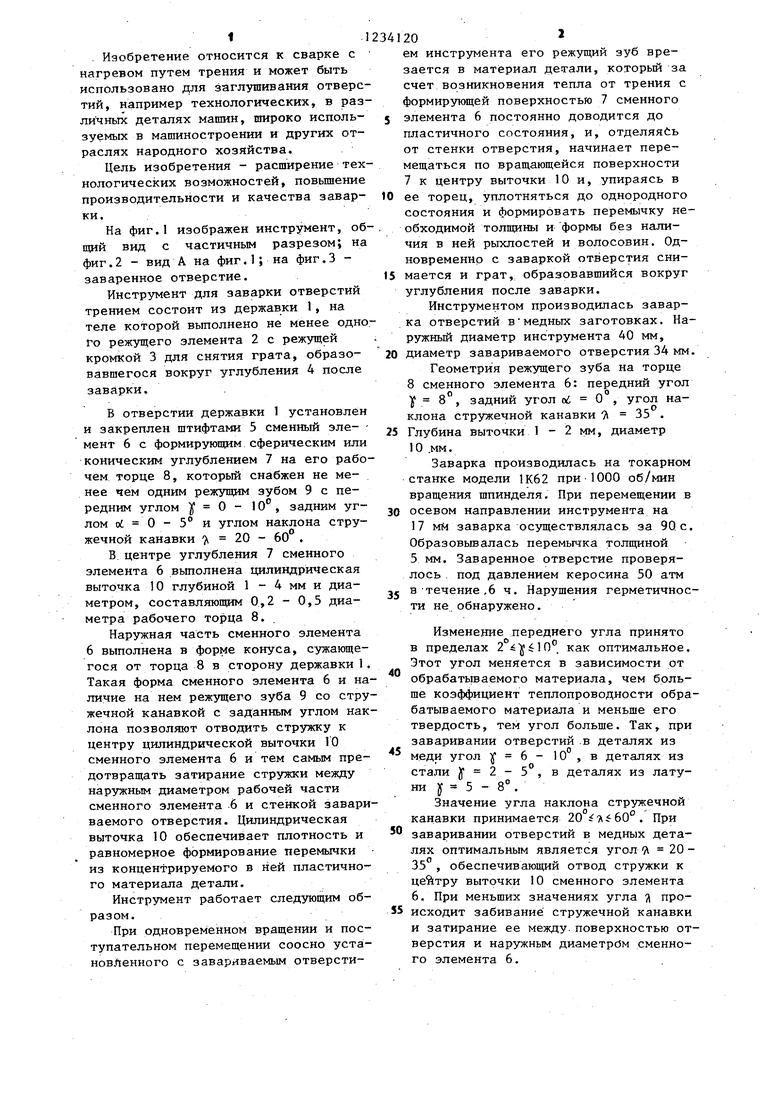

Фи9,3
Редактор М.Недолуженко
Составитель И.Фелицина
Техред Ь.Гортвай Корректор, Т.Колб
Заказ 2935/15Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий . - . 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
(Pui.2
| Способ заварки отверстия в детали | 1977 |
|
SU745620A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Инструмент для заварки отверстий трением | 1980 |
|
SU984771A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
