(54) ИНСТРУМЕНТ ДЛЯ ЗАВАРКИ ОТВЕРСТИЙ
1 .
Изобретение относится к машиностроению, в частности к сварке трением с использованием трения при вращении инструмента для заглушивания отверстий, например в деталях топливной аппаратуры двигателей внутреннего сгорания.
Известен инструмент для заварки отверстий трением, выполненный в виде стержня с формирующим сферическим или коническим углублением 1.
При использовании известного инструмента над торцовой поверхностью детали, сопряженной с углублением, .образованным в процессе заварки, выступает грат, который ухудщает эстетический вид изделия и прилегаемость деталей к торцовой поверхности.
В известном способе грат снимают режущим инструментом: зенковкой, сверлом, напильником, что определяет отдельную операцию слесарной обработки.
Цель изобретения - повышение производительности и качества заварки отверстий путем одновременной сварки и снятия грата, образовавшегося вок-руг углубления после заварки.. ТРЕНИЕМ
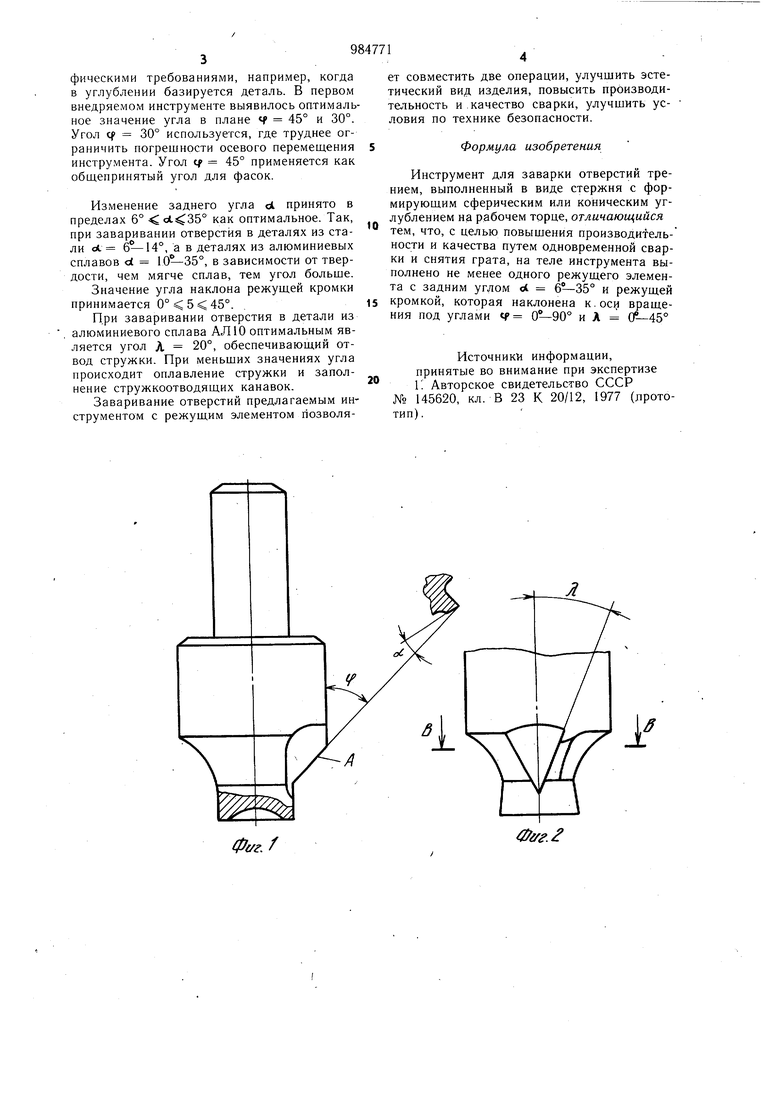
Поставленная цель достигается гем, что на теле инструмента для заварки отверстий, выполненного в виде стержня с формирующим сферическим или коническим углублением на рабочем торце, выполнено не менее одного режущего элемента с задним углом d 6° ± 35° и режущей кромкой,которая наклонена к оси вращения инструмента под углами Г 0-90° и Л .0°-45.
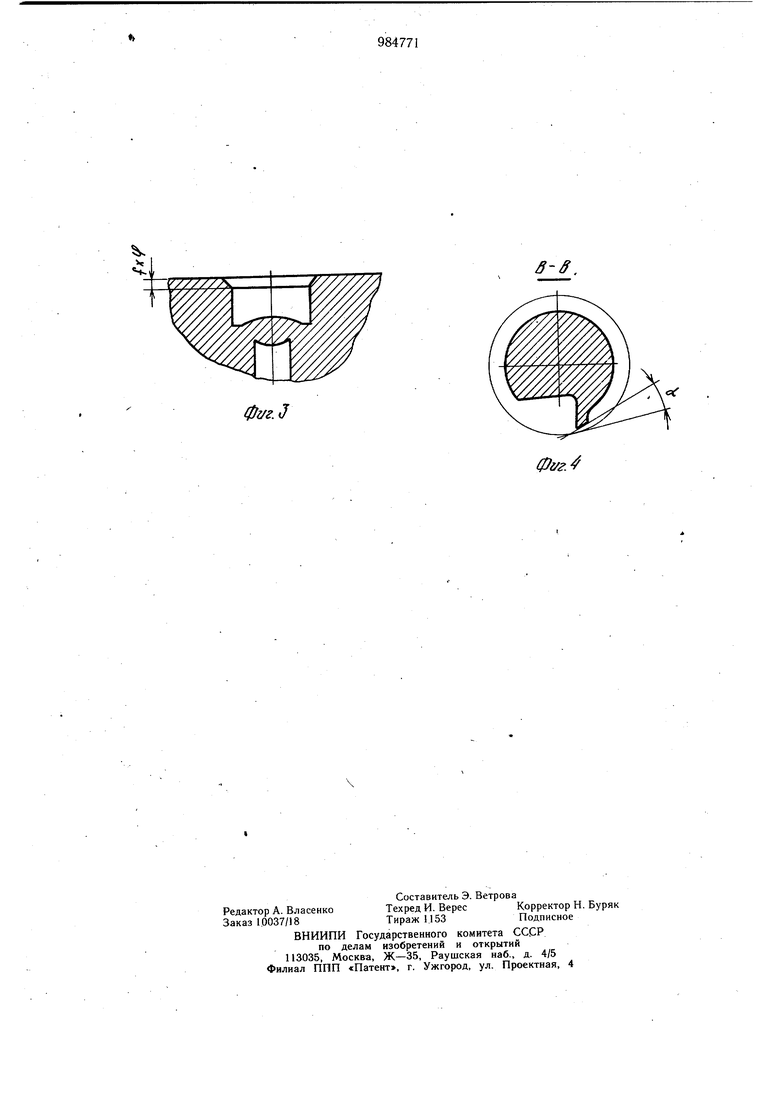
На фиг. 1 изображен инструмент, на те10ле которого выполнен режущий элемент с задним углом d и режущей-кромкой А, которая наклонена к оси вращения инструмента под углом f, соответствующим главному углу в плане режущего инструмента; иа ,5 фиг. 2 -изображена режущая кромка, расположенная под углом А к оси вращения; на фиг. 3 - углубление со снятым гратом в виде фаски f X 45°; на фиг. 4 - сечение В-В на фиг. 2.
Предельнь1е значения углов режущего эле20мента следует считать оптимальными и целесообразными.
В случае, когда угол ч 90°, инструмент превращается в цилиндрический, необходимость которого обусловлена редкими специфическими требованиями, например, когда в углублении базируется деталь. В первом внедряемом инструменте выявилось оптималь ное значение угла в плане ч 45° и 30°. Угол cf 30° используется, где труднее ограничить погрешности осевого перемещения инструмента. Угол tf 45° применяется как общепринятый угол для фасок. Изменение заднего угла d принято в пределах 6° как оптимальное. Так, при заваривании отверстия в деталях из стали А 6-14°, а в деталях из алюминиевых сплавов at 10-35°, в зависимости от твердости, чем мягче сплав, тем угол больше. Значение угла наклона режущей кромки принимается 45°. При заваривании отверстия в детали из алюминиевого сплава АЛЮ оптимальным является угол А 20°, обеспечивающий отвод стружки. При меньших значениях угла происходит оплавление стружки и заполнение стружкоотводящих канавок. Заваривание отверстий предлагаемым инструментом с режущим элементом позволяет совместить две операции, улучшить эстетический вид изделия, повысить производительность и качество сварки, улучшить условия по технике безопасности. Формула изобретения Инструмент для заварки отверстий трением, выполненный в виде стержня с формирующим сферическим или коническим углублением на рабочем торце, отличающийся тем, что, с целью повышения производительности и качества путем одновременной сварки и снятия грата, на теле инструмента выполнено не менее одного режущего элемента с задним углом А 6°-35° и режущей кромкой, которая наклонена к. оси вращения под углами Cf и А Источники информации, принятые во внимание при экспертизе . Авторское свидетельство СССР № 145620, кл. В 23 К 20/12, 1977 (лрото
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для заварки отверстий трением | 1983 |
|
SU1234120A1 |
| Способ заварки отверстия в детали | 1977 |
|
SU745620A1 |
| Способ заварки отверстий в детали | 1982 |
|
SU1021542A2 |
| Способ заварки отверстия в детали | 1982 |
|
SU1073046A2 |
| Инструмент для удаления грата | 1989 |
|
SU1807916A3 |
| Инструмент для заварки отверстий трением | 1983 |
|
SU1346378A1 |
| ГОРЕЛКА ДЛЯ СВАРКИ ТЕРМОПЛАСТОВ | 1970 |
|
SU425814A1 |
| Способ получения композиционных материалов из несмешивающихся компонентов на основе технологии сварки трением с перемешиванием | 2023 |
|
RU2828266C1 |
| ШПОНОЧНАЯ ФРЕЗА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ С БОЛЬШОЙ ПОДАЧЕЙ И МАЛОЙ ГЛУБИНОЙ ПРОХОДА И СПОСОБ ФРЕЗЕРОВАНИЯ ДЕТАЛИ УКАЗАННОЙ ФРЕЗОЙ | 2008 |
|
RU2475340C2 |
| Дисковая пила | 1972 |
|
SU440252A1 |
. /
ZJ./
фуг. J
3-ff.
