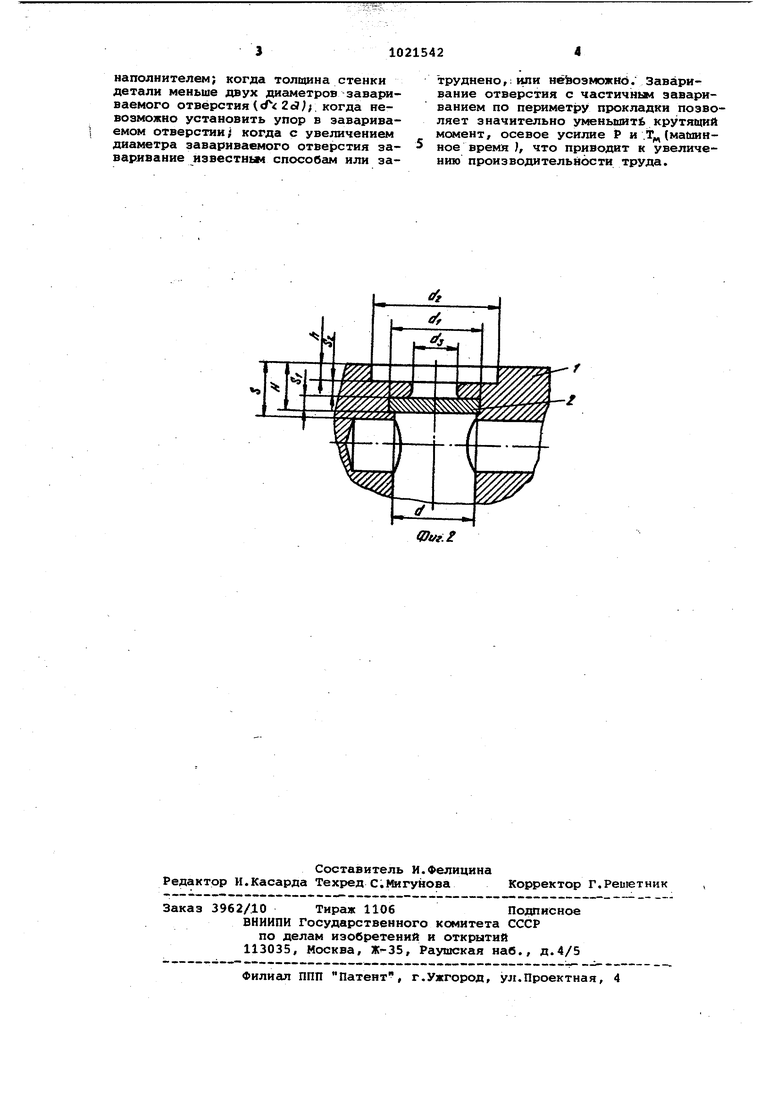
Изобретение относится к сварке, а именно к способам с использованием давления в процессе нагреве изделий путем трения, и может быть использовано для заглушивания отверстий, например технологических, в деталях топливной аппаратуры и двигателя внутреннего сгорания. По основному авт.св. W 745620 известен способ заварки отверстия в де тали, согласно которого вращающийся инструмент внедряют в тело детали и заполнение отверстия производится металлом, отделенным инструментом от стенок отверстия детали. В резуль тате образуется перемычка определенной толщины и углубление от действия инструмента. Необходимым условием в этом случае является выполнение вия зависимости, полученной опытным путем в процессе заваривания отверстий различных диаметров в разных условиях, между стенкой завариваемой детали и завариваемым отверстием, которое выражается: S 2с1, где S толщина стенки завариваемой детали, с1 - диаметр завариваемого отверс- тин Г1. Недостатком известного способа яв ляется невозможность заваривать отверстие при , когда расплавленного металла не хватает для образования перемычки. Цель изобретения - расширение тех нологических возможностей заваривания отверстий в деталях с тонкой стенкой, например при S . Поставленная цель достигается тем что при использовании способа заварки отверстия в детали по авт.св. № 745620, в отверстии устанавливают прокладку, а з.аваривание осуществляют по наружной поверхности прокладки С целью увеличения производительности, заваривание осуществляют по периметру прокладки. На фиг.1 изображена схема заварки отверстия диаметром d в детали с толщиной стенки S , прокладкой, диаметр которой сЭ-, и трлиина S-, , заваривание осуществлено над всей наружной поверхностью прокладки сплошной перемычкой .52 / углубление от действия инструмента ti диаметром 2 ; фиг. 2 изображена схема заварки отверстия диаметром d в детали с толщиной стенки 5 , когда в ступенчатое отверстие с1 установлена прокладка 2 диаметром с1 толщиной s над наружной поверхностью которой осуществлено заваривание частично по всему периметру до внутреннего диаметра dj . Для осуществления способа заваривания отверйзтия 61 в детали 1 с помощью прокладки 2 и последующей заваркой трением по авт.ев, № 745620 производится, например, рассверливание завариваемого отверстия d до диаметра 61 на глубину Н, в которуй свободно устанавливается прокладка 2, толщиной 5 и диаметром оГ , затем осуществляется заваривание с помощью инструмента диагметром olj на глубину 1i известным способом до образования сплошной перемычки толщиной Зл или частичной толщиной 5 g . Заваривание по схеме(фиг.Ijосуществляется для получения абсолютной герметичности при более высоких давлениях, например, более 20 МПа, а заваривание по схеме(фиг.2)может быть использовано при низких давлениях, например до 20 МПа. С целью определения предела герметичности предлагаемого способа заварки отверстий изготовляются два образца из стали 45 диаметром 40 мм, Заглушивается центральное отверстие диаметром d 9 мм. Для этого производится рассверливание диаметра о1 12,5 мм глубиной ,5 мм, в котором свободно установлен отход штамповки при изготовлении шайб, диаметром 3 12,3 мм, толщиной 5 3,8 мм. Заваривание производится инструментом из твердого сплава. ВК8 диаметром 2 14 мм с плоским торцом на сверлильном станке 2А150 при скорости вращения шпинделя п 1600 об/мин. Один образец заварен по схеме фиг,1, а второй по схеме фиг,2. Определение герметичности производится на стенде. Образец к стенду подключается через штуцер с противоположной стороны. Давление подается ступенчато: 5,,.10,..20..,50,,.100... 300., ,400., .500. . ,600 атм (60 МПа ;, падение давления проверяется на каждои ступени. При проверке первого образца, выполненного по схеме фиг,1, соблюдается абсолютная герметичность до предела измерений стенда (60 МПа , При проверке второго образца, выполненного по схеме фиг,2, начинает появляться падение давления от 30 МПа, которое увеличивается до 5 атм в минуту при давлении 60 МПа, но разрушения не происходит. Внедрение способа заваривания отверстия в детали с помощью прокладки, которую всегда можно подобрать из отходов штамповки, позволяет расширить область применения способа и использовать его в случаях, когда требуется стерильность заваренного отверстия, которая при известном способе может быть нарушена отделившимся гратом, что приводит к заклиниванию пневмо- или гидроаппаратуры; когда конструкция детали не позволяет осуществить заваривание известнь способом, например, заваривается полость с воспламеняющимся
наполнителем; когда толщина стенки детали меньше двух диаметров завариваемого отверстия (Г когда невозможно установить упор в завариваемом отверстии когда с увеличением диаметра завариваемого отверстия заваривание известным способам или затруднено ,: или нёйозможнс). Заваривание отверстия с частичным завариванием по периметру прокладки позволяет значительно уменьшить крутящий момент, осевое усилие Р и .Т (мабяинное врем ), что приводит к увеличению производительности труда.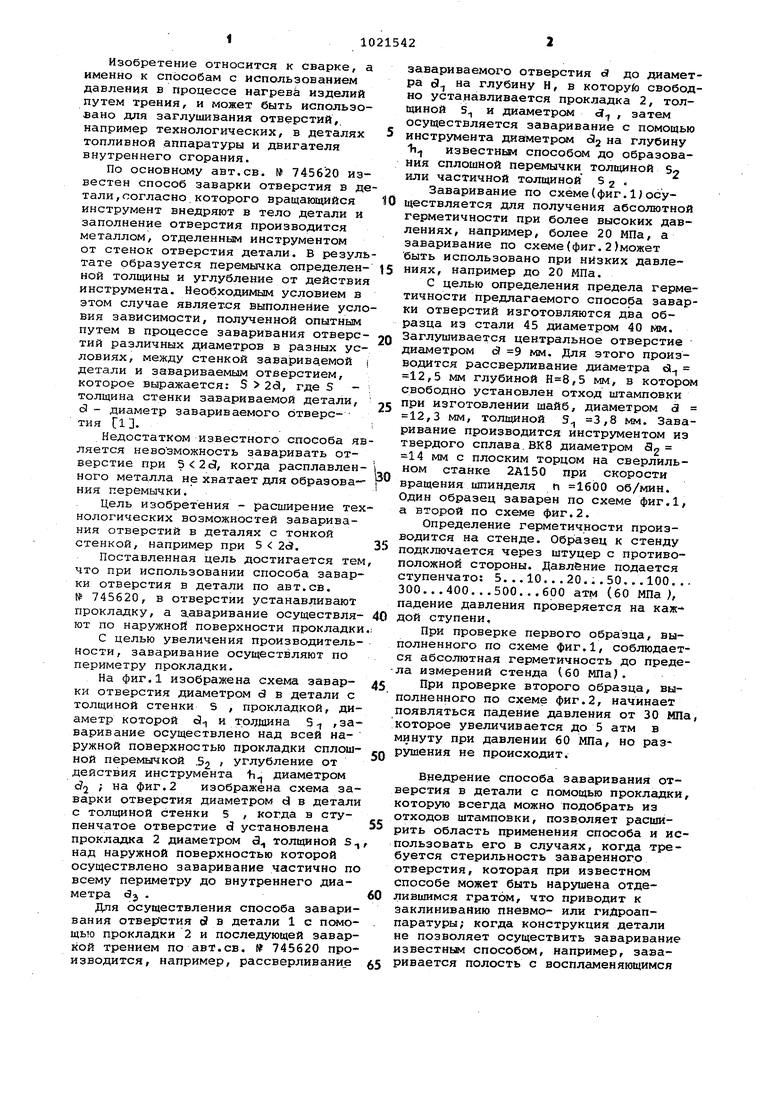
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заварки отверстия в детали | 1981 |
|
SU967736A2 |
| Способ заварки отверстия в детали | 1982 |
|
SU1073046A2 |
| Способ заварки отверстия в детали | 1989 |
|
SU1729718A2 |
| Способ заварки отверстия в детали | 1977 |
|
SU745620A1 |
| Инструмент для заварки отверстий трением | 1983 |
|
SU1234120A1 |
| СПОСОБ ЗАВАРКИ ОТВЕРСТИЯ ТОРЦА ТРУБЫ | 2009 |
|
RU2404885C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОГО ЗАВАРИВАНИЯ ОТКАЧНОГО ОТВЕРСТИЯ В СТЕНКЕ ВАКУУМИРУЕМОЙ ЕМКОСТИ | 2003 |
|
RU2233213C1 |
| СПОСОБ РЕМОНТА ЭЛЕМЕНТОВ КОНСТРУКЦИИ | 1993 |
|
RU2072289C1 |
| Способ сварки | 1986 |
|
SU1400831A1 |
| СПОСОБ РЕМОНТА МЕХАНИЗИРОВАННОЙ СВАРКОЙ ЧУГУННЫХ ДЕТАЛЕЙ С ТРЕЩИНАМИ | 2009 |
|
RU2400343C1 |
1. СПОСОБ ЗАВАРКИ ОТВЕРСТИЯ В ДЕТАЛИ по авт.св. 745620, отличающийся тем, что, с целью расширения технологических возможностей, в отверстии устанавливают прокладку, а заваривание осуществляют по наружной поверхности проклгшкй. 2. Способ по П.1, отличающий с я тем, что, с целью увеличения производительности, заваривание осуществляют по периметру про-; кладки. ..
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ заварки отверстия в детали | 1977 |
|
SU745620A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
