Изобретение.относится к пайке и может быть использовано в промышленности для пайки и местной термообработки трубопроводов.
Цель изобретения - повьлление качества пайки за счет обеспечения возможности технологического процесса пайки с выдавливанием припоя.
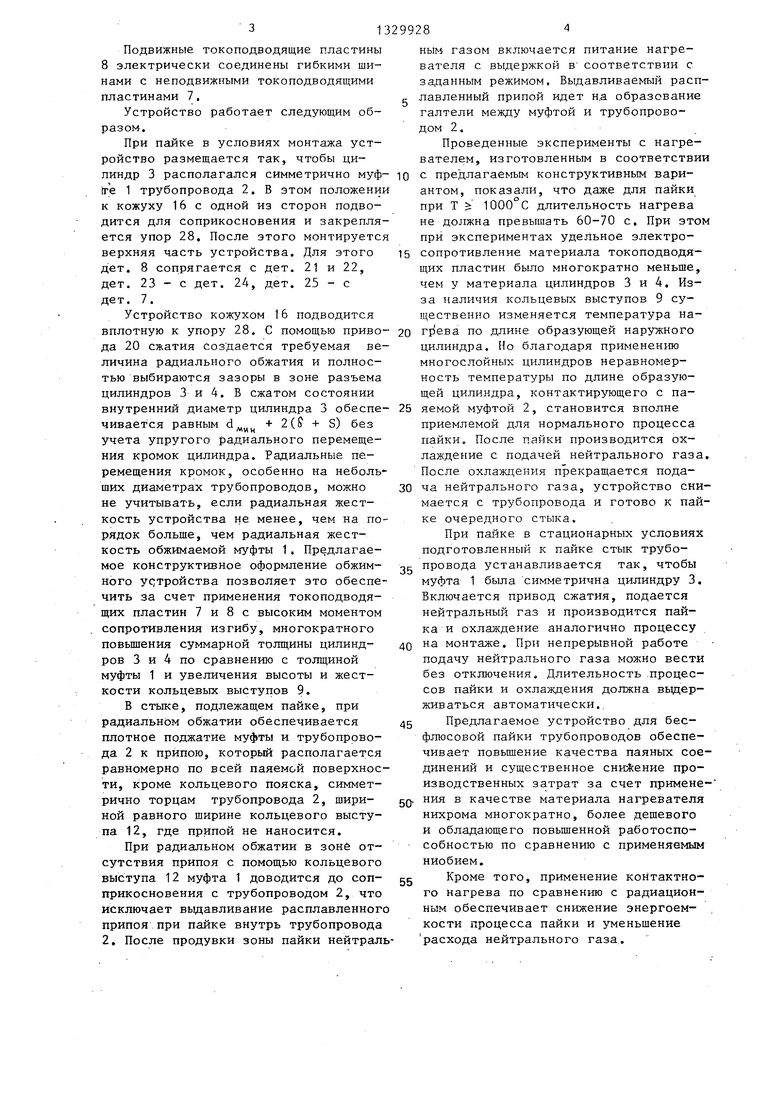
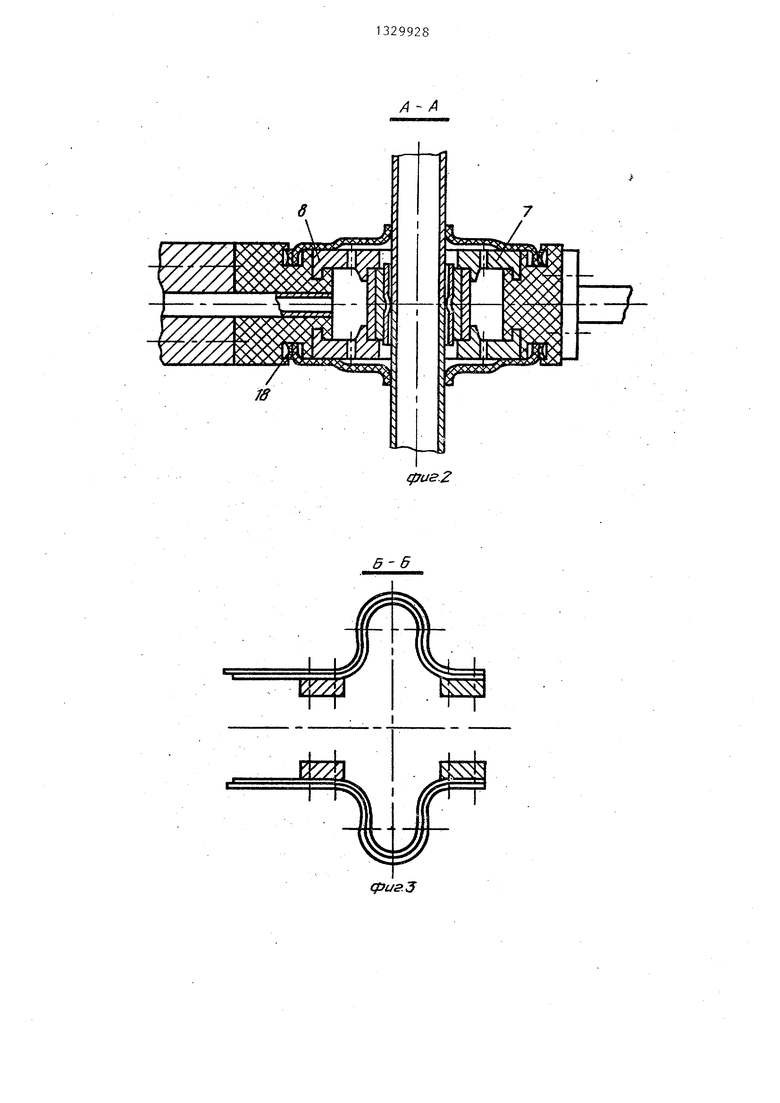
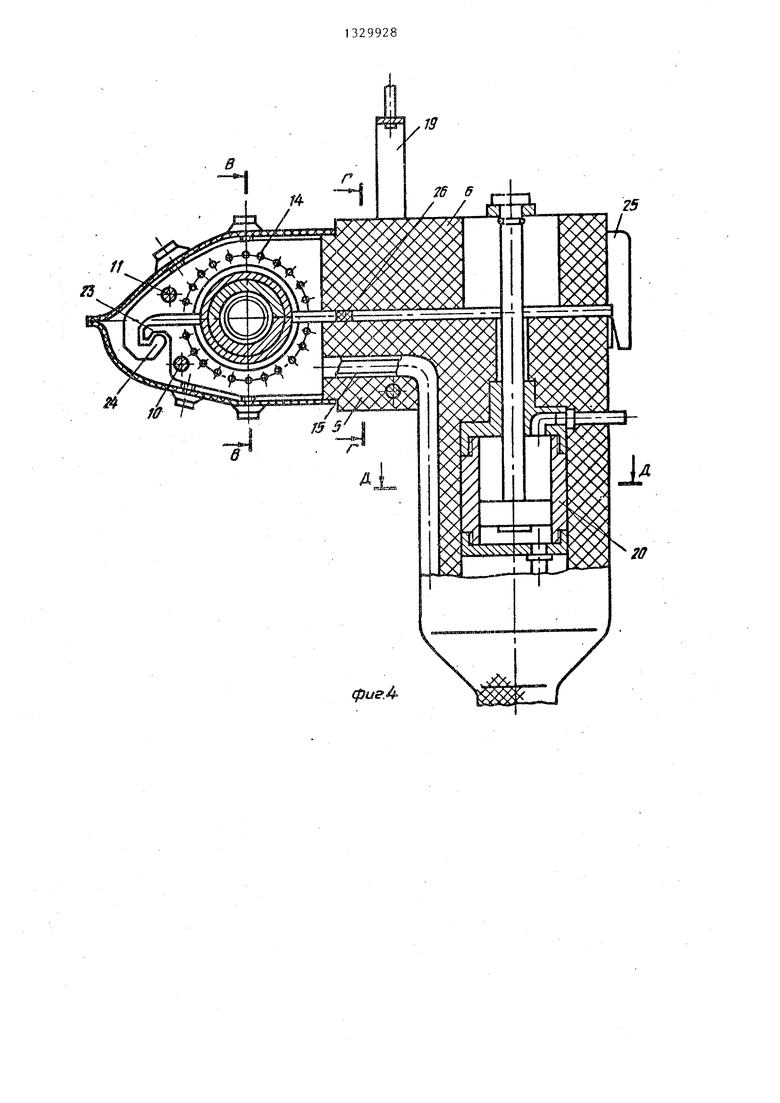
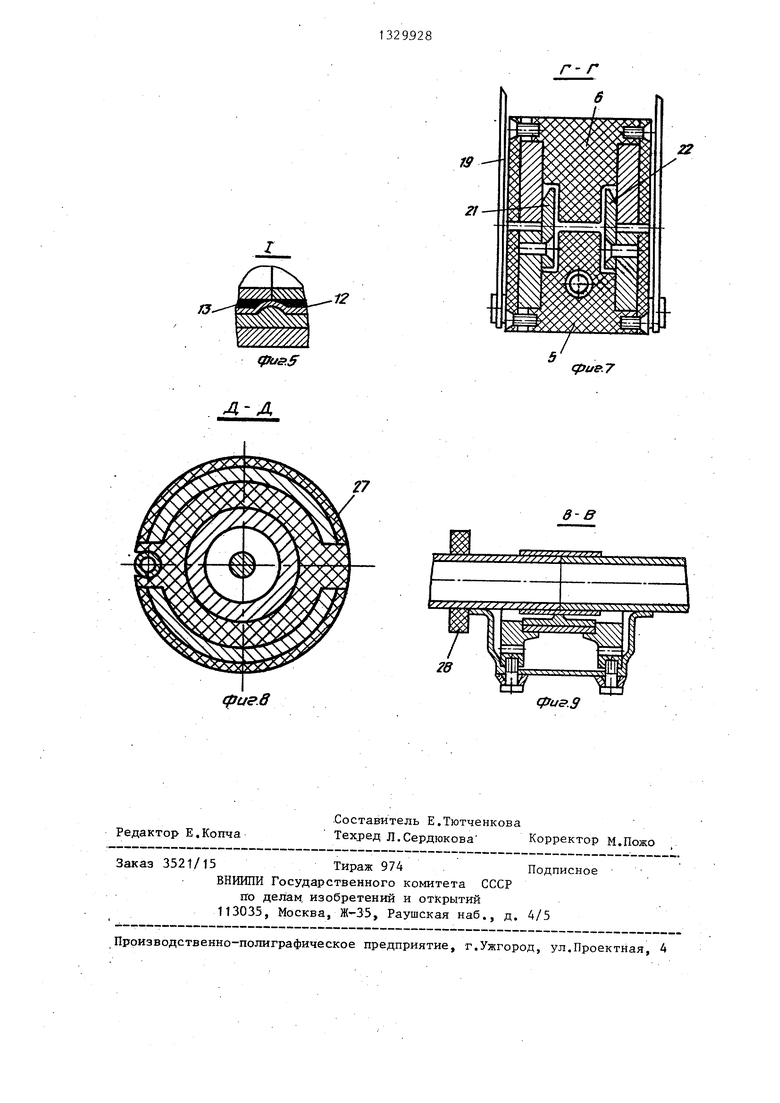
На фиг. 1 изображено предлагаемое устройство, вид спереди; на фиг.2 - разрез А-А на фиг. 1; на фиг.З - разрез Б-Б на фиг. 1; на фиг. 4 - устройство, общий ВИД; на фиг.З - узел I На фиг, 6 Па фиг. 6 - разрез В-В на фиг. 4;. на фиг. 7 - разрез Г-Г на фиг, 4; на фиг. 8 - разрез Д-Д на фиг. 4; на фиг. 9 - разрез В-В на фиг.4 (со снятой крышкой).
Основным узлом устройства является обжимное устройство с нагревателем. Нагреватель охватывает соединительную муфту 1 на трубопроводе 2, Обжимное устройство выполнено в виде штампа, имеющего разъем в плоскости, проходящей через продольную ось трубопровода 2. Нагреватель в сжатом виде представляет собой разъемный цилиндр с многослойными стенками 3 и 4 из материала с высоким удельным электросопротивлением. Защемленный в зоне торцов между параллельн 1ми жестко скрепленными теплоэлектро- изоляционным заполнителем 5 и 6 плас тинами-токоподводами 7 и 8,, имеющими совместный разъем, совпадающий с разъемом цилиндров 3 и 4. В зоне защемления на боковых поверхностях пластин-токоподводов имеются кольцевые выступы 9 с соосной цилиндрической расточкой по наружному диаметру цилиндра 4. Для защемления нагревателя 3 и 4 используются стяжные болты 10 к 11. На поверхности нагревателя 3, контактирующего с муфтой 1 имеется кольцевой выступ 12,равный толщине паяного шва 13, а внутренний диаметр цилиндра нагревателя 3 в сжатом виде выполняется равным м.и + 2XS + S), где d - наружный диаметр трубоМИЧ
провода 2 с минимально допустимым размером; о - толщина стенки соединительной муфты; S - толщина паяного шва. На пластинах-токоподводах 7 и 8 концентрично расточкам под цилиндр нагревателя 4 вьшолнены соосные отверстия для свободного размещения околошовных зон трубопровода.
По диаметру окружности у наружно- го диаметра кольцевых выступов на пластинах-токоподводах 7 и 8 имеется ряд отверстий-распылителей 14 для перетечки защитного газа. Для подачи защитного газа в теплозлектроизоляционном заполнителе 5 выполнен канал 15. На токоподводящие пластины 7 и 8 с перекрытием зоны пайки с нахлесткой на теплоэлектроизоляционный заполнитель 5 и 6 смонтирован кожух
из половинок 16 и 17, образующий карманы в зоне отверстий 14 в токопод- водящих пластинах 7 и 8.
Разъем кожуха совпадает с плоскостью разъема цилиндров 3 и 4. Половинки кожуха 16 и 17 поджимаются
друг к другу с помощью прижима 18. Обжимное устройство с нагревателем может использоваться для пайки трубопроводов в монтажных и стационарных
условиях. Для варианта пайки в монтажных условиях устройство выполнено в форме пистолета (фиг. 6), имеющего общий разъем в плоскости, проходящий через ось ствола, и серьгу
19 для подвески к обезвешивдющему . устройству. В рукоятке пистолета, образованной из развитых токоподводя- щих пластин 7, размещены трубки для подвода защитного газа и привод 20
сжатия. Съемные токоподводящие пластины 8 электрически соединены ножами 21 и 22 с неподвижньми токоподво-- дящими пластинами 7., ножи 21 и 22 совместно с призмами 23, полуваликами 24 и опорным хвостовиком 25 служат для центрирования элементов устройства в зоне разъема. Разъем корпуса в зоне, прилегающей к цилиндрам 3 и 4, герметизируется с помощью
эластичных прокладок 26. На рукоятку наносится теплозащитное покрытие 27.
Устройство для пайки в условиях монтажа комплектуется быстромонтиру- емым упором 28, служащим опорной баЗОЙ устройства.
Для варианта пайки трубопроводов в стационарных условиях оси цилиндров нагревателей 3 и 4 и привода сжатия находятся в горизонтальной полости.
Это создает возможность обеспечения заданного взаиморасположения цилиндров 3 и 4 относительно паяемой муфты при визуальном контроле.
3
Подвижные токоподводящие пластины 8 электрически соединены гибкими шинами с неподвижными токоподводящими пластинами 7,
Устройство работает следующим образом.
При пайке в условиях монтажа устройство размещается так, чтобы ди- пиндр 3 располагался симметрично муф tre 1 трубопровода 2. В этом положени к кожуху 16 с одной из сторон подводится для соприкосновения и закрепляется упор 28, После этого монтируетс верхняя часть устройства. Для этого дет. 8 сопрягается с дет. 21 и 22, дет. 23 - с дет. 24, дет. 25 - с дет. 7.
Устройство кожухом 16 подводится вплотную к упору 28. С помощью привода 20 сжатия создается требуемая величина радиального обжатия и полностью выбираются зазоры в зоне разъема цилиндров 3 и 4. В сжатом состоянии внутренний диаметр дилиндра 3 обеспе
чивается равным + 2( + S) без учета упругого радиального перемещения кромок цилиндра. Радиальные перемещения кромок, особенно на небольших диаметрах трубопроводов, можно не учитывать, если радиальная жесткость устройства не менее, чем на порядок больше, чем радиальная жесткость обжимаемой муфты 1. Предлагаемое конструктивное оформление обжимного устройства позволяет это обеспечить за счет применения токоподводя- щих пластин 7 и 8 с высоким моментом сопротивления изгибу, многократного повьшения суммарной толщины цилиндров 3 и 4 по сравнению с толщиной муфты 1 и увеличения высоты и жесткости кольцевых выступов 9.
В стыке, подлежащем пайке, при радиальном обжатии обеспечивается плотное поджатие муфты и трубопровода 2 к припою, который располагается равномерно по всей паяемой поверхности, кроме кольцевого пояска, симметрично торцам трубопровода 2, шириной равного ширине кольцевого выступа 12, где припой не наносится.
При радиальном обжатии в зоне отсутствия припоя с помощью кольцевого выступа 12 муфта 1 доводится до соп- прикосновения с трубопроводом 2, что исключает выдавливание расплавленног припоя при пайке внутрь трубопровода 2, После продувки зоны пайки нейтрал
5
0
5
0
5
0
5
0
5
ным газом включается питание нагревателя с выдержкой В соответствии с за,цанным режимом. Выдавливаемый расплавленный припой идет н.а образование галтели между муфтой и трубопроводом 2.
Проведенные эксперименты с нагревателем, изготовленным в соответствии с предлагаемым конструктивным вариантом, показали, что даже для пайки при Т 1000°С длительность нагрева не должна превышать 60-70 с. При этом при экспериментах удельное электросопротивление материала токоподнодя- щих пластин было многократно меньше, чем у материала цилиндров 3 и 4. Из- за наличия кольцевых выступов 9 существенно изменяется температура на- rfJBBa по длине образующей наружного цилиндра. Но благодаря применению многослойных цилиндров неравномерность температуры по длине образующей цилиндра, контактирующего с паяемой муфтой 2, становится вполне приемлемой для нормального процесса пайки. После пайки производится охлаждение с подачей нейтрального газа. После охлаждения прекращается подача нейтрального газа, устройство снимается с трубопровода и готово к пайке очередного стыка.
При пайке в стационарных условиях подготовленный к пайке стык трубопровода устанавливается так, чтобы муфта 1 была симметрична цилиндру 3. Включается привод сжатия, подается нейтральный газ и производится пайка и охлаждение аналогично процессу на монтаже. При непрерывной работе подачу нейтрального газа можно вести без отключения. Длительность .процессов пайки и охлаждения должна выдерживаться автоматически..
Предлагаемое устройство для бес- флюсовой пайки трубопроводов обеспечивает повышение качества паяных соединений и существенное снижение производственных затрат за счет примене- ния в качестве материала нагревателя нихрома многократно, более дешевого и обладающего повьшгенной работоспособностью по сравнению с применяемым ниобием.
Кроме того, применение коНтактно- го Нагрева по сравнению с радиационным обеспечивает снижение энергоемкости процесса пайки и уменьшение расхода нейтрального газа.
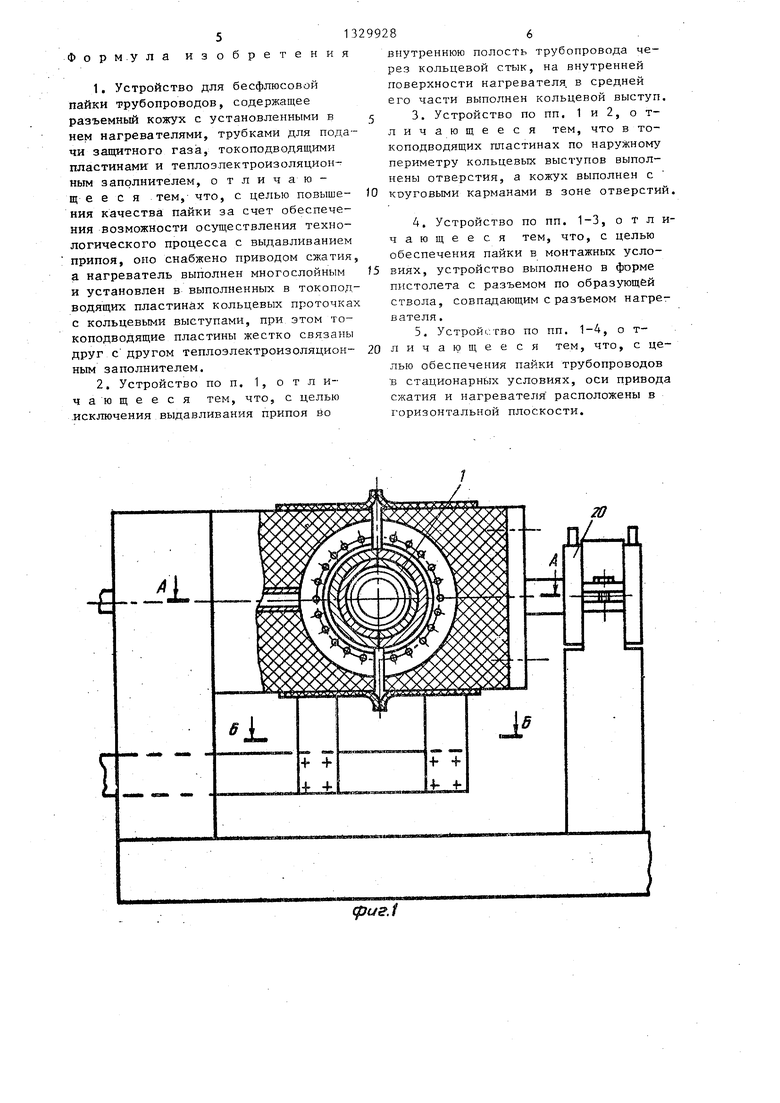
Форм.ула изобретения
1.Устройство для бесфлюсовой пайки трубопроводов, содержащее разъемный кожух с установленными в нем нагревателями, трубками для подачи защитного газа, токоподводящими пластинами и теплоэлектроизоляцион- ным заполнителем, о тличающ е е с я .тем,- что, с целью повышения качества пайки за счет обеспечения возможности осуществления технологического процесса с выдавливанием припоя, оно снабжено приводом сжатия а нагреватель выполнен многослойным и установлен в выполненных в токопод водящих пластинах кольцевых проточка с кольцевыми выступами, при этом то- коподводящие пластины жестко связаны друг с другом теплоэлектроизоляцион- ным заполнителем.
2,Устройство по п, 1, отличающееся тем, что, с целью .исключения выдавливания припоя во
внутреннюю полость трубопровода через кольцевой стык, на внутренней поверхности нагревателя, в средней его части выполнен кольцевой выступ.
3. Устройство по пп. 1 и 2, о т- личающееся тем, что в то- коподводящих пластинах по наружному периметру кольцевых выступов выполнены отверстия, а кожух выполнен с
коуговыми карманами в зоне отверстий.
4,Устройство по пп. 1-3, отличающее ся тем, что, с целью обеспечения пайки в монтажных услоВИЯХ, устройство выполнено в форме пистолета с разъемом по образующей ствола, совпадающим с разъемом нагревателя .
5.Устройство по пп. 1-4, о тл и чающееся тем, что, с целью обеспечения пайки трубопроводов В стационарных условиях, оси привода сжатия и нагревателя расположены в горизонтальной плоскости.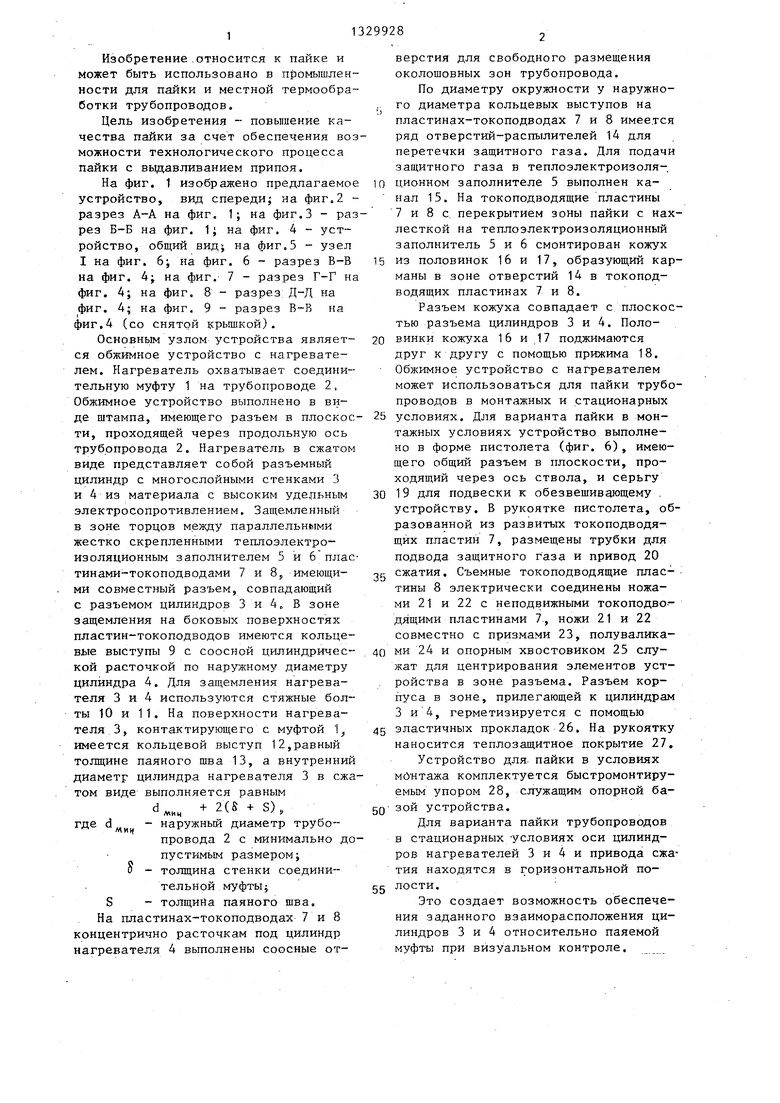
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДОПОЛНИТЕЛЬНОЙ ГЕРМЕТИЗАЦИИ МУФТОВЫХ И КОНИЧЕСКИХ ТРУБНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2012 |
|
RU2499876C1 |
| Устройство для пайки монтажных соединений | 1983 |
|
SU1235678A1 |
| Электрод для пайки | 1989 |
|
SU1754360A1 |
| ГИБКИЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ И СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИСТИВНОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА ДЛЯ НЕГО | 2007 |
|
RU2321973C1 |
| Устройство для дозированной подачи припоя | 1973 |
|
SU488664A1 |
| Способ пайки деталей по криволинейным поверхностям | 1985 |
|
SU1310138A1 |
| Способ прессовой пайки деталей | 1987 |
|
SU1546219A1 |
| СПОСОБ ПАЙКИ ПЛАСТИН С ОТВЕРСТИЕМ К ДЕТАЛЯМ ТРУБЧАТОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2796904C1 |
| Устройство для индукционной пайки | 1989 |
|
SU1825680A1 |
| Устройство для пайки | 1988 |
|
SU1558591A1 |
Изобретение относится к области пайки и обеспечивают пайку трубопроводов. Целью изобретения является повьшение качества паяных соединений. Обжимное устройство с нагревателем (Н) вьшолиено с разъемом по оси трубопровода 2. Н выполнен многослойным из материала с высоким уд, эл. сопротивлением. Н в сжатом виде представляет цилиндр с многослойными стенками 3, 4, зажатый между разъемными по высоте токопроводящими пластинами (ТП) 7, 8, попарно жестко связанными теплоэлектроизоляционным заполнителем. Для исключения выдавливания припоя внутрь трубопровода 2 на внутренней поверхности Н образован кольцевой выступ. Защита зоны пайки обеспечивается подачей газа в полость между ТП, которые по наружному пери- , метру кольцевых выступов 9 снабжены отверстиями-распылителями. Полость между ТП закрыта кожухом 17, имеющим круговые карманы и разъем, совпадающий с разъемом Н, При радиальном обжатии кольцевым выступом вьщавли- ваемый на внешнюю сторону расплавленный припой идет на образование галтели между муфтой и трубопроводом. Выдавливания припоя внутри трубопровода не происходит. 4 з.п. ф-лы, 9 ил. (Л 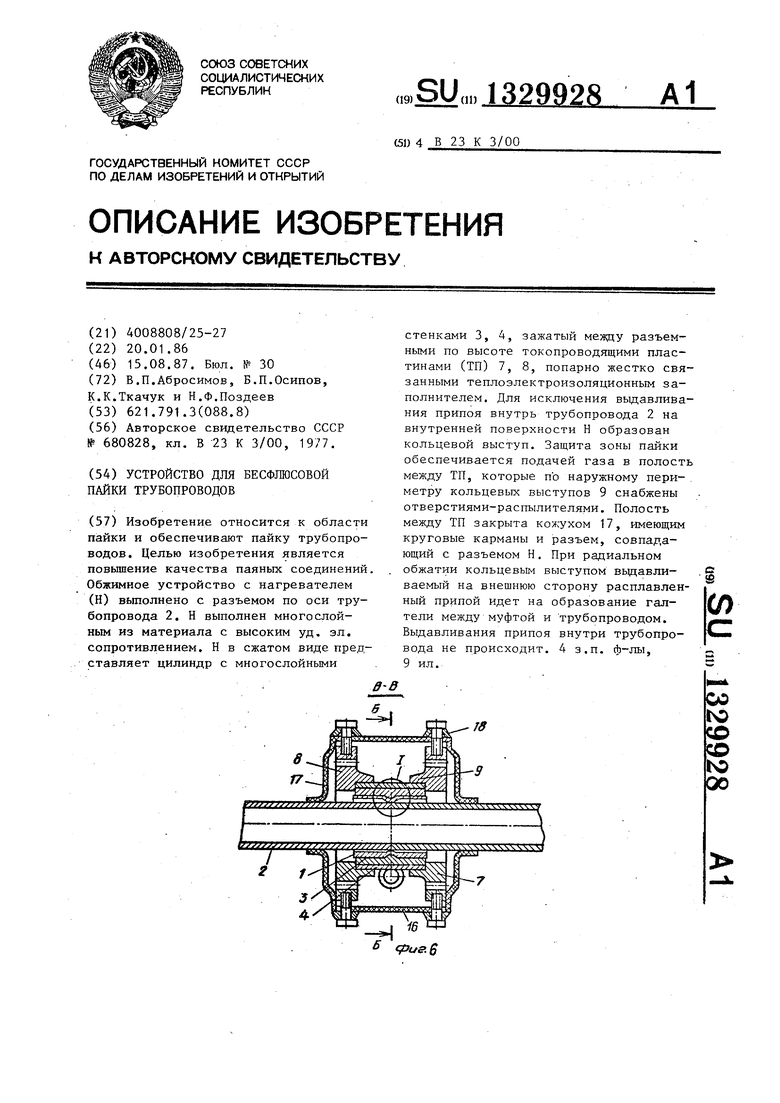
(pus.1
.2
фив-З
25
фиеА
Г
ГТХ
/J%%% «г$ б«
.12
тт
зиг.в
срие.7
8-В
28
фи.З
Редактор Е.Копча
.Составитель Е.Тютченкова
Техред Л.Сердюкова Корректор М.Пожо
Заказ 352t/15Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам, изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Устройство для бесфлюсовой пайки трубопроводов | 1977 |
|
SU680828A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
