Изобретение относится к области переработки композиционных материалов методами намотки и может быть использовано в различных отраслях народного хозяйства при изготовлении изделий тина оболочки.
Цель изобретения - расширение технологических возможностей оправки.
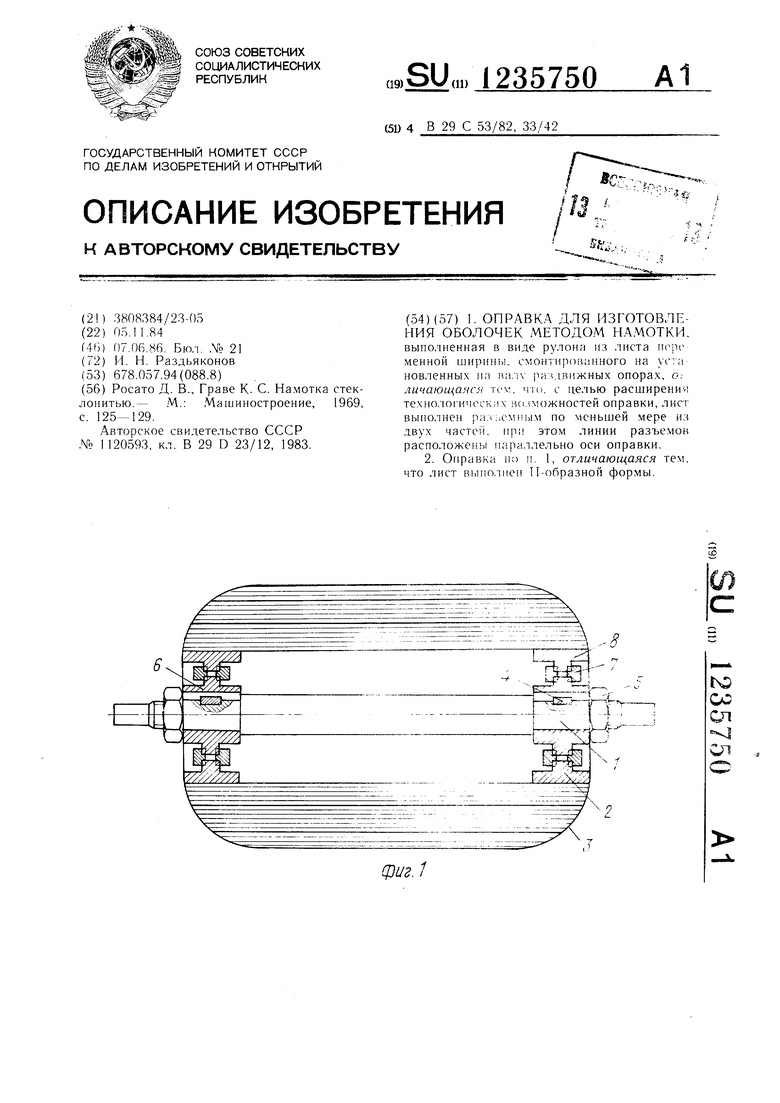
На фиг. изображена оправка в рабочем положении; на фиг. 2 - схема монтажа оправки; на фиг. 3 - схема демонтажа оправки; на фиг. 4 - сечение А-А на фиг. 3; на фиг. 5 - сечение Б-Б на фиг. 3; на фиг. 6 - развертка листа Г1-образ ной формы; на фиг. 7 - вариант оправки, Еп п1олненной из листа П-образной формы; на фиг. 8 - схема демонтажа такой оправки.
Оправка для намотки оболочек содержит центральный вал 1 и установленную на нем при помощи раздвижных опор 2 обечайку 3. Раздвижные опоры 2 на центральном валу 1 закреплены при помощи шпонок 4 и гаек 5 и представляют собой втулку 6, гайку 7 и упор 8.
Обечайка 3 выполнена из упругого листа неременной ширины, свернутого в рулон. Внутренний конец листа винтами 9 прикреп- леп к упорам 8, а наружный конец приклеен к предыдущему витку листа. Последний виток листа выполнен толпдиной. постепенно уменьшающейся до нуля.
Для намотки оболочек разного диаметра лист 10 может быть выполнен разъемным, при этом разъем 11 расположен параллельпо оси оправки.
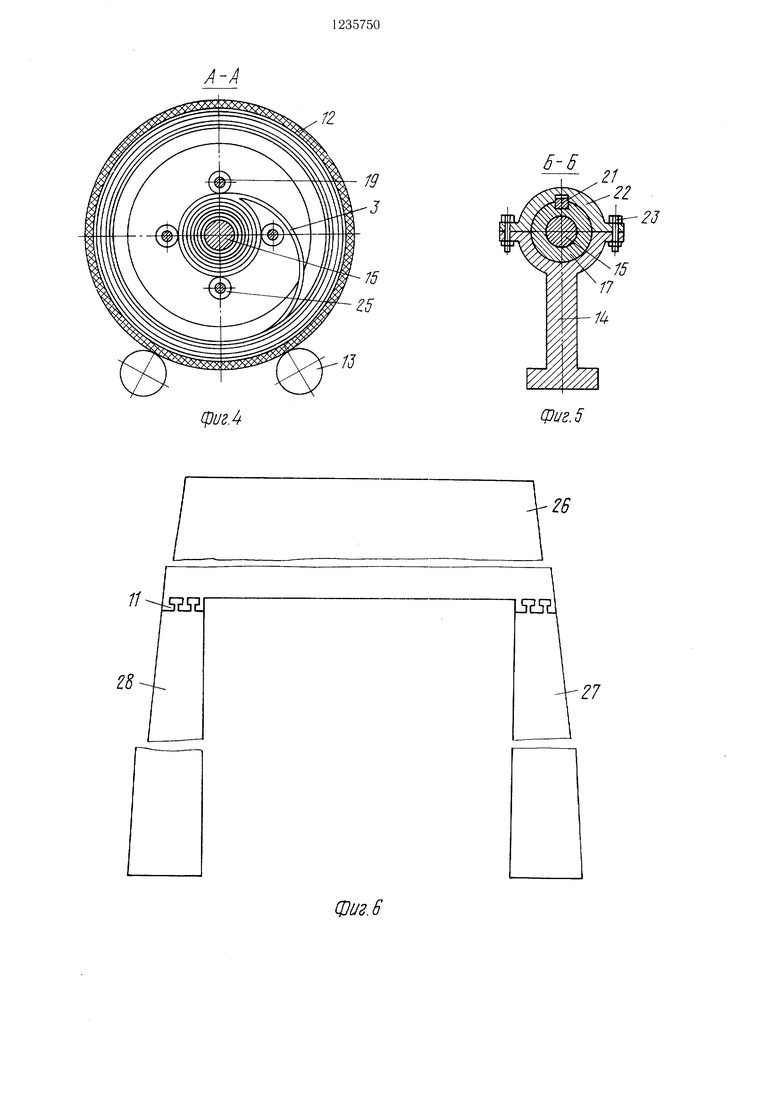
Лист 10 с торца обрабатывают таким образом, что при сворачивании его в рулон сразу же образуется торцовый профиль оправки, либо лист 10 выполняют П-образной формы (фиг. 6 и 7), боковые части которого при сво- рачивапии образуют торцовый профиль оправки.
Оправка работает следующим образом.
На цeптpaль roм валу 1 с ПОМОЩЬРО шпонок 4 и гаек 5 закрепляют раздвижные опоры 2. К одному из упоров 8 винтами 9 прикрепляют конец листа. Вращая центральный вал 1 против часовой стрелки, наматывают лист 10 на упоры 8, образуя обечайку 3. Но окончании наматывания приклеивают наружный конец листа 10 к его предыду- 1цему витку. Наносят на оправку защитное покрытие, препятствующее прилипанию оболочки к оправке и затеканию связуюпгего между витками листа.
Врап1ая оправку за центральпый вал 1 производят формование оболочки 12.
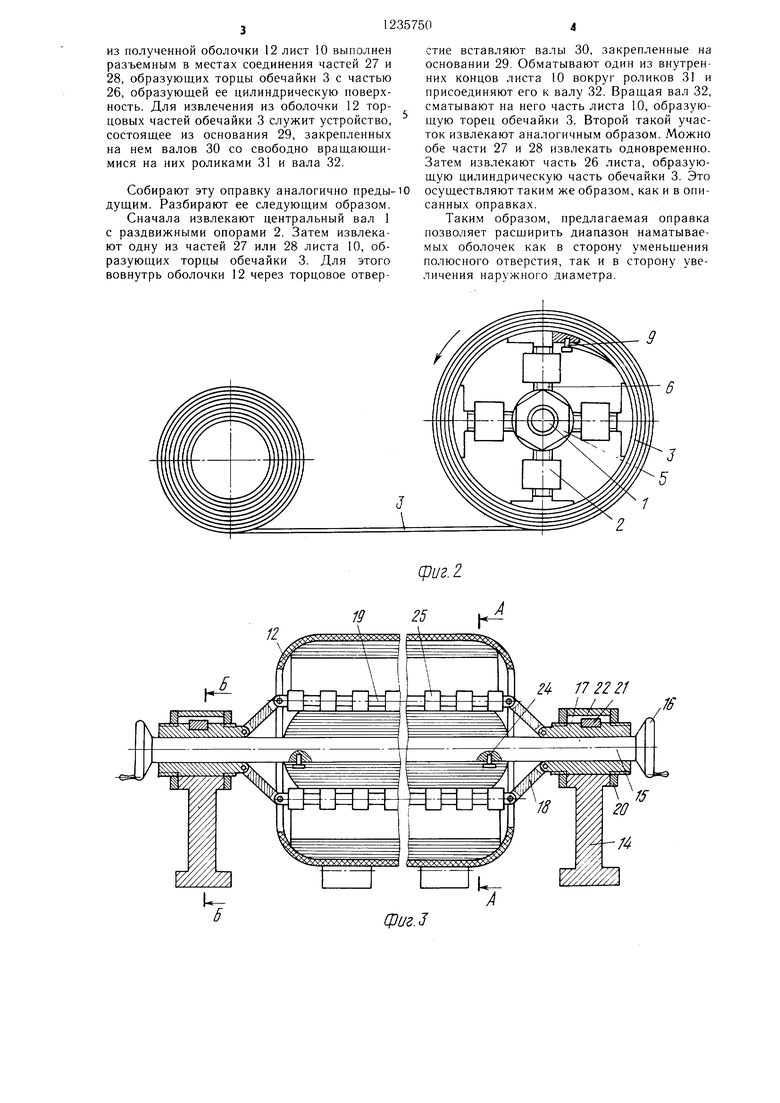
Разбирают оправку следующим образом на специальном приспособлении. Устанавливают оправку с намотанной на нее оболочкой 12 на ролики 13. Вывинчивают винты 9. Вращая гайки 7, укорачивают раздвижные опоры 2. Вынимают цептральпый вал 1 вместе с раздвижными опорами из оболочки 12.
5
0
0
Далее извлекают обечайку 3 оправки. Для этого с обоих торцов оболочки 12 устанавливают и прикрепляют к фундаменту (не показано) две стойки 14. Вставляют вовнутрь оболочки 12 вал 15 с надетыми на него маховичками 6 и втулками 17. соединенными рычагами 18 с валами 19. Па втулки 17 навинчены гайки 20. Устанавливают втулки 17 на стойки 14. Вставляют njnoHKn 21. Сверху устанавливают крышки 22, которые болтами 23 прикрепляют к стойкам 14. Прикрепляют впутреппий конец листа 10 к валу 15 винтами 24. Вран1ая гайки 20, перемещают втулки 17, удаляя их друг от друга в осевом направлении пастолько, чтобы валы 19 своими роликами 25 п.ютпо прижались к валу 15. Вращая вал 15 при юмощи маховичков, наматывают на него лист 10. По мере наматывания, вращая гайки 20, сближают втулки 17, в результате чего валы 19 удаляются от оси оболочки 12 в радиальном направлении. При этом валы 19 с роликами 25 препятствуют вра1цению песмотанной части обечайки 3 относительно стоек 14, что может иметь место при достаточной жесткости листа 10, а также обеспечивают плотное наматывание листа 10 на вал 15.
В конце сматывания листа iO на вал 15 за счет сил, возникаюпшх при сматывании, происходит разрушение клеевого соедипепия, которым наружный конец листа 10 приклеивается к предыду1цему витку.
По окончании сматывания ;1иста 10 на вал 15 втулки 17 фиксируют относительно вала 15 в осевом направлении, напри.мер, с помопдью ЩТИФ1ТОВ и отверстий (пе иока- запо). После этого снимают 22, убирают одну из стоек 14 и в эту сторону вынимают вал 15 с намотанным на него листом 10 вместе с валами 19, втулками 17 и гайками 20.
Таким образом, минимальный диаметр торцовых отверстий в оболочке 12 будет определен тем условием, чтобы при разборке оправки лист 10. намотанный на вал 15. вместе с валами 19. втулками 17 и г айка.ми 20 .можно было вынуть через торповое отверстие в оболочке 12.
Для изготовления оболочек с торцовыми ()тве)стиями меныпего диаметра служит оправка, лист 10 обечайки которой вьпюл- пен разъемным, в данном случае из трех частей 26-- 28. Разъемы 1 1 Г1арал. 1елы1ы оси оправки. Между собой части соединены любым из раз ьемных соединений .чистов в стык, например с помо1цью Т-образпых выступов к па:«)в па концах частей.
Собирают и разбирают эту оправку аналогично описанному. При этом из полученной оболочки лист 10 извлекают по частям, последовательпо одпу за другой, что и позволяет изготавливать оболочки с торцовыми отверстиями меньшего диаметра.
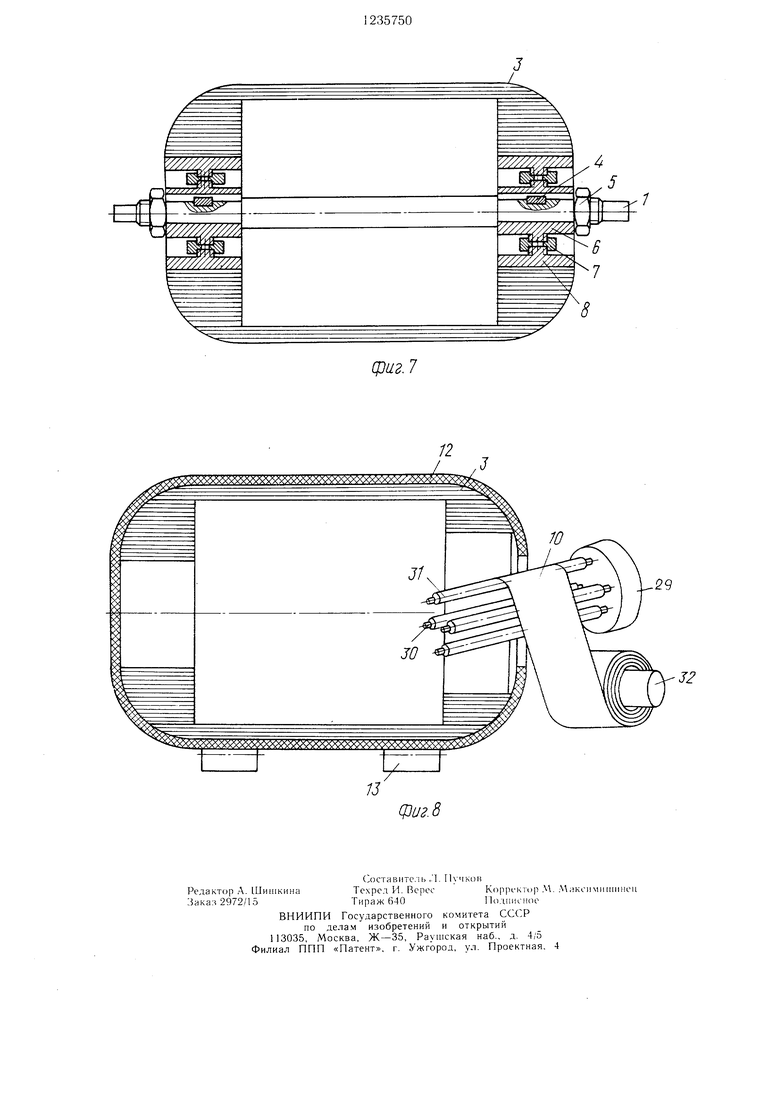
Для облегчения извлечения обечайки 3 оправки изготов;1ениый из П-образного листа
из полученной оболочки 12 лист 10 выполнен разъемным в местах соединения частей 27 и 28, образующих торцы обечайки 3 с частью 26, образующей ее цилиндрическую поверхность. Для извлечения из оболочки 12 торцовых частей обечайки 3 служит устройство, состоящее из основания 29, закрепленных на нем валов 30 со свободно вращающимися на них роликами 31 и вала 32.
Собирают эту оправку аналогично предыдущим. Разбирают ее следующим образом.
Сначала извлекают центральный вал 1 с раздвижными опорами 2. Затем извлекают одну из частей 27 или 28 листа 10, образующих торцы обечайки 3. Для этого вовнутрь оболочки 12 через торцовое отверстие вставляют валы 30, закрепленные на основании 29. Обматывают один из внутренних концов листа 10 вокруг роликов 31 и присоединяют его к валу 32. Вращая вал 32, сматывают на него часть листа 10, образующую торец обечайки 3. Второй такой участок извлекают аналогичным образом. Можно обе части 27 и 28 извлекать одновременно. Затем извлекают часть 26 листа, образующую цилиндрическую часть обечайки 3. Это осуществляют таким же образом, как и в описанных оправках.
Таким образом, предлагаемая оправка позволяет расширить диапазон наматываемых оболочек как в сторону уменьшения полюсного отверстия, так и в сторону увеличения наружного диаметра.
3
5
J
(риг.г
12
24- 172221
I / /.16
фиг.
12
/J
19 3
6-6
фиг 4
ери г. 5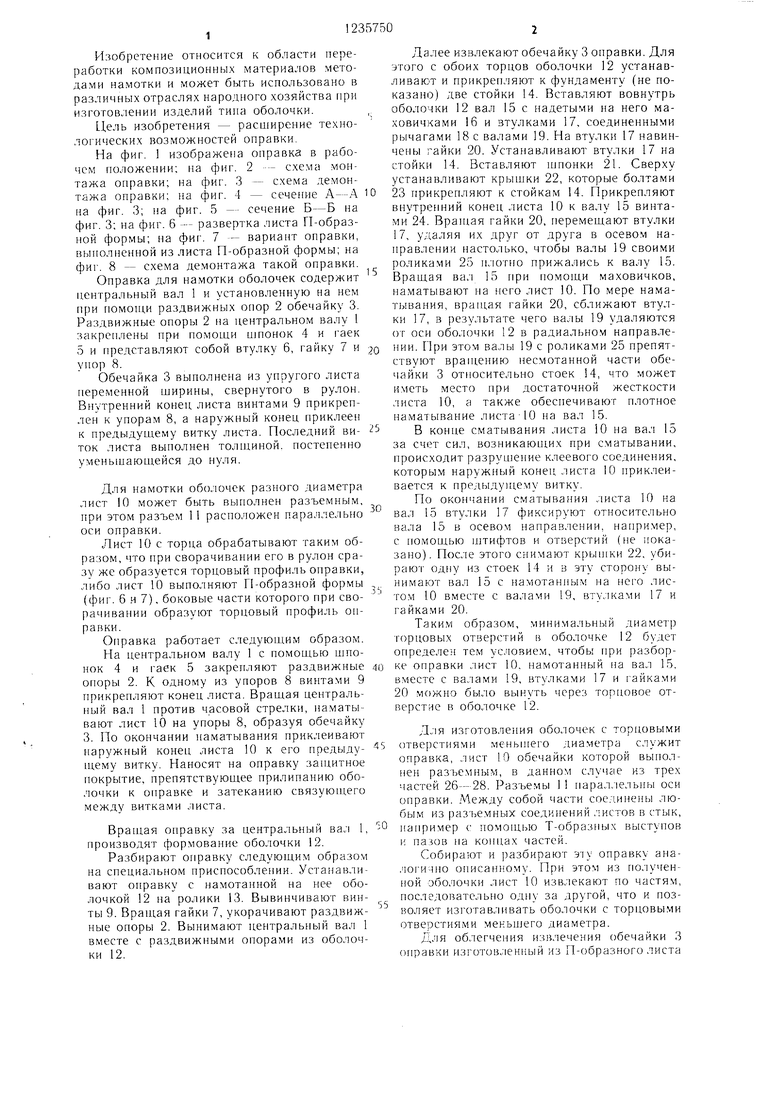
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2014 |
|
RU2562200C1 |
| Оправка для намотки оболочек из композиционных материалов | 1988 |
|
SU1641636A1 |
| Устройство для намотки нитевидного материала | 1988 |
|
SU1606421A1 |
| Разборная оправка для изготовления крупногабаритных оболочек из композиционных материалов с профилированной внутренней полостью | 2016 |
|
RU2629081C1 |
| Стенд для испытания абразивных цилиндров на разрыв | 1979 |
|
SU781673A1 |
| Оправка для изготовления изделий из стеклопластика | 1973 |
|
SU461840A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАЗЖИМНОГО БАРАБАНА МОТАЛКИ | 2008 |
|
RU2431533C1 |
| ЛЕНТОЧНЫЙ ТРАНСПОРТЕР, СОСТАВЛЕННЫЙ ИЗ ТЕЛЕСКОПИЧЕСКИ ВЫДВИЖНЫХ СЕКЦИЙ | 1935 |
|
SU50059A1 |
| УСТРОЙСТВО для очистки ДРЕН/\ЖНЫХ и т. п. ТРУБ | 1971 |
|
SU321603A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНОЙ ПЛЕНКИ | 2011 |
|
RU2486116C2 |
26
фиг. 6
ф11г.7
29
Редактор А. Шишкина Заказ 2972/15
(1оставитсл1 ,. Пучкон
Техред И. ВересКорректор Л. AAiiKeiiMiiiiiiiueu
Тираж 640Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4;5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
фиг. 8
| Росато Д | |||
| В., Граве К | |||
| С | |||
| На.мотка стеклонитью.- М.: Машиностроение, 1969, с, 125-129 | |||
| Измерительный элемент для устройств ресинхронизации и самосинхронизации синхронного генератора с энергетической системой | 1956 |
|
SU120593A1 |
| Солесос | 1922 |
|
SU29A1 |
