Изобретение относится к области сварки пластмасс и может найти применение в производственной технике при сварке кольцевых швов изделий в виде мешков и оболочек различного назначения.
Известно устройство для сварки термопластичного рукава (патент РФ №2076834, МПК В65В 51/20, 1997 г.). Устройство содержит прижим в виде наполнительной трубы и нагревательный элемент, состоящий из корпуса, нагревателя, изоляционных прокладок, закрепленных накладками. На корпусе закреплена опора, в пазах которой установлены рычаг с возможностью поворота вокруг оси корпуса и вилки, охватывающей нагревательный элемент. Рычаг и вилка соединены между собой с возможностью вращательно-поступательного перемещения. Одно из плеч рычага снабжено пластинкой, служащей для отделения материала рукава, прилипшего к изоляционным прокладкам, а второе плечо - пружиной.
Такое устройство обеспечивает сварку рукавов по образующей цилиндра, т.е. вдоль рукава. Недостатком такого устройства является невозможность выполнения сварных швов под углом к продольной оси рукава, например сварку кольцевых швов, которые развернуты под углом 90° к образующей цилиндра.
Известно устройство (патент РФ №2098328, МПК В65В 51/10, В65В 51/16 В29С 65/00, В29С 65/02, 1997 г.) для сварки термопластичного материала. Устройство состоит из привода, сварочного механизма, механизма перемещения материала и механизма выдачи готовой продукции. Сварочный механизм выполнен в виде двух барабанов - цилиндрического барабана с расположенным в нем нагревательным элементом и отталкивателем и прижимного барабана.
Однако такое устройство не обеспечивает сборку и сварку объемных конструкций, в частности сварку кольцевых швов.
Известно устройство для шовной сварки кольцевых швов по патенту РФ №2056239, МПК В23К 11/08, 1996 г., которое характеризуется наибольшим количеством общих признаков с заявляемым устройством. Устройство содержит основание, сварочный ролик, держатель для свариваемых деталей с приводом его вращения. Для обеспечения шовной сварки устройство дополнительно содержит элемент управления включением сварочного тока, механизм горизонтального перемещения сварочного ролика, выполненный в виде установленных на основании направляющих с салазками и винта для перемещения салазок по направляющим, шпиндель с пальцем, двуплечий рычаг, шарнирно установленный на салазках, дополнительный винт для подъема и опускания сварочного ролика.
Такое устройство характеризуется повышенной сложностью и не обеспечивает сборку и сварку изделий в виде полимерных оболочек с элементами горловины, так как не может обеспечивать надежную фиксацию собранного изделия. Существенным недостатком при этом является невозможность обеспечения совпадения кромок свариваемых деталей без образования гофр, снижающих надежность сварного шва. Кроме того, известное устройство не позволяет выполнять сварку оболочек в виде мешков без скручивания последних при вращении оправки, что недопустимо.
К полимерным оболочкам с элементами горловины относятся, например, элементы средств защиты органов дыхания, в частности: дыхательные мешки или защитные капюшоны. Последние обычно выполняются в виде мешка из прозрачной полимерной пленки (фторопласт Ф4 - МБ, каптон и др.), устойчивой к воздействию высоких температур и химических веществ (например, к хлору, сернистым соединениям и др.). Горловина такого мешка снабжена упругим элементом (обтюратором) в виде кольца из мягкой резины или латекса. Горловина обычно изготавливается в виде кольца из того же полимерного материала, что и защитный капюшон. При этом соединение такого кольца с упругим элементом осуществляется путем приклеивания. Соединение горловины с мешком осуществляется кольцевым сварным швом, для чего требуется, чтобы при сборке совпадали кромки свариваемых деталей.
Задача, на решение которой направлено заявляемое изобретение, заключается в повышении производительности, так как позволяет выполнять в одну операцию процесс сборки и сварки, обеспечении повышения качества сварного шва за счет исключения образования гофров и скручивания элементов конструкции при сварке кольцевого шва.
Поставленная задача решается тем, что в устройстве для сборки и сварки кольцевым швом изделий из полимерной пленки в виде мешков и оболочек с привариваемым кольцом, имеющим упругое кольцо на его активированной поверхности, включающее основание, сварочный ролик, держатель для свариваемых деталей с приводом его вращения, держатель для свариваемых деталей выполнен в виде снабженного обоймой из антиадгезионного материала диска, на котором закреплена оправка под упругое кольцо, при этом к обойме для свариваемых деталей примыкают прижимные сегменты, соединенные с приводом радиального перемещения.
Привод радиального перемещения прижимных сегментов содержит отжимное и прижимное устройства, причем отжимное устройство выполнено в виде установленных на прижимных сегментах осях подшипников, взаимодействующих с кулачком, а прижимное устройство выполнено в виде пружин со шпильками, установленными с возможностью осевого перемещения в каналах закрепленного на диске кольца, внешняя поверхность которого выполнена в виде многогранника.
Сварочный ролик снабжен приводом вращения, кинематически соединенным с приводом вращения держателя свариваемых деталей.
Прижимные сегменты снабжены направляющими стержнями, установленными с возможностью перемещения в каналах, выполненных в кольце.
Оправка под упругий элемент выполнена в виде обечайки.
Устройство снабжено установочным кольцом.
Выполнение держателя для свариваемых деталей в виде снабженного обоймой из антиадгезионного материала диска, на котором закреплена оправка под упругий элемент, и наличие примыкающих к обойме прижимных сегментов, соединенных с приводом радиального перемещения, обеспечивает сборку сопрягаемых деталей путем центровки одной из деталей (кольца) за счет упругих свойств упругого элемента при надевании его на оправку, а также центровку оболочки при надевании ее на обойму. При этом обеспечивается фиксация сопрягаемых деталей при сдвигании к центру прижимных сегментов и соединение сопрягаемых деталей кольцевым сварным швом при подведении нагретого сварочного ролика к обойме вращающегося диска. В результате повышается качество сварки и удобство сборки изделия.
Выполнение привода радиального перемещения прижимных сегментов в виде отжимного и прижимного устройств, причем отжимное устройство выполнено в виде установленных на прижимных сегментах осях подшипников, взаимодействующих с кулачком, а прижимное устройство выполнено в виде пружин со шпильками, установленными с возможностью осевого перемещения в каналах закрепленного на диске кольца, внешняя поверхность которого выполнена в виде многогранника, обеспечивает надежную фиксацию сопрягаемых деталей за счет обеспечения возможности регулирования усилия прижима с помощью пружин за счет резьбы на шпильках. При повороте кулачка прижимные сегменты могут синхронно отводиться от обоймы. Это обеспечивает повышение качества сварного шва и упрощение сборки изделия.
Снабжение сварочного ролика приводом вращения, кинематически соединенным с приводом вращения держателя свариваемых деталей, обеспечивает повышение качества сварного шва за счет нормирования сдвиговых деформаций в зоне сварки.
Снабжение прижимных сегментов направляющими стержнями, установленными с возможностью перемещения в каналах, выполненных в кольце, исключают перекосы прижимных сегментов при их подведении к обойме и отведении в крайние положения, что повышает надежность работы устройства.
Выполнение оправки под упругий элемент в виде обечайки обеспечивает размещение свариваемого изделия в полости оправки, что исключает повреждение оболочки при выполнении кольцевого шва, что также повышает надежность работы устройства.
Снабжение устройства установочным кольцом для отгиба краев одной из свариваемых деталей обеспечивает прилегание периферийной части участка кольца под сварку, что упрощает установку кромки оболочки на сопрягаемую деталь, обеспечивая удобство сборки изделия.
На чертежах изображены:
фиг.1 - вид устройства в момент установки кольца;
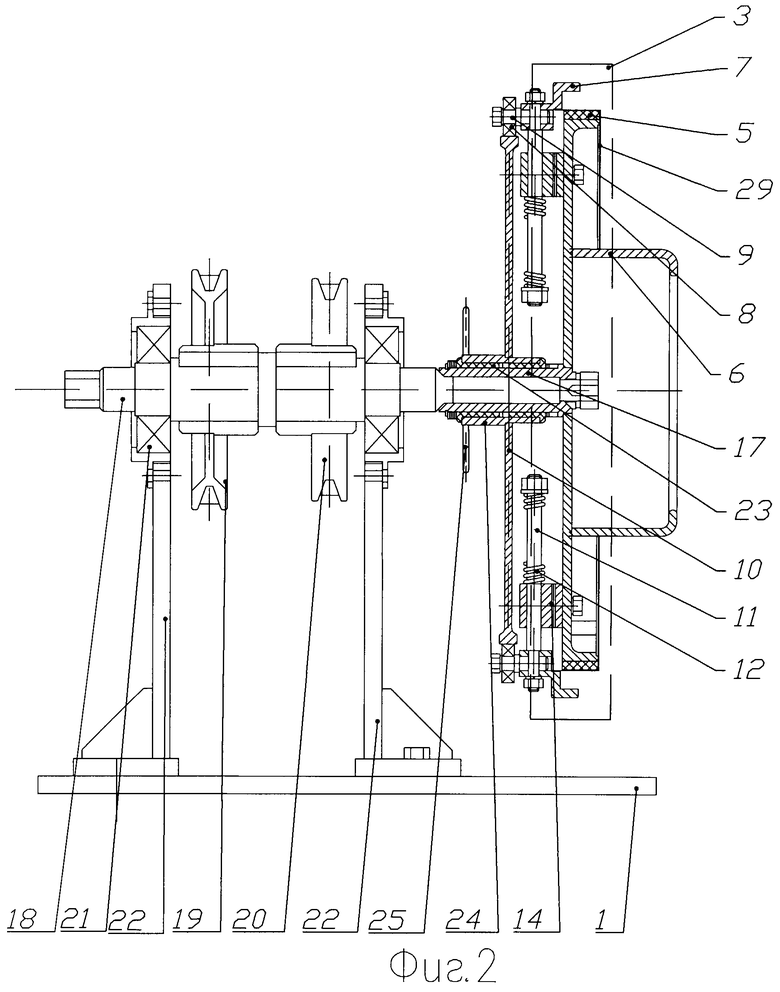
фиг.2 - то же, что на фиг.1, после отгиба краев кольца оправкой;
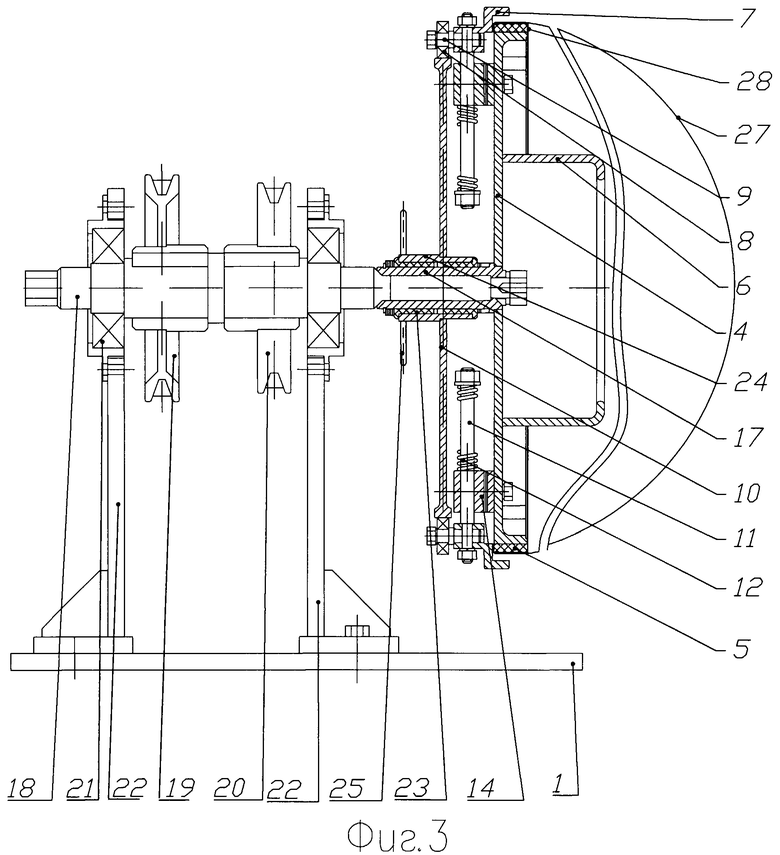
фиг.3 - то же, что на фиг.1, в момент установки на диске оболочки;
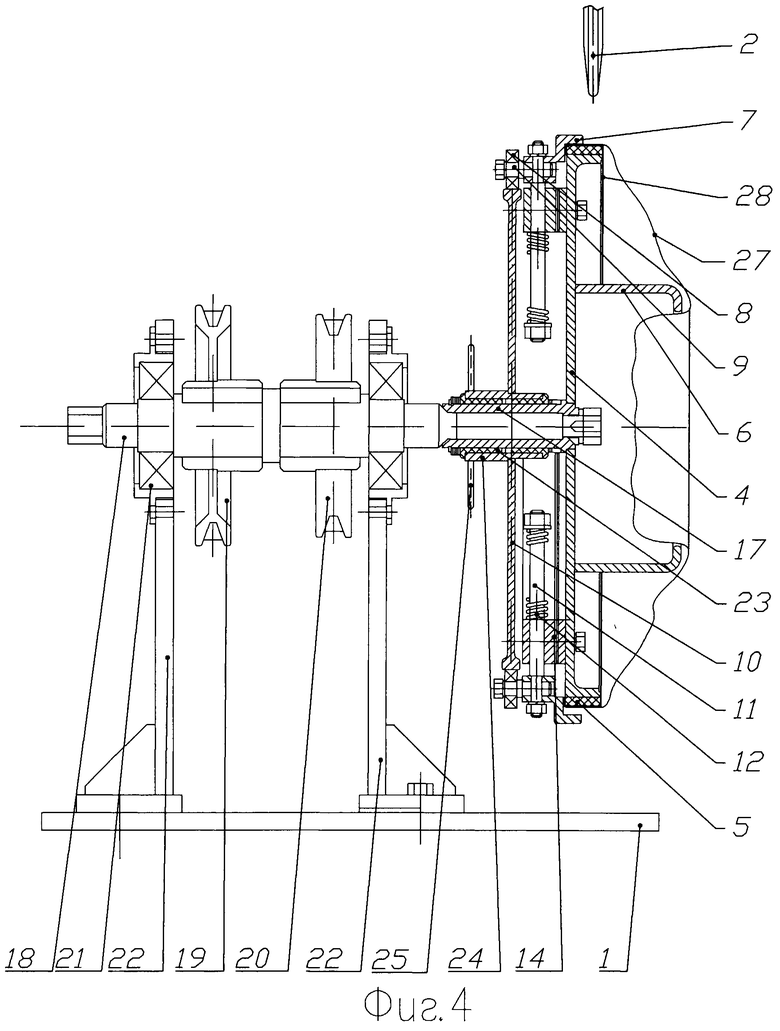
фиг.4 - вид устройства в момент сварки;
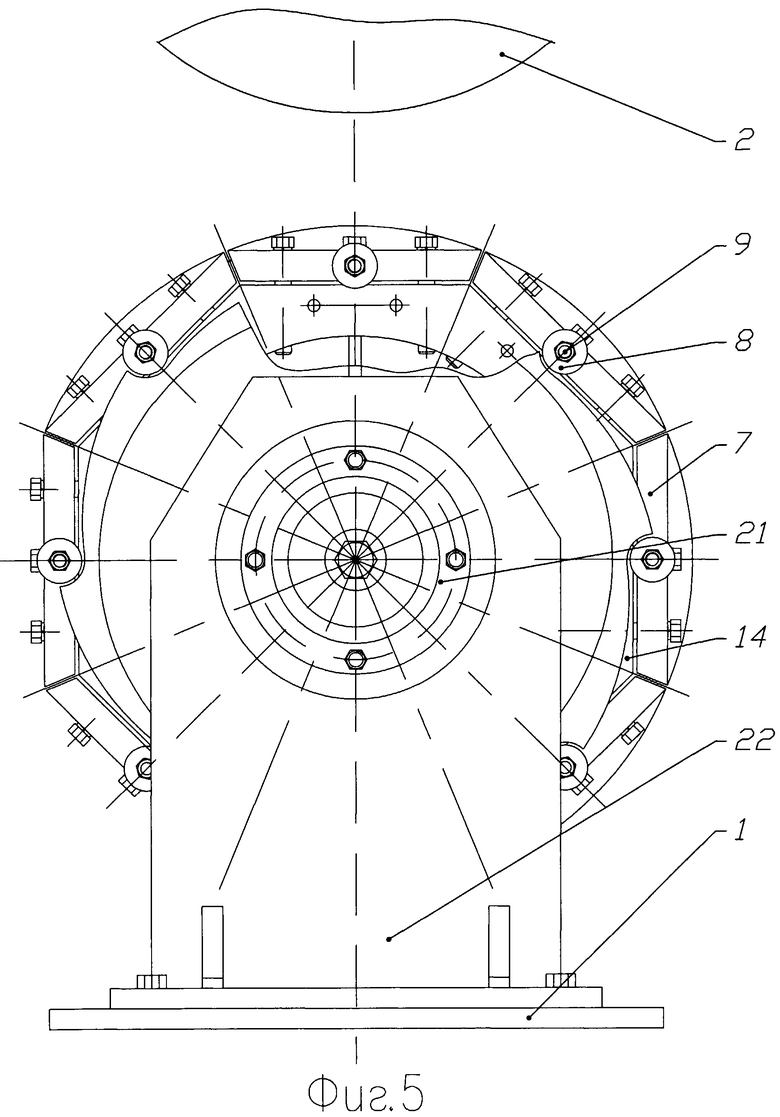
фиг.5 - вид устройства, вид со стороны вала;
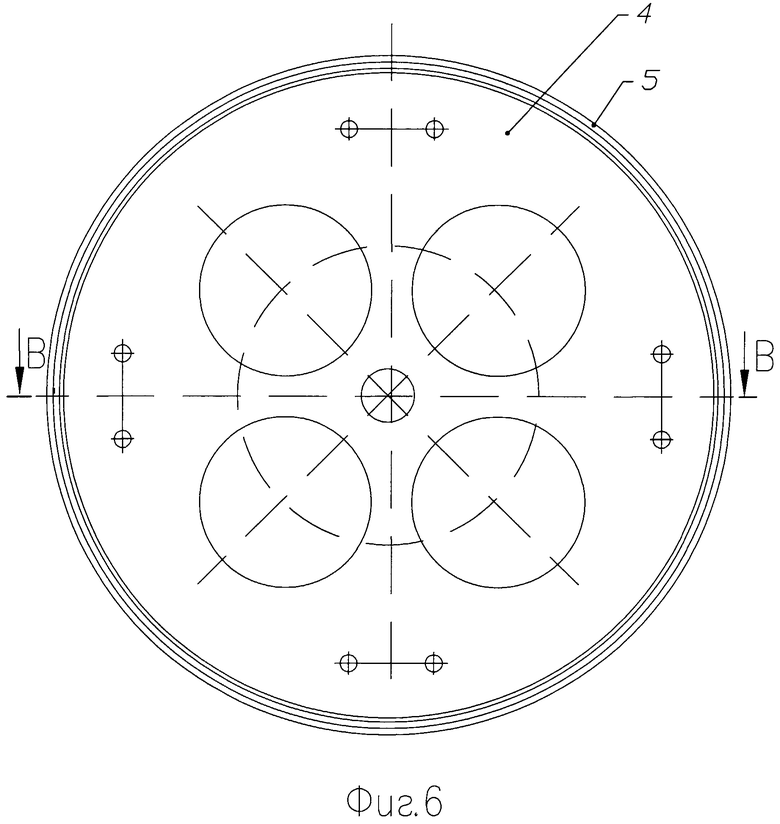
фиг.6 - конструкция диска;
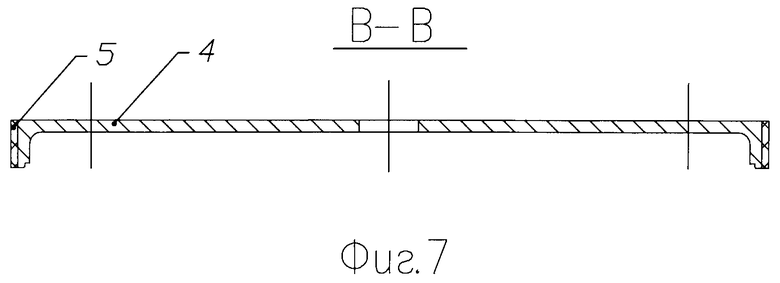
фиг.7 - то же, сечение по В-В фиг.6;
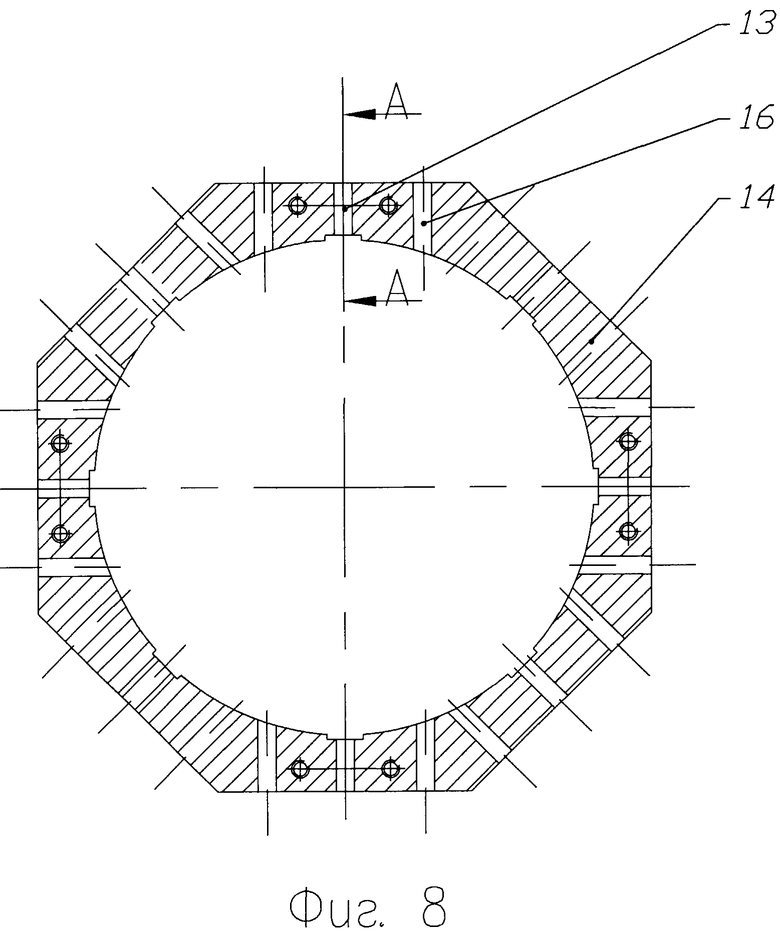
фиг.8 - конструкция кольца;
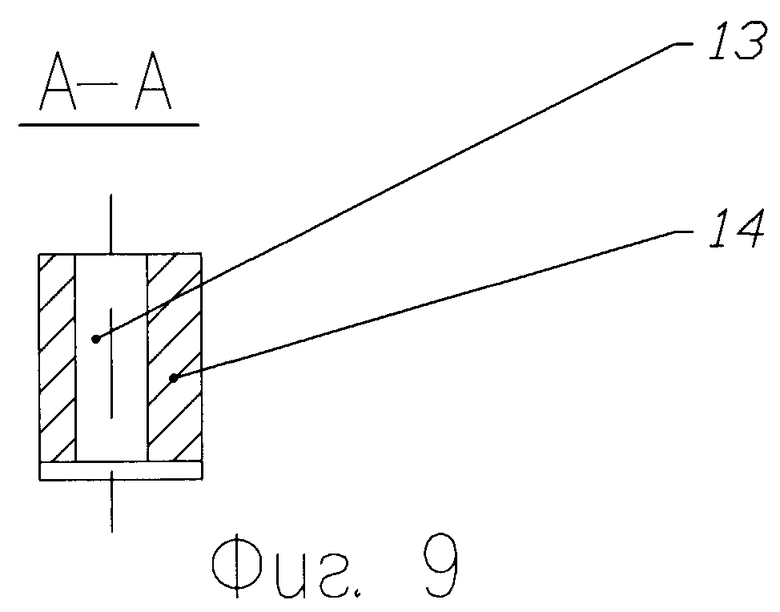
фиг.9 - то же, сечение А-А фиг.8;
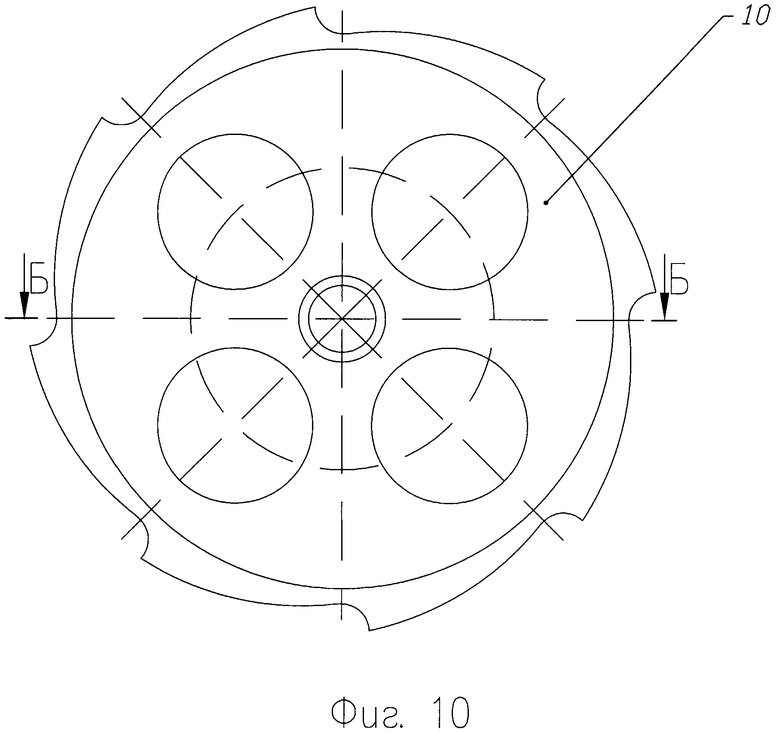
фиг.10 - конструкция кулачка;
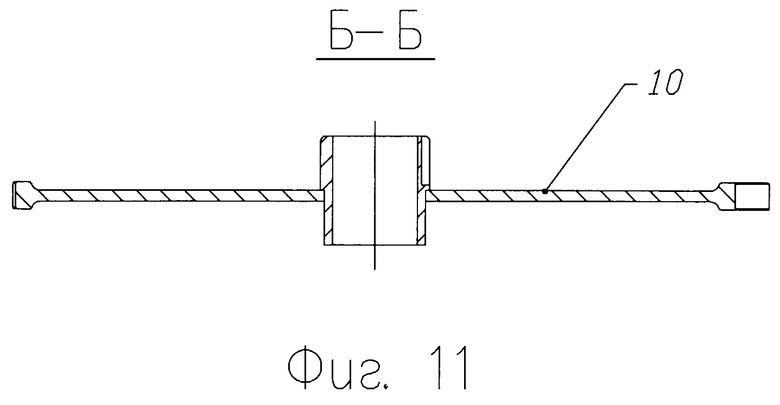
фиг.11 - то же, сечение по Б-Б фиг.10;
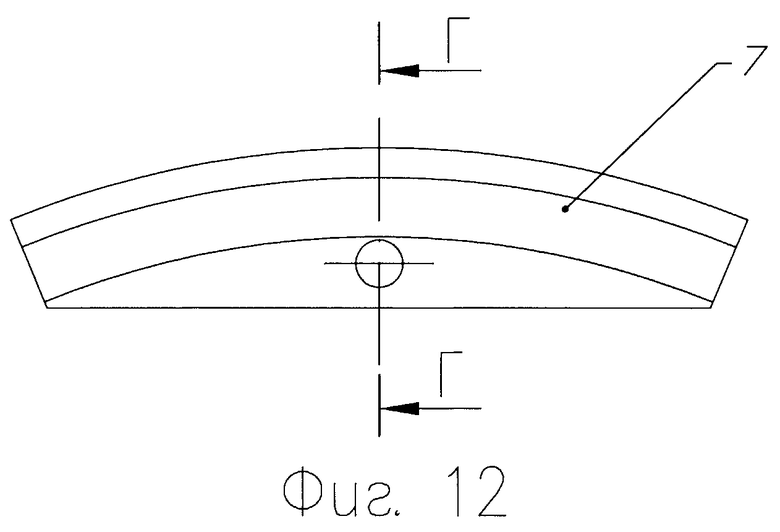
фиг.12 - конструкция прижимного сегмента;
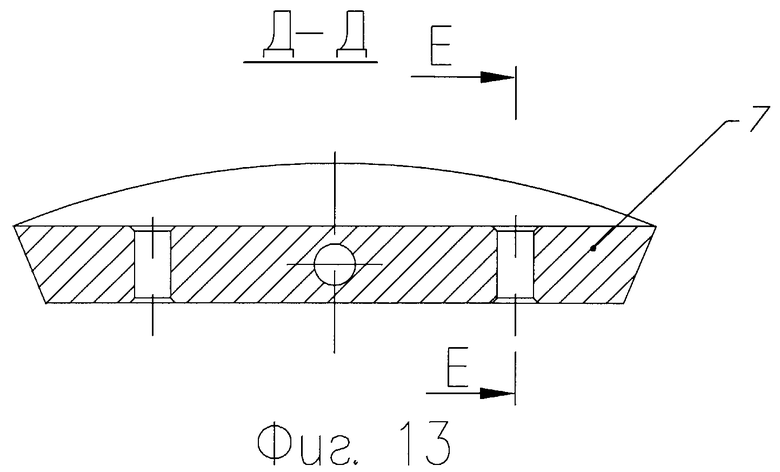
фиг.13 - то же, сечение по Д-Д фиг.14;
фиг.14 - сечение по Г-Г фиг.12;
фиг.15 - сечение по Е-Е фиг.13, показана установка направляющих стержней;
фиг.16 - общий вид свариваемого изделия, вид сбоку;
фиг.17 - то же, что на фиг.16, вид сверху;
Перечень позиций, указанных на чертежах:
1 - основание;
2 - сварочный ролик;
3 - держатель свариваемых деталей;
4 - диск;
5 - обойма;
6 - оправка;
7 - прижимной сегмент;
8 - подшипник;
9 - ось;
10 - кулачок;
11 - шпилька;
12 - пружина;
13 - центральный канал;
14 - кольцо;
15 - направляющий стержень;
16 - канал:
17 - втулка;
18 - вал;
19 - шкив привода вала;
20 - шкив привода ролика;
21 - подшипник;
22 - стойка;
23 - подшипник скольжения;
24 - втулка;
25 - привод;
26 - кольцо установочное;
27 - оболочка;
28 - кольцо;
29 - упругий элемент;
30 - центральное отверстие;
31 - сварной шов.
Устройство для сборки и сварки изделий из полимерной пленки содержит основание 1, сварочный ролик 2, держатель для свариваемых деталей 3 с приводом его вращения (не показан), держатель для свариваемых деталей 3 выполнен в виде диска 4, на котором установлена обойма 5 из антиадгезионного материала, например из листового фторопласта Ф-4, и закреплена оправка 6 в виде обечайки. К обойме 5 примыкают прижимные сегменты 7, соединенные с приводом радиального перемещения в виде отжимного и прижимного устройств. Отжимное устройство выполнено в виде установленных на прижимных сегментах 7 подшипников 8, установленных на осях 9. С подшипниками 8 взаимодействует кулачок 10. Прижимное устройство выполнено в виде шпилек 11 и пружин 12. Шпильки 11 установлены с возможностью осевого перемещения в центральных каналах 13 кольца 14, внешняя поверхность которого выполнена в виде восьмигранника. Кольцо 14 коаксиально закреплено на диске 4. Прижимные сегменты 7 снабжены также направляющими стержнями 15, установленными с возможностью перемещения в каналах 16 выполненных в кольце 14. Диск 4 закреплен на втулке 17, установленной неподвижно на валу 18, на котором также смонтированы шкив 19 привода вала 18 и шкив 20 привода сварочного ролика 3. Вал 18 установлен в подшипниках 21, запрессованных в расточках стоек 22, закрепленных на основании 1. На втулке 17 установлены подшипник скольжения 23 и втулка 24, соединенная с приводом 25. В комплект устройства включено кольцо установочное 26 для отгиба краев одной из свариваемых деталей.
На фиг.16 и 17 показан общий вид свариваемого изделия, которое представляет собой выполненную из фторопластовой пленки марки Ф-4МБ толщиной 50 мкм оболочку 27, открытая часть которой соединяется с кольцом 28, выполненным из пленки Ф-4МБ с активированной поверхностью со стороны, к которой приклеен упругий элемент 29 из латексной резины. В центре упругого элемента 29 выполнено центральное отверстие 30. Соединение оболочки 27 с неактивированной поверхностью кольца 28 выполнено сварным швом 31.
Устройство работает следующим образом.
Предварительно приводом 25 втулка 24 вместе с кулачком 10 поворачивается в положение максимального отвода подшипников 8 вместе с осями 9 от центра вращения диска 4. При этом прижимные сегменты 7 держателя свариваемых деталей 3 отводятся на максимальное расстояние от кольца 14, сжимая пружину 12 при перемещении шпилек 11, а направляющие стержни 15 выдвигаются из каналов 16. Центральное отверстие 30 упругого элемента 29 вручную растягивается и устанавливается на оправке 6, как показано на фиг.1. При этом обеспечивается центровка кольца 28 и прилегание его краев к торцу диска 4. Установочным кольцом 26 края кольца 28 отгибаются к обойме 5 под расточку прижимных сегментов 7, как показано на фиг.2, после чего приводом 25 прижимные сегменты 7 частично подводятся к оси поворота, фиксируя кромку кольца 28. Затем на отогнутых краях кольца 28 устанавливается кромка оболочки 27, как показано на фиг.3. Поворотом привода 25 втулка 17 поворачивается на подшипнике скольжения 23, при этом выступы кулачка 10 выводятся из зацепления с подшипниками 8. Под действием пружин 12 шпильки 11 перемещаются в центральных каналах 13 и прижимные сегменты 7 и их выступы прижимают края свариваемых деталей к обойме 5, фиксируя края свариваемых оболочки 27 и кольца 28, как показано на фиг.4. При перемещении прижимных сегментов 7 перекосы их устраняются направляющими стержнями 15, перемещаемыми в каналах 16 кольца 14. Свободный конец оболочки 27 заправляется в полость оправки 6, тем самым обеспечивается предохранение оболочки 27 от повреждений в процессе сварки. На этом сборка колпака перед сваркой заканчивается.
Для выполнения сварки кольцевого шва 31 включается привод вращения вала 18 от приводного механизма (не показан) через шкив привода вала 19. Вращение вала 18 осуществляется в подшипниках 21, установленных в стойках 22, закрепленных на основании 1. Вращение вала 18 передается через втулку 17 на диск 4 и соединенные с ним кольцо 14 и прижимные сегменты 7. Вращение вала 18 также передается шкиву привода 20 сварочного ролика 2. При подводе с заданным усилием (определяется опытным путем) нагретого сварочного ролика 2 к вращающемуся диску 4 оболочка 27 и кольцо 28 прижимаются к обойме 5 и в месте контакта сварочного ролика 2 формируется сварной шов 31. После окончания сварки привод вала 18 останавливается и приводом 25 вместе с втулкой 24 кулачок 10 поворачивается на подшипнике скольжения 23 в положение отведения прижимных сегментов 7. Готовое изделие снимается с оправки 6.
Предлагаемое устройство просто в аппаратурном исполнении и эксплуатации и обеспечивает сборку и сварку кольцевых швов изделий из полимерной пленки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ ПЛЕНОК | 2011 |
|
RU2500592C2 |
| ИЗОЛИРУЮЩИЙ ДЫХАТЕЛЬНЫЙ АППАРАТ | 2005 |
|
RU2323753C2 |
| СПОСОБ ПОЛУЧЕНИЯ АДСОРБЕНТА ДИОКСИДА УГЛЕРОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2502558C2 |
| Машина для контактной сварки | 1978 |
|
SU737158A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ТИПА СИЛЬФОНОВ | 1991 |
|
RU2014188C1 |
| Машина для шовной электрической сварки | 1986 |
|
SU1397223A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЦЕНТРИРОВАНИЯ СВАРИВАЕМЫХ ТОРЦОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393947C2 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ И КОЛЬЦЕВОЙ СВАРКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2024 |
|
RU2840538C1 |
| Установка для сварки сильфонов | 1982 |
|
SU1069970A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2014 |
|
RU2562200C1 |
Устройство предназначено для сборки и сварки кольцевым швом изделий из полимерной пленки в виде мешков и оболочек с привариваемым кольцом, имеющим упругое кольцо на его активированной поверхности. Устройство содержит основание 1, сварочный ролик 2, держатель 3 для свариваемых деталей с приводом его вращения. Держатель 3 для свариваемых деталей выполнен в виде снабженного обоймой 5 из антиадгезионного материала диска 4, на котором закреплена оправка 6 под упругое кольцо 29. При этом к обойме 5 для свариваемых деталей примыкают прижимные сегменты 7, соединенные с приводом радиального перемещения. Устройство обеспечивает повышение удобства сборки и повышение качества сварки. 5 з.п ф-лы, 17 ил.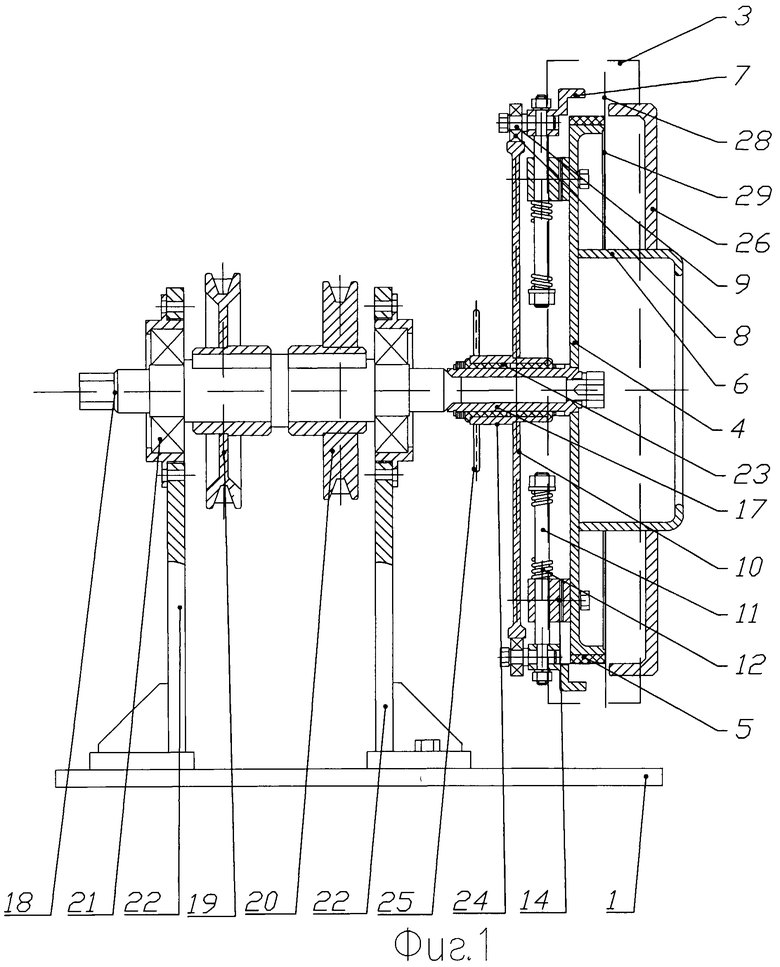
1. Устройство для сборки и сварки кольцевым швом изделий из полимерной пленки в виде мешков и оболочек с привариваемым кольцом, имеющим упругое кольцо на его активированной поверхности, включающее основание, сварочный ролик, держатель для свариваемых деталей с приводом его вращения, отличающееся тем, что держатель для свариваемых деталей выполнен в виде снабженного обоймой из антиадгезионного материала диска, на котором закреплена оправка под упругое кольцо, при этом к обойме для свариваемых деталей примыкают прижимные сегменты, соединенные с приводом радиального перемещения.
2. Устройство для сборки и сварки изделий из полимерной пленки по п.1, отличающееся тем, что привод радиального перемещения прижимных сегментов содержит отжимное и прижимное устройства, причем отжимное устройство выполнено в виде установленных на прижимных сегментах осях подшипников, взаимодействующих с кулачком, а прижимное устройство выполнено в виде пружин со шпильками, установленными с возможностью осевого перемещения в каналах закрепленного на диске кольца, внешняя поверхность которого выполнена в виде многогранника.
3. Устройство для сборки и сварки изделий из полимерной пленки по п.1 или 2, отличающееся тем, что прижимные сегменты снабжены направляющими стержнями, установленными с возможностью перемещения в каналах, выполненных в кольце.
4. Устройство для сборки и сварки изделий из полимерной пленки по п.1, отличающееся тем, что сварочный ролик снабжен приводом вращения, кинематически соединенным с приводом вращения держателя свариваемых деталей.
5. Устройство для сборки и сварки изделий из полимерной пленки по п.1, отличающееся тем, что оправка под упругий элемент выполнена в виде обечайки.
6. Устройство для сборки и сварки изделий из полимерной пленки по п.1, отличающееся тем, что устройство снабжено установочным кольцом.
| RU 2056239 С1, 20.03.1996 | |||
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ТИПА СИЛЬФОНОВ | 1991 |
|
RU2014188C1 |
| SU 1790514 A3, 23.01.1993 | |||
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |

