Изобретение касается переработки пластмасс и может найти применение в процессах производства стеклопластиковых изделий методом намотки.
Известна оправка для изготовления изделий стеклопластика, состоящая из разборной цилиндрической обечайки и концевых полусфер, закрепляемых на центральном валу при помощи распорных стоек.
Предлагаемая оправка отличается от известной тем, что с целью ускорения и облегчения процесса разборки оправки распорные стойки снабжены с торцов сферическими головками, одна из которых выполнена подвижной, и подпружиненной, входящими в сферически.е углубления, расположенные на центральном валу и цилиндрической обечайке.
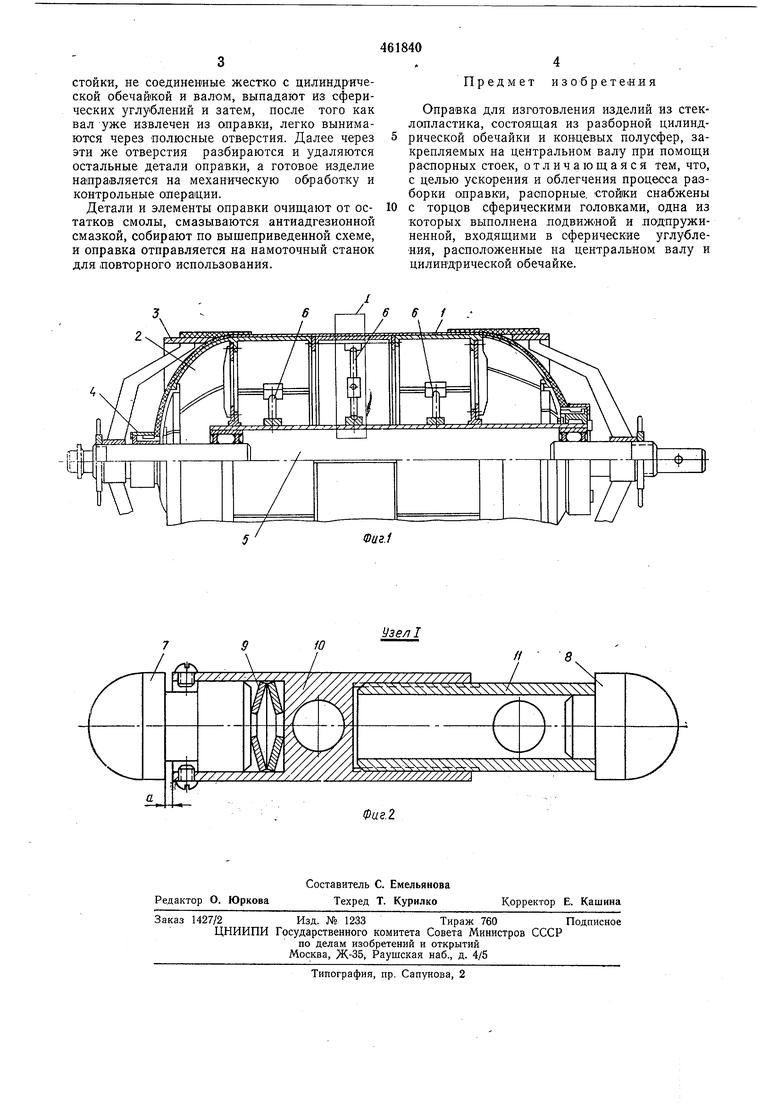
На фиг. 1 изображена предлагаемая оправка; на фиг. 2 - узел I на фиг. 1.
Предлагаемая оправка состоит из разборной цилиндрической обечайки 1, концевых полусфер 2, обечайки 3 для намотки «юбок, ряда установочных и опорных втулок 4, закрепленных на центральном валу 5 при помощи распорных стоек 6, содержащих две сферические головки 7 и 8, пружину 9, например, тарельчатого типа, корпус 10 и резьбовую часть 11.
Сборка оправки производится на специальном сборочном стенде, в который устанавливается центральный вал 5 оправки. На-1вал.
надеваются заранее собранная одна кольцевая полусфера 2, установочные и опорные втулки 4, затем « полусфере прикрепляется с помощью болтов и щтифтов первое сборное кольцо цилиндрической обечайки 1, под каждый разборный элемент которого устанавливается распорная стойка 6 так, что одна ее сферическая головка упирается в полусферическую ячейку в середине каждого элемента
цилиндрической обечайки, а другая - в ячейку в олорной втулке вала. Затем стойку разжимают, вращая ее резьбовую часть до создания.осевого расчетного усилия, гарантирующего необходимую жесткость оправки и
сохранение ее геометрической формы в процессе изготовления изделия. Величина усилия точно контролируется замером зазора а (см. фиг. 2). Таким же образом устанавливаются остальные, состоящие из скрепленных элементов кольца цилиндрической обечайки, затем одевается вторая сборная концевая полусфера 2 и весь набор стягивается подвижными гайками. После этого производится намотка основного корпуса изделия, установка обечаек
3 для намотки «юбок, намотка «юбок, термообработка изделия.
При разборке оправки центральный вал 5 ocвoбoждaetcя от законцовочных установочных втулок и подвижных гаек, а затем вынимается из оправ,ки на специальном гидросъемнвке. При вытаскивании вала распорные
стойки, не соединенные жестко с цилиндрической обечайкой и валом, выпадают из сферических углублений и затем, после того как вал уже извлечен из оправки, легко вынимаются через полюсные отверстия. Далее через эти же отверстия разбираются и удаляются остальные детали оправки, а готовое изделие на правляется на механическую обработку и контрольные операции.
Детали и элементы оправки очищают от остатков смолы, смазываются антиадгезионной смазкой, собирают по вышеприведенной схеме, и оправка отправляется на намоточный станок для повторного использования.
Предмет изобретедия
Оправка для изготовления изделий из стеклопластика, состоящая из разборной цилиндрической обечайки и ковцевых полусфер, закрепляемых на центральном валу при помощи распорных стоек, отличающаяся тем, что, с целью ускорения и облегчения процесса рааборкн оправки, распорные, стойки снабжены с торцов сферическими головками, одна из которых выполнена подвижной и подпружиненной, входящими в сферические углубления, расположенные на центральном валу и цилиндрической обечайке.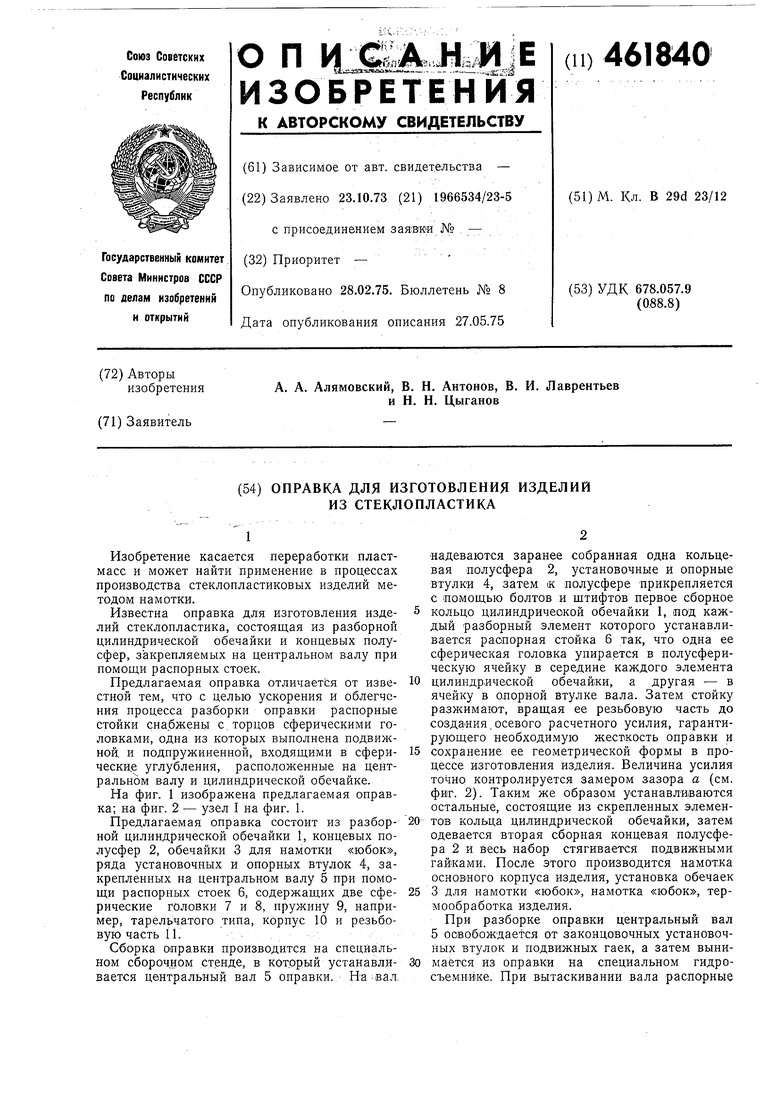
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для изготовления изделий из стеклопластика методом намотки | 1977 |
|
SU642197A1 |
| РАЗБОРНАЯ ОПРАВКА | 2012 |
|
RU2504471C1 |
| Разборная оправка для изготовления крупногабаритных оболочек из композиционных материалов с профилированной внутренней полостью | 2016 |
|
RU2629081C1 |
| Оправка | 1977 |
|
SU713693A1 |
| ЛИНЕЙНЫЙ ЭЛЕМЕНТ СБОРНО-РАЗБОРНОГО ТРУБОПРОВОДА | 2014 |
|
RU2543921C1 |
| РАЗБОРНАЯ ОПРАВКА ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2015 |
|
RU2593447C1 |
| Оправка для изготовления оболочек методом намотки | 1984 |
|
SU1235750A1 |
| Оправка для изготовления армированных труб | 1977 |
|
SU628098A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
| Сжимаемая оправка | 1975 |
|
SU643361A1 |
