Изобретение относится к способам термической обработки и деформирования металла при многоступенчатой технологии.
Целью изобретения является снижение трудоемкости и повышение точности определения параметров обработки металла.
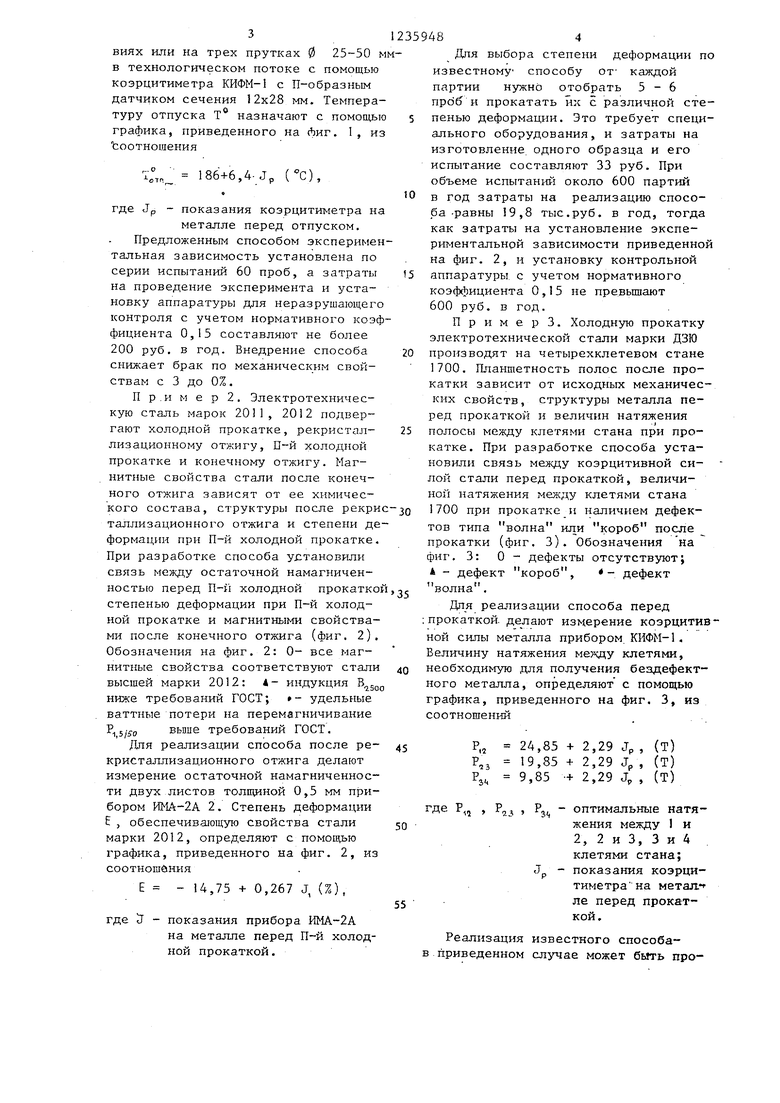
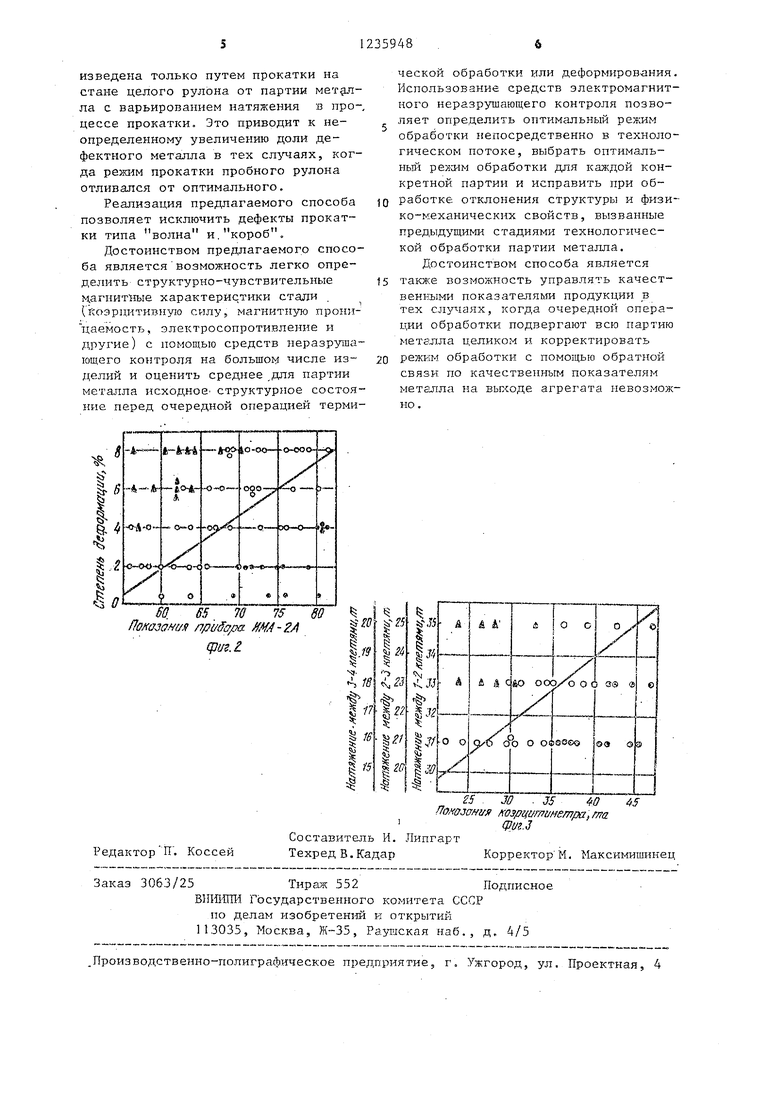
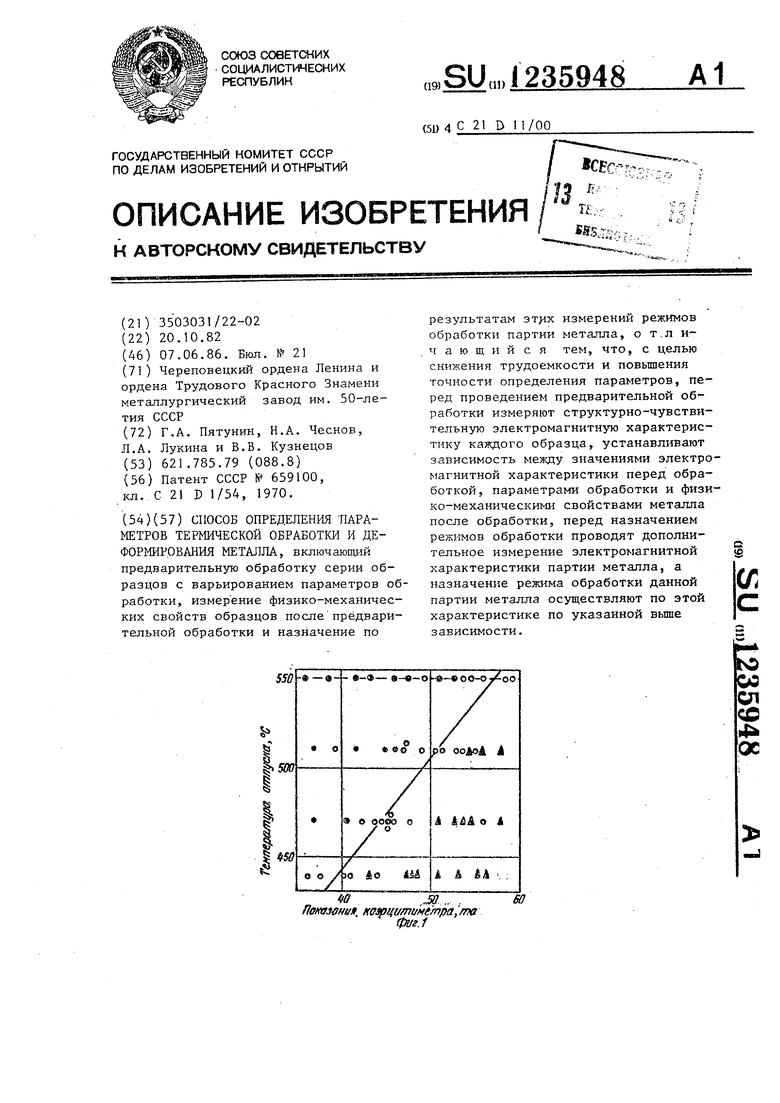
На фиг. 1 представлена связь между коэрцитивной силой (показаниями прибора КИФМ-1) перед отжигом, температурой отжига и .механическими свойствами после отжига стали марок ЗОХ, 35Х, 40Х, 45Х; на фиг. 2 - связь между остаточной намагничен- йостью (показаниями прибора ИМА-4) перед Ц- холодной прокаткой, степенью деформации при II холод гой прокатке и магнитными свойствами стали марок 2011, 2012 после II холодной прокатки и отжига; на фиг.З связь между коэрцитивной силой (показаниями прибора ) перед отжигом, натяжением полосы меходу клетями стана при прокатке и планшет- ностью холоднокаташюго металла после прокатки.
Изобретение осуществляется следую щим образом.
Дня разработки предложенного способа применительно к конкретной технологической операции отбирают серию в 50-100 образцов, измеряют структурно-чувствительные электромагнитные характеристики и обрабатывают их,,1 варьируя режим обработки. В результате такого эксперимента устнавливают эмпирическую зависимость между электромагнитными характеристиками металла перед обработкой, параметрами обработки и физико-механическими свойствами или другими качественными показателями металла после обработки. В дальнейшем эта экспериментальная зависимость используется для назначения оптимального режима обработки по величине эле1 тромагнитных характеристик для сколь угодно большого количества п;гртий. Отбор и испытание пробных о(5разцов от этих партий после реализации способа исключается, так как эти трудоемкие операции заменяются оперативным измерением электромагнитных характеристик металла.
Для реализации предложенного способа перед очередной операцией обработки партии метатла измеряют электромагнитные характеристики в нескольких точках партии. Количество измерений зависит от неоднородности свойств металла в пределах партии
и, как превило, не превышает 10 измерений. Затем, пользуясь одной их экспериментальных зависимостей, определяют оптимальное значение параметра обработки и всю партию обрабатывают в выбранном таким образом оп тимал ь ном р ежиме.
Пример 1. Хромистые стали морок ЗОХ, 35Х, 40Х, 45Х подвергают закалке и последующему отпуску с
5 целью получения требуемых механических свойств. Свойст ва стапи после отпуска зависят от ее химического состава, структзфного состояния после закалки, температуры и времени
0 отпуска. При разработке способа установили зкспериментальную связь между коэрцитивной силой перед отпуском, механическими свойствами после отпуска и температурой отпуска (фиг.1).
5 Обозначения на фиг. 1:0- все механические свойства удовлетворяют тре-- бованиям ГОСТ; «- брак по пределу текучести или временному сопротивлению 6g , - брак по относи0 тельному удлинению 8
Для экспериментального установления зависимостей обработано с варьированием температуры отпуска 60 образцов. Время для электромагнитных измерений и выбора оптимальной температуры отпуска одной партии составляет не более 3-5 мин, тогда как для выбора рей;нма отпуска ;по известному способу требуется отобрать от каждой партии достаточно большое количество- -(4-5) закаленньк проб,, отпустить их з - печи при разных температурах, изготовить и испытать образцы и выбрать
j оптимальную температуру, при которой отпускался образец с удовлетворительными механическими свойствами. Эти операции занимают около суток, а затраты на-изготовление и испытание одного образца составляют .около 8 руб. В испытывают около 105.0 партий хромистых сталей. Затраты на реализац.ию известного способа составляет 8,4 тыс,руб. в год.
Для реализации способа после закалки измеряют коэрцитивную силу металла на одном образце размером 10x10x150 мм - в лабораторных усло5
0
ВИЯХ или на трех прутках 0 25-50 мм- в технологическом потоке с помощью коэрцитиметра КИФМ-1 с П-образным датчиком сечения 12x28 мм. Температуру отпуска Т® назначают с помощью графика, приведенного на Лиг. 1, из Ъоотношения
186+6,4. JP (°С),
где JP - показания коэрцитиметра на металле перед отпуском.
Предложенным способом экспериментальная зависимость установлена по серии испытаний 60 проб, а затраты на проведение эксперимента и установку аппаратуры для неразрушающего контроля с учетом нормативного коэффициента 0,15 составляют не более 200 руб, в год. Внедрение способа сР1ижает брак по механическим свойствам с 3 до 0%,
П р.и м е р 2, Электротехническую сталь марок 2011, 2012 подвергают холодной прокатке, рекристал- лизационному отжигу, П-й холодной прокатке и конечному отжигу. Магнитные свойства стали после конечного отжига зависят от ее химического состава, структуры после рекри таллизационного отжига и степени деформации при П-й холодной прокатке. При разработке способа у.тановили связь между остаточной намагниченностью перед n-ii холодной прокатко степенью деформации при П-й холодной прокатке и магнитными свойствами после конечного отжига (фиг. 2). Обозначения на фиг. 2: О- все магнитные свойства соответствуют стали высшей марки 2012 : 4 - индукция ниже требований ГОСТ; - удельные ваттные потери на перемагничивание Eis/jfo вьше требований ГОСТ.
Для реализации способа после ре- кристаллизационного отжига делают измерение остаточной намагниченности двух листов толщиной 0,5 мм прибором ША-2А 2. Степень деформации Е , обеспечивающую свойства стали марки 2012, определяют с помощью графика, приведенного на фиг. 2, из соотношения
Е - 14,75 + 0,267 J, (%),
где 3 - показания прибора ИМА-2А
на металле перед П-й холодной прокаткой.
$
0
5 0
5 о f
Для выбора степени деформации по известному способу от- каждой партии нужно отобрать 5-6 npd6 и прокатать их с различной степенью деформации. Это требует специального оборудования, и затраты на изготовление одного образца и его испытание составляют 33 руб. При объеме испытаний около 600 партий в год затраты на реализацию способа -равны 19,8 тыс.руб. в год, тогда как затраты на установление экспериментальной зависимости приведенной на фиг. 2, и установку контрольной аппаратуры с учетом нормативного коэффициента 0,15 не превышают 600 руб. в год.
П р и м е р 3. Холодную прокатку электротехнической стали марки ДЗЮ производят на четырекклетевом стане 1700. Планитетность полос после прокатки зависит от исходных механичес- кнх свойств, структуры металла перед прокаткой и величин натяжения полосы между клетями стана при прокатке. При разработке способа установили связь между коэрцитивной силой стали перед прокаткой, величиной натяжения между клетями стана I700 при прокатке и наличием дефектов типа волна или короб после прокатки (фиг. 3). Обозначения на фиг. 3: О - дефекты отсутствуют; - дефект короб, - дефект волна.
Для реализации способа перед :прокаткой, делают измерение коэрцитивной силы металла прибором. КИФМ-1. Величину натяжения клетями, необходимую для получения бездефектного металла, определяют с помощью графика, приведенного на фиг. 3, из соотношений
Р,, 24,85 + 2,29 Jp , (т) Р„ 19,85 + 2,29 JP , (Т) PJ, 9,85 + 2,29 JP , (Т)
где Р,, , Р,,,, , Pj - оптимальные натяжения между 1 и 2, 2 и 3, 3 и 4 клетями стана; JP - показания коэрци- тиметра на MSTajf ле перед прокаткой,
Реализация известного способа- в приведенном случае может быть произведена только путем прокатки на стане целого рулона от партии ла с варьированием натяжения в про-, цессе прокатки. Это приводит к неопределенному увеличению доли дефектного металла в тех , когда режим прокатки пробного рулона отливался от оптимального.
Реал1изация предлагаемого способа позволяет исключить дефекты прокатки типа волна и.короб.
Достоинством предлагаемого способа является возможность легко определить структурно-чувствительные нагнитные характеристики стали . (йоэриитивнуто силу, магнитную прони- цаемость, электросопротивление и другие) с помощью средств неразрушающего контроля на большом числе изделий и оценить среднее ,для партии металла исходное структурное состояние перед очередной операцией терми- -. « . W i5 QV
Показ am я . ф1/.1
Редактор П. Коссей
25 . JO . JS 0 45 noKOJaffUf козщ1/гт метпа,гт Фиг.З
Составитель И. Липгарт
Техред В.КадарКорректор М, Максимишинец
Заказ 3063/25Тираж 552Подписное
ВНШШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-Э5, Раухиская наб., д. 4/5
.Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ческой обработки или деформирования. Использование средств электромагнитного неразрушающего контроля позволяет определить оптимальный режим обработки непосредственно в технологическом потоке, выбрать оптималь- ньш режим обработки для каждой конкретной партии и исправить при об- 0 работке отклонения структуры и физи- ко-м;еханических свойств, вызванные предыдущими стадиями технологической обработки партии металла.
Достоинством способа является также возможность управлять качественными показателями продукции в тех сл1 чаях, когда очередной операции обработки подвергают всю партию металла целиком и корректировать режим обработки с помощью обратной связи по качественным показателям металла на вькоде агрегата невозможно.
5
0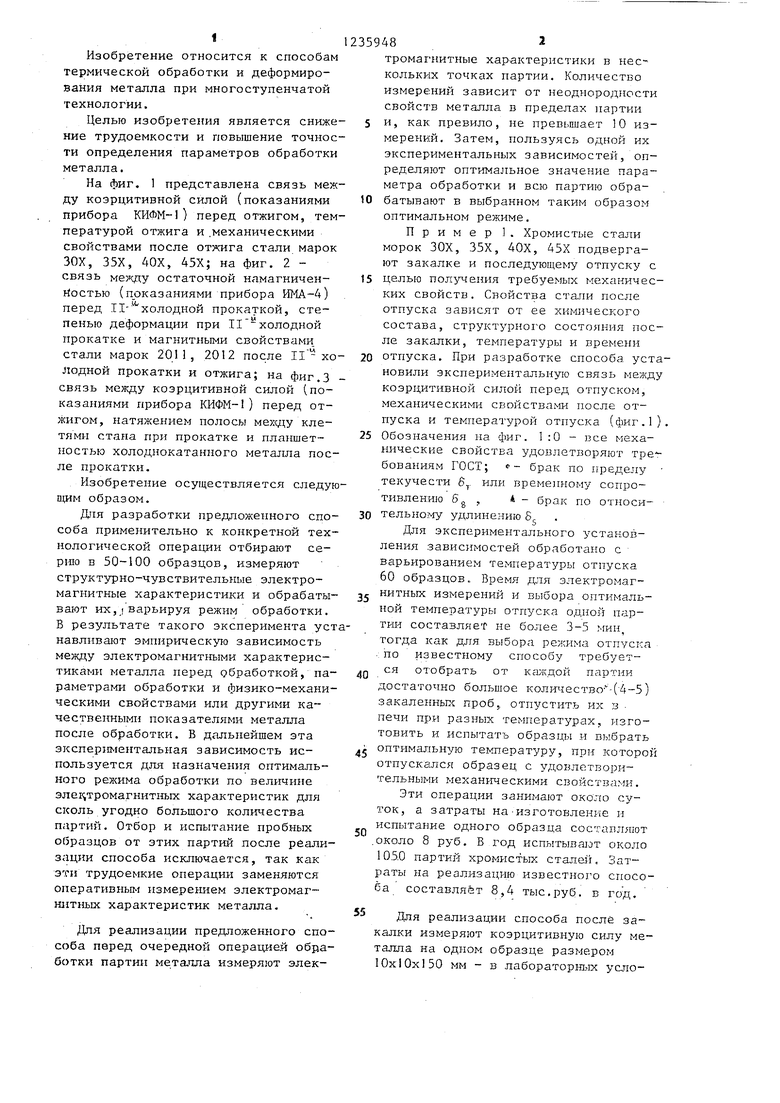
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛУОБРАБОТАННОЙ ЛЕГИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2013 |
|
RU2529326C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2003 |
|
RU2233892C1 |
| Способ прокатки слябов | 1990 |
|
SU1787602A1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ЛИСТОВОЙ СТАЛИ | 2005 |
|
RU2288281C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРУКТУРНО-ОРИЕНТИРОВАННОЙ СТАЛЬНОЙ МАГНИТНОЙ ПОЛОСЫ | 2006 |
|
RU2407807C2 |
| СПОСОБ ПРОИЗВОДСТВА КИНЕСКОПНОЙ ПОЛОСЫ | 2002 |
|
RU2223335C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ПОЛОС ДЛЯ МАГНИТНЫХ ЭКРАНОВ | 2002 |
|
RU2223334C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОС ХОЛОДНОКАТАНОГО ЛИСТОВОГО ПРОКАТА ДЛЯ ЭМАЛИРОВАНИЯ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ТИПА 08, ЛЕГИРОВАННОЙ ФОСФОРОМ (0,04 - 0,10 МАС.%) И АЛЮМИНИЕМ (0,02 - 0,08 МАС.%) | 1992 |
|
RU2010634C1 |
| Способ регулирования процесса прокатки стальной полосы на непрерывном многоклетевом стане | 1981 |
|
SU995923A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ВАЛКА | 2004 |
|
RU2278751C1 |
| Способ определения параметров термической обработки и деформирования | 1971 |
|
SU659100A3 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
