Известно, что сварные соединения железобетонных конструкций при статической нагрузке имеют высокую прочность, что обеспечивает достижение равнонрочности узлов и стыков в сварной арматуре. Однако прочность таких соединений нри неременной нагрззке недостаточна, что обусловливается геометрической формой сварных соединений, отличающихся наличием довольно острых концентраторов напряжений.
Предлагаемый способ контактной сварки арматурных стержней встык или вкрест новышает вибрационную прочность сварного соединения по сравнению с известными способами.
Это достигается тем, что перед сваркой или после сварки сварное соединение подвергают обжатию в формах, придающих местам усиле-. ния сечения плавные очертания.
Способ может быть выполнен в двух вариантах.
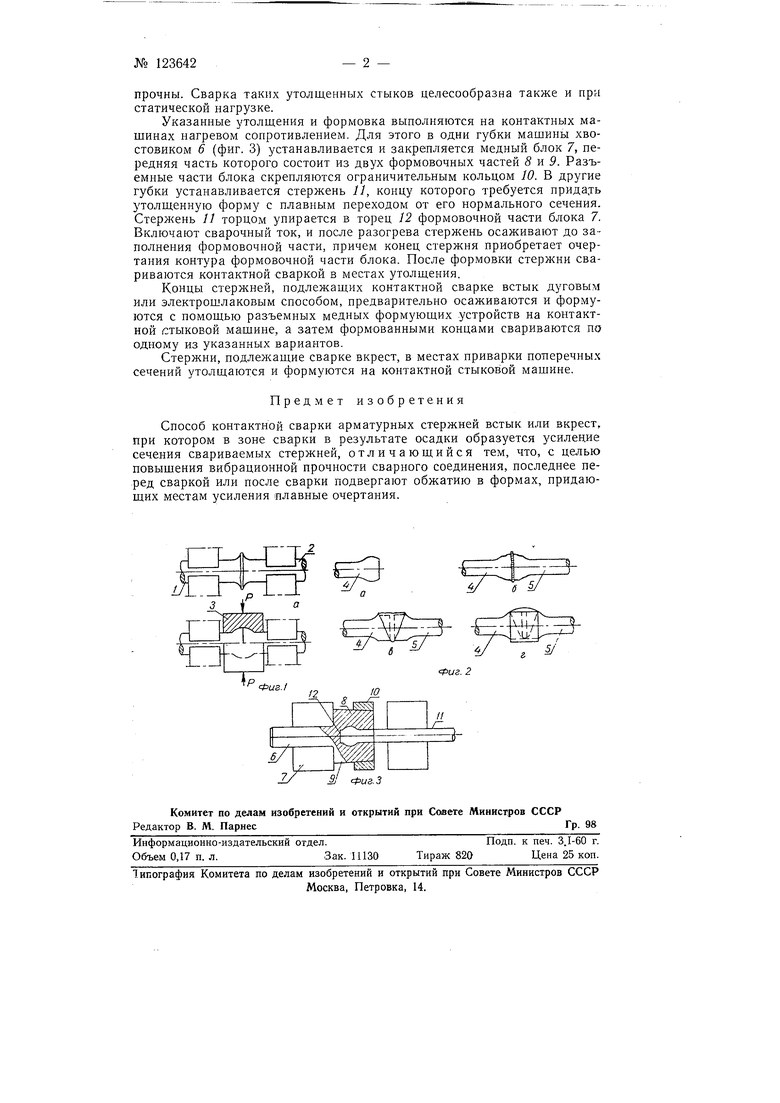
На фиг. 1 приведена схема, поясняющая осуществление способа по одному варианту; на фиг. 2 и 3-схемы, поясняющие осуществление способа по другому варианту.
Контактная сварка по первому варианту производится следующим образом. Сварка стыков арматурных стержней / и 2 вынолняется в два этажа на модернизированных контактных стыковых мащинах, снабженных формующим устройством 3. Вначале производится контактная сварка стержней 1 и 2 (позиция а па фиг. 1), а затем сваренный и находящийся в раскаленном состоянии стык обжимается с помощью усилий Р формующим устройством 3. При эгом стыку придается форма с плавными переходами, которая обеспечивает устранение острых концентраторов напряжений. Формовка может производиться с дополнительным нагревом стыка током стыковой машины.
Контактная сварка цо второму варианту осуществляется следующим путем.
Арматурные стальные стержни 4 и 5 в местах сварки утолщаются, а утолщенные части стержней формуются (фиг. 2, позиции аи в). Затем стержни свариваются в местах утолщения (фиг. 2, позиции б и г). В результате неровности сварных соединений оказываются расположенными в усиленном сечении, и при переменной нагрузке эти соединения более
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной стыковой сварки | 1991 |
|
SU1834768A3 |
| Способ количественного определения склонности арматурной стали к образованию горячих трещин при сварке | 1956 |
|
SU111933A1 |
| Способ изготовления образцов для определения свойств металла сварных швов тонкостенных соединений | 1949 |
|
SU86450A1 |
| Способ контактной точечной сварки пересекающихся стержней | 1972 |
|
SU455825A1 |
| Способ сварки в стык | 1947 |
|
SU87719A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2427456C1 |
| Захваты к разрывной машине | 1955 |
|
SU115014A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2455135C1 |
| СБОРНАЯ ЖЕЛЕЗОБЕТОННАЯ КОЛОННА, СТЫКОВОЕ СОЕДИНЕНИЕ КОЛОНН И СПОСОБ ВЫПОЛНЕНИЯ СТЫКОВОГО СОЕДИНЕНИЯ | 2003 |
|
RU2244789C1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2428292C1 |
