Изобретение относится к способам сварки в стык с образованием шва за счет основного металла.
Известные способы сварки подобного рода требуют предварительной специальной обработки кромок и не обеспечивают достаточной прочности иша.
В оиисываемом способе указанные недостатки устранены благодаря тому, что кромки свариваемого изделия собирают в стык, ставят точечные прихватки и расплавляют металл кромки вдоль по линии стыка.
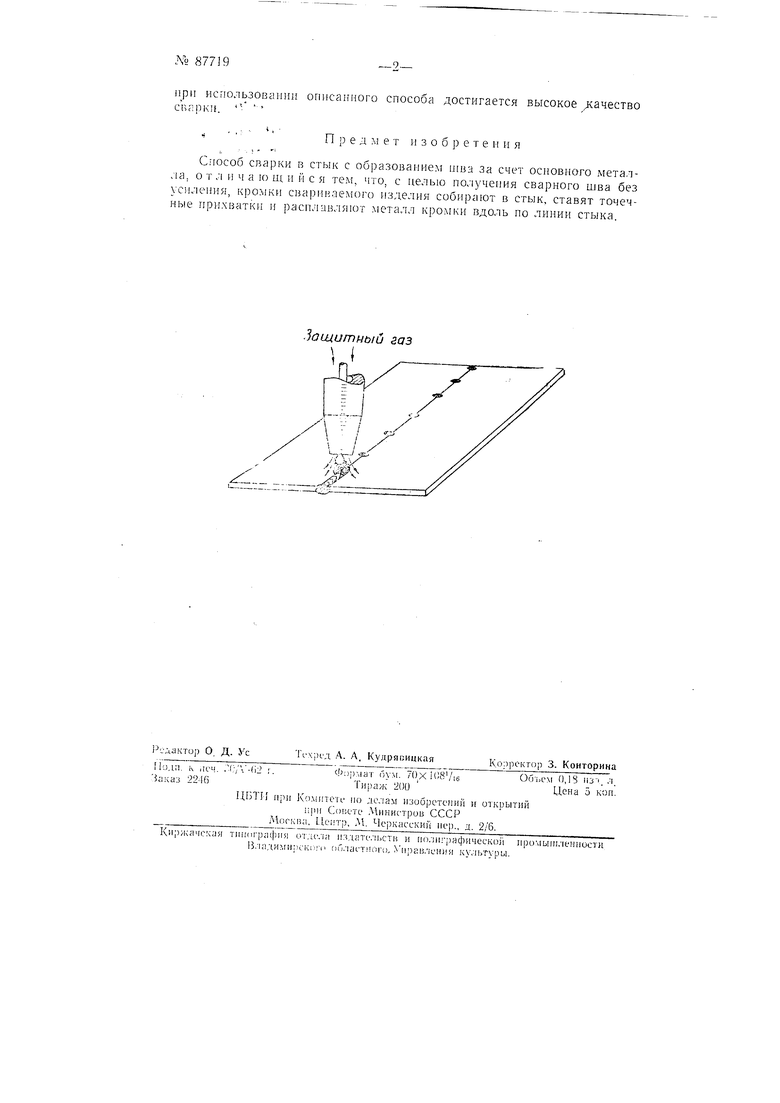
На чертеже схематически изображено свариваемое изделие в момеит сварки но иредлагаемо:,у способу.
Кромки листов, иодлежан1,их сварке, собирают в стык и соединяют прихватками на точечио мап1ине. Сварные точки располагаются посередине между листами так, что лииия стыка является осью точек. Прихватки можио выполнять также дуговой электросваркой угольным элекгродом, кислородно-ацетиленовым пламенем или каким-либо иным источником тепла.
После прихватки соединения проплавляют обе прихваченные кромки. Лучн1ее и более однородное качество сое.тинения получается при равномерной и достаточио больпюй скоростп перемещения источника тепла, поэтому наиболее рационально сварку таких соедииений производить мехаиизированиым сиособом. Отсутствие утоичений в месте соединения при правильпом режиме пронедення сварки объясияетея осадкой разогретых слоев металла. Поэтому описанньи способ наиболее применнм для соединения металлов с высоким коэффициеитом .чииейного распиреиия, в частности для соедпиення нержавек иикх и жароупорных . сплавов. Среди другпх факторов на качество металла И1ва влияет также иитенсивность окислительных реакцп11. Чем меньше ванна, т. е. поверхность расплавленного металла, тем меньше интенсивность возде11ствия нп него кислорода воздуха. При отсутствии присадочного металла размеры сварочио ванны минимальны, поэтому
iipii использогзаннл описанного спосооа свлпки.
П р е д м е т 11 3 о б ) е т е и н я
Способ сварки в стык с образованием нша за счет основного метал.13. о т .I и ч а ю щ 11 и с я тем, что, с целью по.чучения сварного шва без усн.1ения, кромки сварир-аемого изделия собирают в стык, ставят точечные прихватки и раснлнБляют .металл кромки вдоль но линии стыка.
достигается высокое качество
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления образцов для определения свойств металла сварных швов тонкостенных соединений | 1949 |
|
SU86450A1 |
| Способ аргонодуговой сварки | 1947 |
|
SU78667A1 |
| Способ аргоно-дуговой сварки | 1947 |
|
SU76458A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ | 1999 |
|
RU2158662C2 |
| ГЕРМЕТИЧНЫЙ КОРПУС ВЫСОКОВАКУУМНОГО ПРЕЦИЗИОННОГО ПРИБОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2356126C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ТРУБ ИЗ ШТАМПОВАННЫХ ПОЛУПАТРУБКОВ | 2008 |
|
RU2410220C2 |
| СТЫКОВОЕ ЗАМКОВОЕ СОЕДИНЕНИЕ | 1990 |
|
SU1697347A1 |
| Способ дуговой ванной сварки стержней | 1955 |
|
SU105889A1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
