1
Изобретение относится к производству строительных металлических конструкций, в частности решетчатых стальных или арматурных многостержневых каркасов.
Известен способ контактной точечной сварки -пересекающихся стержней круглого сечения с разделением мест подведения к стержням сварочного тока и усилия сжатия. Применение этого способа позволяет получать сварные соедииения стержней, оси которых располагаются после сварки в различных плоскостях на значительном расстоянии один от другого. Это приводит к возникновению дополнительных изгибающих моментов и к росту концентрации напряжений в стыке, в результате чего снижается прочность соединений.
С увеличением количества соединяемых в одном узле стержней прочность становится еще более низкой.
Известный способ не позволяет получать сварные соединения без эксцентриситета и тем самым не обеспечивает получения высокопрочных соединений многоэлементных систем.
С целью повышения прочности сварных соединений путем снижения концентрации напряжений в стыке после нагрева стержней сварочным током применяют принудительное формирование металла всего сварного соединения вплоть до совмещения в одной плоскости осей всех свариваемых стержней. При
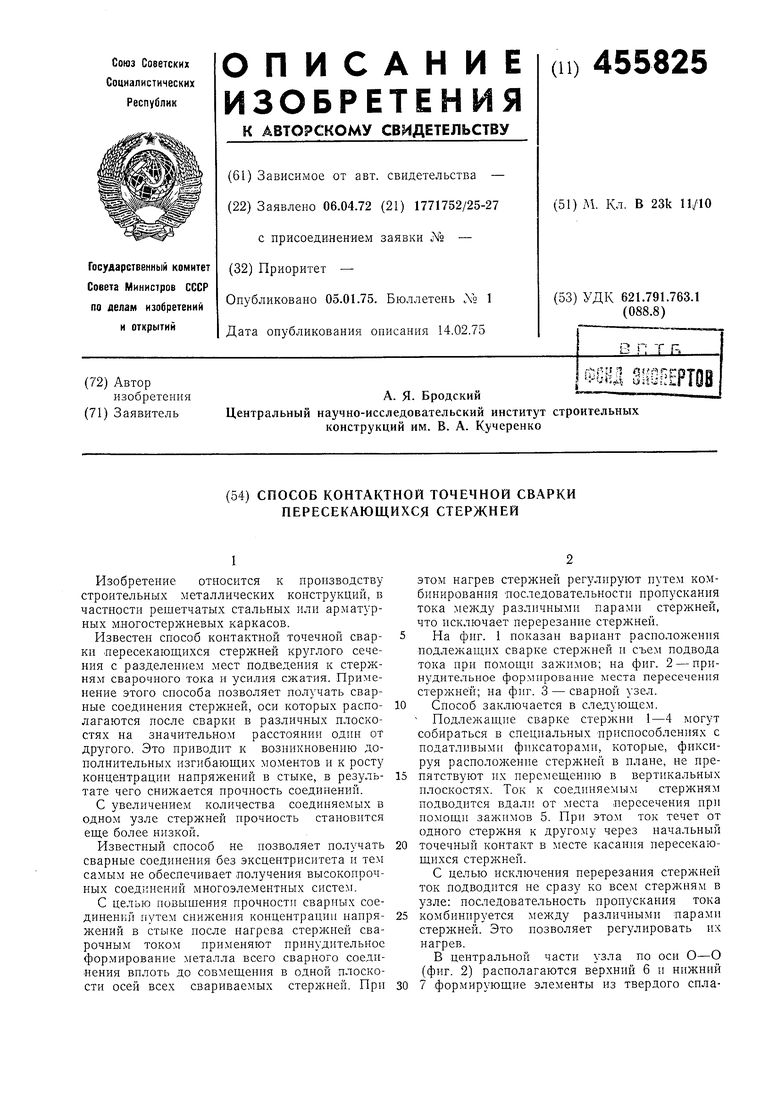
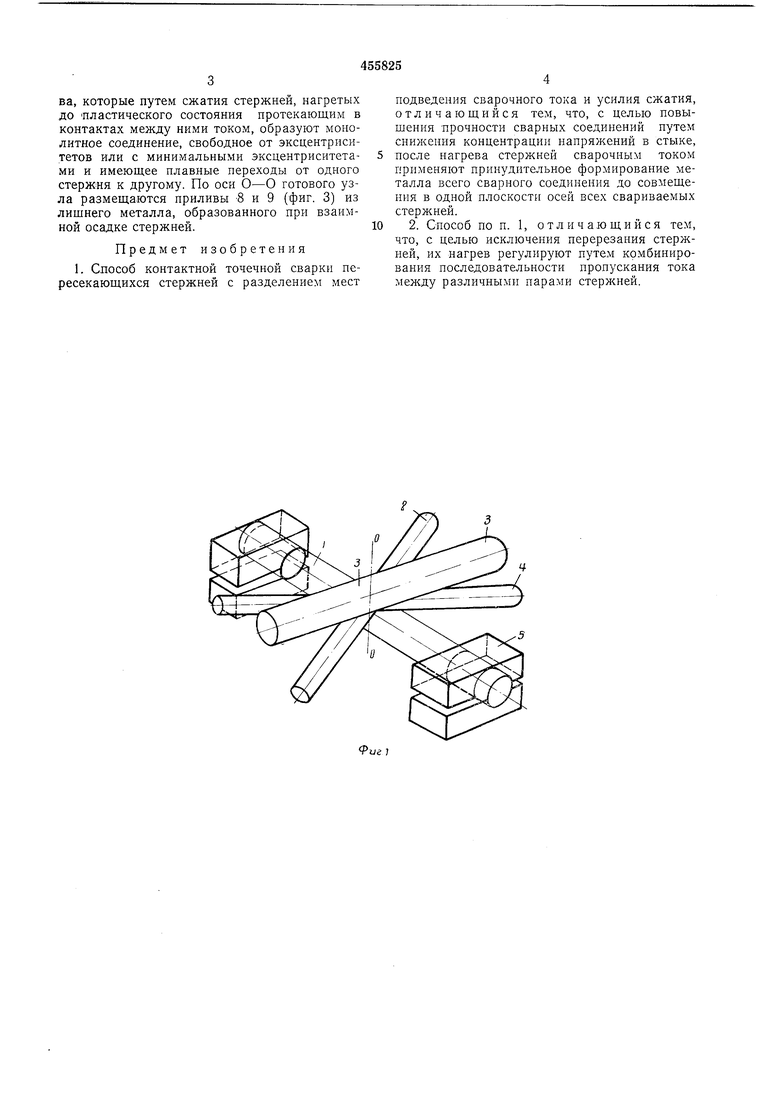
этом нагрев стержней регулируют путем комбинирования последовательности пропускания тока между различными парами стержней, что исключает перерезание стерЛСней. Па фиг. 1 показан вариант расположения подлежащих сварке стержней и съем подвода тока при помощп зажимов; на фиг. 2 - принудительное формирование места пересечения стержней; на фиг. 3 - сварной узел.
Способ заключается в следующем.
Подлежащие сварке стержни 1-4 могут собираться в специальных приспособлениях с податливыми ф1п саторами, которые, фпксируя расположение стержней в плане, не препятствуют их перемещенпю в вертикальных плоскостях. Ток к соединяемым стержням подводптся вдали от места пересечения ири помощи зажимов 5. Прт этом ток течет от одного стержня к другому через начальный
точечный контакт в месте касания пересекающпхся стерБ ней.
С целью исключения перерезания стержней ток подводится не сразу ко всем стержням в узле: последовательность пропускания тока
комбинируется между различными парами стержней. Это позволяет регулировать их нагрев.
В центральной части узла по оси О-О (фиг. 2) располагаются верхний 6 и нижний
7 формирующие элементы из твердого сплава, которые путем сжатия стержней, нагретых до Пластического состояния протекающим в контактах между ними током, образуют монолитное соединение, свободное от эксцентриситетов или с минимальными эксцентриситетами и имеющее плавные переходы от одного стержня к другому. По оси О-О готового узла размещаются приливы 8 и 9 (фиг. 3) из лищнего металла, образованного при взаимной осадке стержней.
Предмет изобретения
1. Способ контактной точечной сварки пересекающихся стержней с разделением мест
подведения сварочного тока и усилия сжатия, отличающийся тем, что, с целью повышения Прочности сварных соединений путем снижения концентрации напряжений в стыке, после нагрева стержней сварочным током применяют принудительное формирование металла всего сварного соединения до совмещения в одной плоскости осей всех свариваемых стержней.
2. Способ по п. 1, отличающийся тем, что, с целью исключения перерезания стержней, их нагрев регулируют путем комбинирования последовательности пропускания тока между различными парами стержней.