Предлагаемое изобретение относится к сварочному производству, а именно к способам и устройствам для контактной стыковой сварки оплавлением прутков или стержней, выполняемых на специализированных сварочных машинах, устанавливаемых в волочильном производстве для укрупнения бунтов проволоки или в строительстве при соединении арматурных стержней.
Периодическая сварка бунтов горячекатаной проволоки, задаваемых в агрегаты волочения не только обеспечивает непрерывность их работы, но и позволяет увеличить развес бунтов готовой проволоки, при этом длительность стыковки бунтов не должна допускать остановок или замедления темпа работы агрегата. Высокая производительность сварочных машин в этих условиях достигается за счет автоматизации сварочного процесса и ускорения вспомогательных операций, в частности операции зачистка грата со сварных стыков, которая необходима перед их волочением. Зачистка грата необходима также при сварке арматурных стержней, так как усиление в стыке является концентратором знакопеременной нагрузки в армированных железобетонных изделиях, что нередко вызывает разрушение бетона в местах соединения арматуры. В настоящее время из-за отсутствия на сварочных машинах гратоснимателей, грат зачищают вручную шлифовальными кругами.
Известно устройство зачистки грата на круглых изделиях из термоупрочняемых сплавов алюминия Д16Т, Д18 (см., например, книгу «Контактная стыковая сварка сопротивлением с формированием соединения». Сб. науч. тр. / АН УССР./Под ред. Лебедева В.К. - Киев, ИЭС им. Е.О.Патона, 1988 г., стр.38…39), при котором металл при осадке выдавливается в грат между рабочими торцами формующих устройств электродов и на заключительном этапе осадки подрезается их кромками и отделяется.
Недостатком применения такого способа зачистки грата при сварке стальных изделий является низкая стойкость формующих устройств электродов из-за термического разупрочнения кромок при их контакте с нагретым металлом концов изделий.
Известно также устройство для зачистки грата после сварки заготовок гаечного метчика четырьмя полукруглыми ножами с кольцевыми режущими кромками, охватывающими сваренную заготовку справа и слева от грата в отдельном гратоснимателе (см. там же, стр.80…82).
Недостатком такого устройства для зачистки грата является невозможность сохранения температуры нагретого при сварке грата из-за быстрого его охлаждения при передаче изделия в гратосниматель, поэтому необходим либо повторный нагрев, либо применение больших усилий для подрезки и отделения грата. Кроме этого, конструкция устройства не позволяет зачищать грат на длинномерных изделиях, например на арматурных прутках или на проволоке в волочильных станах.
Техническим результатом предлагаемого изобретения является повышение производительности зачистки грата после контактной стыковой сварки изделий круглого сечения за счет применения способа удаления грата резанием с применением режущей головки, установленной сразу за сварочной машиной.
Технический результат достигается тем, что в устройстве для зачистки грата после контактной стыковой сварки оплавлением изделий круглого сечения, содержащем неподвижный и вращающийся корпуса, планшайбу для крепления резцов, привод вращения планшайбы вокруг изделия и привод перемещения ее в осевом направлении, механизм зажима изделия, внутренний корпус соединен ходовой шпонкой с планшайбой и размещен с возможностью вращения от привода ременной передачей, с расположением внутри неподвижного, снабженного двумя подшипниками, цилиндрического корпуса, при этом на планшайбе установлены подпружиненные резцедержатели, оснащенные на внешней стороне роликами, контактирующими с внутренней конической поверхностью вращающегося корпуса, и обеспечивающими сведение резцов к оси изделия при перемещении планшайбы в начале зачистки, а при контакте с внутренней цилиндрической поверхностью корпуса, определяющими высоту зачистки грата в процессе обработки, при этом в резцедержателях установлены, по крайней мере, два оппозитно расположенных резца, а также привод перемещения планшайбы выполнен в виде гидроцилиндра с полым штоком для осуществления прохода сваренного изделия при зачистке грата, при этом на штоке гидроцилиндра в подшипниках закреплена с возможностью вращения планшайба, а резцы в резцедержателях установлены со смещением друг относительно друга в осевом и перпендикулярном направлениях, при этом заточка чистового резца выполнена с радиусом по режущей кромке.
Заявляемое устройство для зачистки грата после контактной стыковой сварки оплавлением изделий круглого сечения поясняют фиг.1…2, где
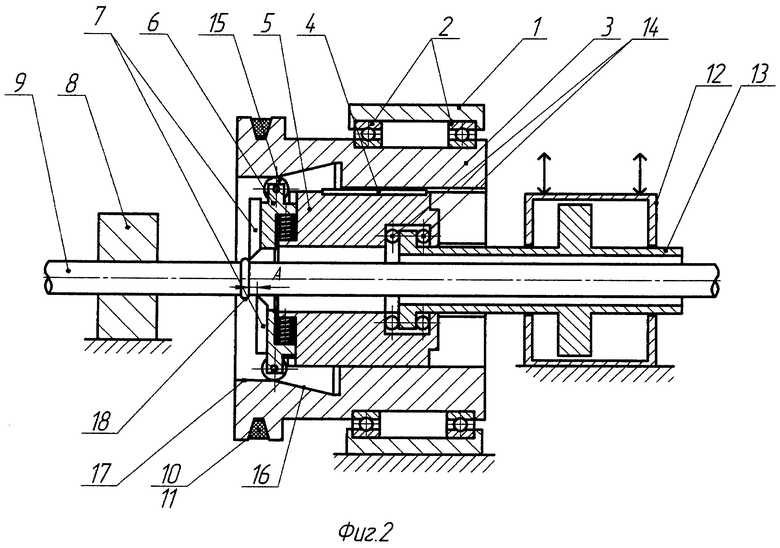
- на фиг.1 схематично показано устройство в исходном положении перед включением привода вращения планшайбы с резцами вокруг установленного в механизме зажима изделия;
- на фиг.2 схематично показано устройство в положении начала зачистки грата со сведенными резцами.
Устройство для зачистки грата после контактной стыковой сварки оплавлением проволоки и стержней арматуры содержит неподвижный корпус 1 и вращающийся в нем на подшипниках 2 корпус 3, соединенную с ним ходовой шпонкой 4, планшайбу 5 с подпружиненными резцедержателями 6 для крепления резцов 7, механизм зажима 8 изделия 9, вокруг которого посредством ременной передачи 10 от привода вращения 11 вращается планшайба 5. Привод перемещения планшайбы 5 в осевом направлении выполнен в виде гидроцилиндра 12 с полым штоком 13, на котором закреплена планшайба 5 в подшипниках 14. Установленные на планшайбе 5 подпружиненные резцедержатели 6, оснащенные роликами 15, которые при движении планшайбы 5 в осевом направлении контактируют с внутренними поверхностями вращающегося корпуса 3 конической 16 и цилиндрической 17. Резцы 7 закреплены в резцедержателях 6 со смещением друг относительно друга в осевом на величину А и перпендикулярном к оси направлениях по высоте. Чистовой последний резец имеет радиусную заточку на режущей передней грани.
Заявляемое устройство для зачистки грата после контактной стыковой сварки оплавлением изделий круглого сечения работает следующим образом:
- после сварки изделий 9, их вместе со сварным стыком 18 предают к устройству для удаления грата, планшайба 5 которого находится в исходном перед зачисткой положении, при этом резцы 7 разведены (см. фиг.1) и закрепляют изделие 9 в механизме зажима 8;
- включают привод вращения 11 и ременная передача 10 приводит во вращение корпус 3, вместе с которым начинает вращаться соединенная с ним ходовой шпонкой 4 планшайба 5 с разведенными резцами 7;
- после набора планшайбой 5 оборотов, достаточных для резания металла стыка 18, подают в правую полость гидроцилиндра 12 давление и поршень вместе с полым штоком 13 начинает перемещать вращающуюся планшайбу 5 в осевом направлении к сварному стыку 18;
- при движении планшайбы 5 к сварному стыку 18 ролики 15 подпружиненных резцедержателей 6 соприкасаясь с внутренней конической поверхностью 16 вращающегося корпуса 3 начинают сводить резцы 7 к оси изделия 9;
- резцы 7, настроенные на различную высоту для разделения стружки и облегчения съема грата, после выхода роликов 15 с конической 16 на цилиндрическую 17 внутреннюю поверхность занимают рабочее положение (см. фиг.2) и при дальнейшем перемещении планшайбы 5 в осевом направлении срезают высаженный металл сварного стыка 18, при этом последний чистовой резец с радиусной заточкой на режущей передней кромке обеспечивает высокую чистоту зачищенной поверхности, устраняя надрезы от резца вблизи стыка;
- после зачистки сварного стыка 18 правую полость гидроцилиндра 12 соединяют со сливом, а в левую полость подают давление и полый шток 13 вместе с планшайбой 5 смещают от сварного стыка 18, при этом ролики 15 подпружиненных резцедержателей 6 переходят с цилиндрической 17 на конусную 16 внутреннюю поверхность вращающегося корпуса 3 и резцы 7 под действием пружин резцедержателей 6 разводятся;
- после перемещения планшайбы 5 в исходное перед зачисткой положение отключают привод вращения 11, разжимают механизм зажима 8 и устройство для зачистки грата готово к обработке следующего сварного стыка.
Таким образом, предложенное устройство для зачистки грата после контактной стыковой сварки оплавлением изделий круглого сечения за счет использования обработки резанием высаженного металла в сварном стыке позволяет:
- значительно ускорить процесс зачистки грата после сварки, что делает возможным его применение не только при сварке арматуры, но и в непрерывных волочильных агрегатах в условиях ограничения времени, отводимого на стыковку бунтов перед волочением;
- зачистить грат с заданной точностью, получив при этом минимальное превышение в стыке, близкое к поверхностям состыкованных изделий круглой формы, что позволяет безобрывно перерабатывать изделия, соединенные сварным стыком, обеспечивая непрерывность переработки;
- при использовании чистового последнего резца получить высокое качество поверхности вблизи стыка без концентраторов в виде надрезов, ослабляющих сечение круглых изделий и вызывающих разрушение изделий при его дальнейшей переработке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубоукладочная баржа с трубосварочным комплексом | 1984 |
|
SU1327403A1 |
| СПОСОБ УДАЛЕНИЯ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2012 |
|
RU2515864C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2011 |
|
RU2467848C1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ СОЕДИНЕНИЙ ПОЛОС ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ ОПЛАВЛЕНИЕМ | 2011 |
|
RU2456140C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2455135C1 |
| КОМБИНИРОВАННЫЕ ЭЛЕКТРОДЫ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2017 |
|
RU2637042C1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ВНУТРЕННЕГО ГРАТА НА ТРУБАХ ПОСЛЕ СВАРКИ | 2003 |
|
RU2257989C2 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2427456C1 |
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ | 2007 |
|
RU2323074C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2465109C1 |
Изобретение относится к устройствам для зачистки грата после контактной стыковой сварки оплавлением изделий круглого сечения. Устройство содержит неподвижный (1) и вращающийся внутренний (3) корпуса, планшайбу (5) для крепления резцов (7), привод (11) вращения планшайбы вокруг изделия (9) и привод перемещения ее в осевом направлении, механизм зажима (8) изделия. Корпус (3) соединен ходовой шпонкой с планшайбой (5) и размещен с возможностью вращения от привода ременной передачи (10) внутри неподвижного, снабженного двумя подшипниками, цилиндрического корпуса (1). На планшайбе (5) установлены подпружиненные резцедержатели (6). На их внешней стороне расположены ролики (15), контактирующие с внутренней конической поверхностью вращающегося корпуса (3) с обеспечением сведения резцов к оси изделия при перемещении планшайбы в начале зачистки, а при контакте с внутренней цилиндрической поверхностью корпуса (1) - определяющие высоту зачистки грата в процессе обработки. Резцы в резцедержателях установлены оппозитно. Привод перемещения планшайбы (5) выполнен в виде гидроцилиндра (12) с полым штоком (13) для осуществления прохода сваренного изделия (9) при зачистке грата. Планшайба (5) закреплена с возможностью вращения на штоке (13) гидроцилиндра (12) в подшипниках. Техническим результатом изобретения является повышение производительности зачистки грата 1 з.п. ф-лы, 2 ил.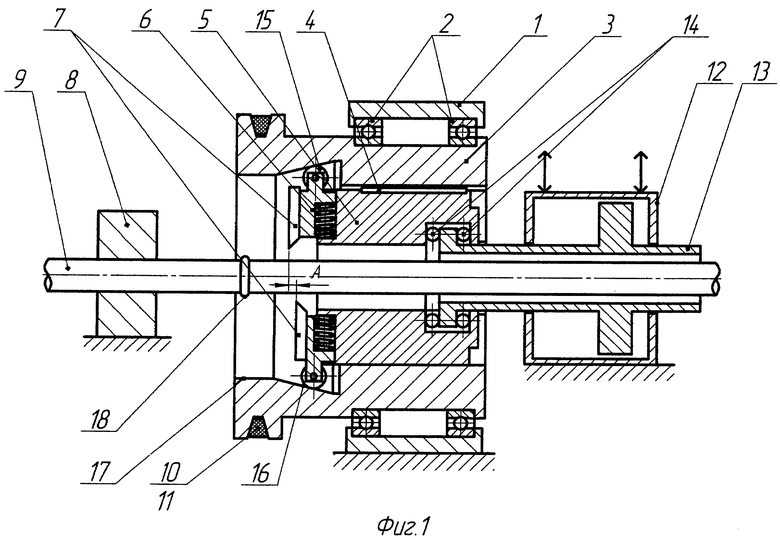
1. Устройство для зачистки грата после контактной стыковой сварки оплавлением изделий круглого сечения, содержащее неподвижный и вращающийся внутренний корпуса, планшайбу для крепления резцов, привод вращения планшайбы вокруг изделия и привод перемещения ее в осевом направлении, механизм зажима изделия, отличающееся тем, что вращающийся внутренний корпус соединен ходовой шпонкой с планшайбой и размещен с возможностью вращения от привода ременной передачи внутри неподвижного, снабженного двумя подшипниками, цилиндрического корпуса, при этом на планшайбе установлены подпружиненные резцедержатели, оснащенные на внешней стороне роликами, контактирующими с внутренней конической поверхностью вращающегося корпуса с обеспечением сведения резцов к оси изделия при перемещении планшайбы в начале зачистки, а при контакте с внутренней цилиндрической поверхностью корпуса - определяющими высоту зачистки грата в процессе обработки, при этом в резцедержателях установлены, по крайней мере, два оппозитно расположенных резца, а привод перемещения планшайбы выполнен в виде гидроцилиндра с полым штоком для осуществления прохода сваренного изделия при зачистке грата, причем на штоке гидроцилиндра в подшипниках закреплена с возможностью вращения планшайба.
2. Устройство для зачистки грата после контактной стыковой сварки оплавлением изделий круглого сечения по п.1, отличающееся тем, что резцы в резцедержателях установлены со смещением относительно друг друга в осевом и перпендикулярном направлениях, при этом заточка чистового резца выполнена с радиусом по режущей кромке.
| Контактная стыковая сварка сопротивлением с формированием соединения, Сб.наун | |||
| тр | |||
| АН УССР./ Под редакц | |||
| Лебедева В.К | |||
| - Киев: ИЭС им | |||
| Е.О.Патона, 1988, с.38-39, 80-82 | |||
| RU 2008101794 A, 27.07.2009 | |||
| СПОСОБ ХОЛОДНОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2036062C1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2000 |
|
RU2199425C2 |
| JP 2006150369 A, 15.06.2006 | |||
| JP 2006051519 A, 23.02.2006 | |||
| US 3838601 A, 13.08.1974. | |||

