Изобретение относится к изготовле нию абразивного инструмента, предназначенного преимущественно для финишной обработки твердого сплава и других труднообрабатываемых материалов .
Цель изобретения - повышение стойкости инструмента за счет повьшения степени алмазоудержания в связке.
Поставленная цель достигается тем что масса для изготовления абразивного инструмента, содержащая органическое связующее, металлический наполнитель, галогениды, дополнительно содержит аэросил, в качестве органического связутащего фторопласт, а в качестве металлического наполнителя сплав, с содержанием (мас.%) олова 19-44, свинца 56-81, в качестве га- Логенидов бромид меди и калия, причем компоненты взяты в следующем со- отнощении, мас.%:
Сплав олова
и свинца . 10-25
Бромид меди10-15
Бромид калия 4-20
Аэросил3-5
ФторопластОстальное
Состав предлагаемого металлического наполнителя имеет температуру плавления на 30-50°С ниже температуры спекания композиции связки, что делает еГо более активным для взаимодействия в процессе спекания с выбранными галогенидами - бромидами меди и калия. Эти галогениды, обладая высокими реакционными способностями каждый в отдельности, в совокупности их усиливают. При этом в процессе спекания в связке образуются комплексные соединения типа CUjPbBrg и CuSnBrg , наличие которых не имеется ни в одной из аналогичных связок. Эти соединения имеют свойства поверхностно-активных веществ, способствующих деструкции обрабатываемой поверхности, например твердого сплава, облегчая процесс шлифования При этом уменьщаются силы резания, контактная температура и мощность шлифования. Кроме TOI-O, инструмент стабильно работает в режиме самозатачивания, исключая потребность в правке.
В связке отсутствует потребност7з в введении твердой смазки, так как органическим связующим выбран фторопласт, например, марки ФП-40, материал с антифрикционными свойствами, КОТОРЫЕ объясняются тем, что малые межмолекулярные силы не приводят к значительному притягиванию других веществ и сопротивлением деформированию, что уменьщает объем полимера, участвующего в процессе трения..
Введение аэросила в количестве, значительно уменыиенном, в сравнении с составами, где он вводится в качестве наполнителя, позволило получить связку с оптимальными физико-механическими свойствами при сохранении хорощей способности к смешиванию -с всех компонентов связки с абразивными tикpoпopoщкaми.
Масса для изготовления абразивного инструмента обладает хорощими технологическими свойствами - невы- сокими температурой спекания в диапазоне 280-310°С на воздухе и давлением прессования около 100 МПа. Материалом для пресс-форм может служить любая марка стали. Спеченная абразиво- содержащая связка обладает следующими механическими свойствами: Твердость, усл.ед. 30-60 (твердомер ТК-2, нагрузка 980Н) 30-60 Ипдентор с шариком 0 5 мм
;;а,зрушающее напряжение , МПа
при изгибе 250-350
при растяжении ударная вязкость, кДж м
350-420 80-120
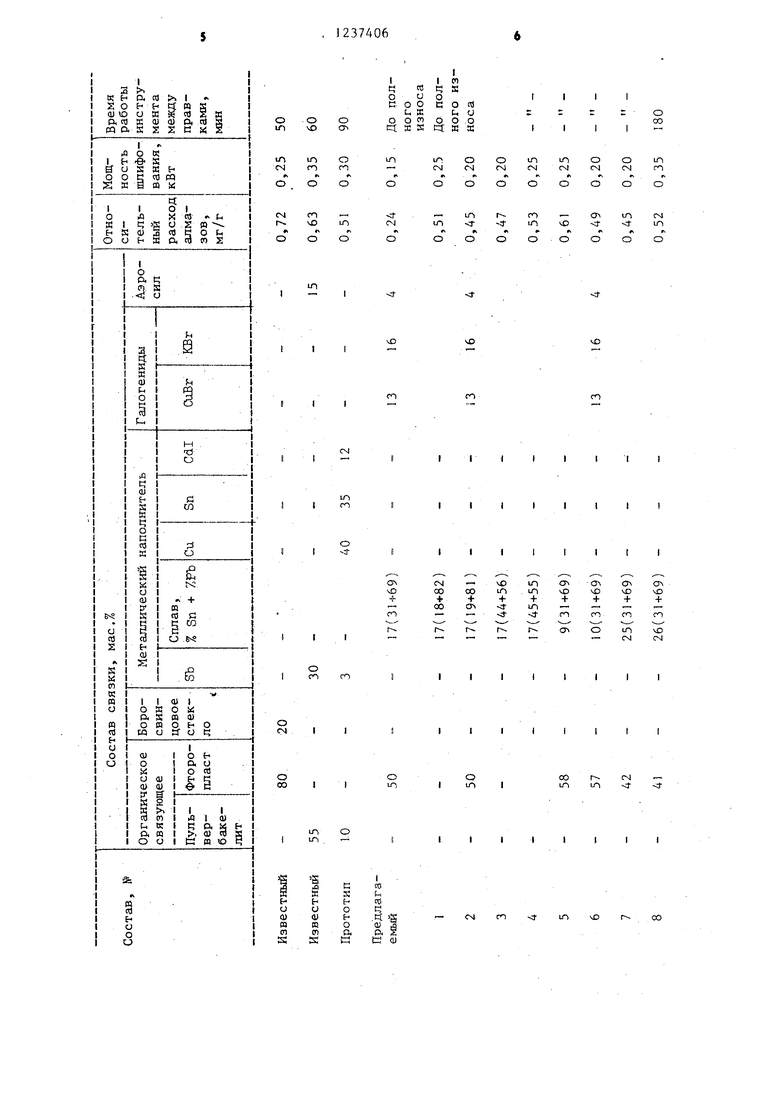
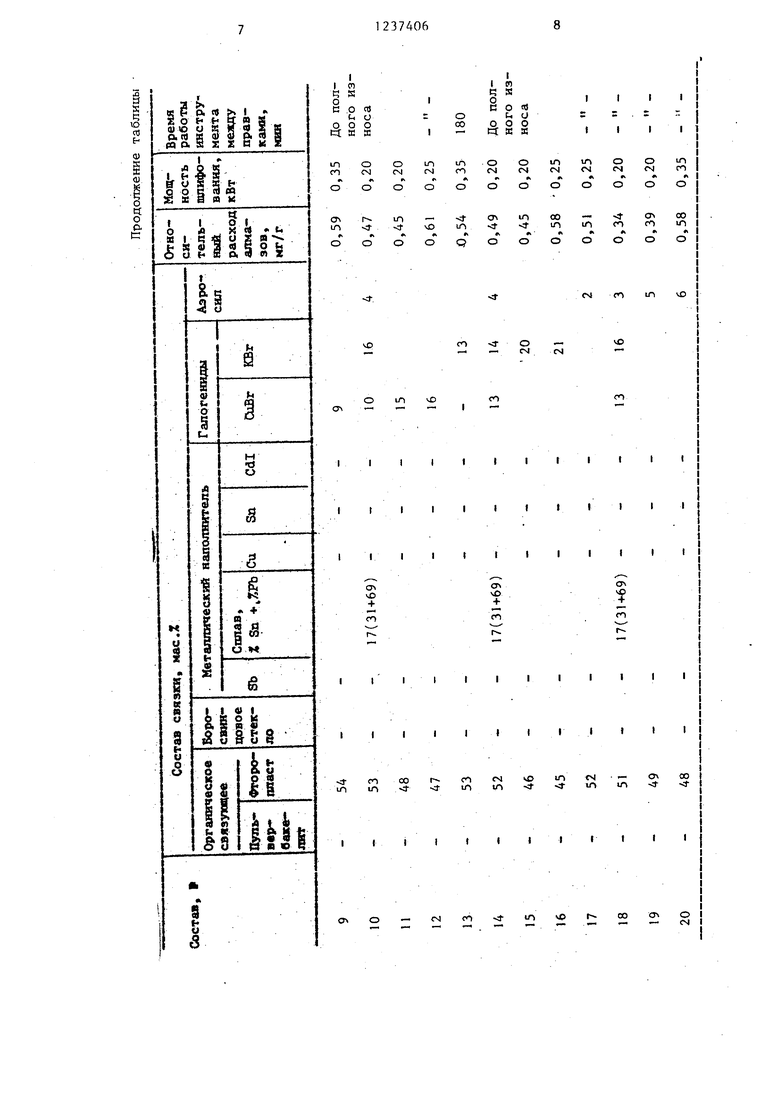
Для апробирования изобретения были изготовлены круги 1А 125х10х хЗх32 с алмазами АСМ 40/28, 100%-ной концентрации на предлагаемом составе и на связках по аналогам и прототипу Изготовленные круги испытывались в лабораторных условиях на универсально-заточном станке модели ЗА642В при обработке образцов из твердого сплава ВКбМ сечением 15 6 мм без охлаждения с периодическ11м смачиванием рабочей поверхности круга I,5%-ным водным раствором кальцинированной соды на следующих режимах: Скорость круга, м/с20
Продольная подача, м/мин2,0 Поперечная подача, мм/дв,ход 0,01
Результаты испытаний обрабатывались по общепринятым методикам и сведены в таблицу, из которой видно, чт круги на предлагаемом составе связки обладают лучшими эксплуатационными показателями, чем у аналогичньк связок и прототипа. Если состав сплава выходит за пределы предлагаемого диа пазона, (составы № I и 4), т.е. когда температура его плавления не удовлетворяет выражению TC ,- -(30 -50°С), где температура плавления сплава; Tj. - температура спекания связки, наблюдается повышенный расход алмазов, так как сплав в процессе спекания не успевает прореагировать с галогенидами связки. Содержание сплава меньше или больше предлагаемого диапазона приводит также к повышенному расходу алмазов (составы № 5 и 8). При меньшем содержании это объясняется ухудшением условий алмазоудержания, а при большем - ухудшением физико-механических свойств связки, ухудшением режущих свойств инструмента и его засаливанием. Эксперименты с составом № 9 показали, что недостаточное количество бромида меди увеличивает расход алмазов и мощность шлифования из-за слабого проявления деструктирующего свойства связки, а при введении его
выше предлагаемого диапазона (состав № 12) он значительно охрупчива- ет связку и ослабляется алмазоудержа- ние. То же самое проявляется в экс- периментах с бромидом калия (состав № 13 и 16). В экспериментах с аэросилом наблюдалась следующая картина: с введением его в состав связки в количестве, меньшем предлагаемого, расход алмазов увеличивается, что объясняется уменыцением износостойкости материала связки (состав № 17),. а при введении его больше предлагаемого расход алмазов увеличивается, но уже из-за сильного разупрочнения связки (состав № 20), причем эти переходы наступают довольно резко из-за большой дисперсности аэросила, например, марки А-300.
Качество обработанной поверхности . во всех опытах бьшо хорошим,а шероховатость по RQ составляла 0,16 мкм.
Таким образом, испь1тания предлагаемой связки доказали ее высокие экс- плуатационные свойства. Так, например, относительный расход алмазов по сравнению с прототипом снизился в 1,04-2,12 раза, мощность пшифования в 1,5-2,0 раза. Отпала необходимость в правке (чистке) абразивных кругов на предлагаемой связке из-за ее высоких и стабильных режущих свойств.
IT)
CO
о
m
m чо
ш
о
1Л
о со
о
«N
О 00
о I1Л
с
S
ь о t- о о. с
а
(М-
сосо
++
ооа
р г
чО1Г|
шш
ч-+
чгiri
4J-О T O ONON
чО4DчО
Н- +++
m гогого
ON оLOV
-CMCN
I I
I I
О
ю
00Г -CNl-
C/NLPl t
u l4Dr

| название | год | авторы | номер документа |
|---|---|---|---|
| Связка на основе меди для изготовления алмазного инструмента | 2017 |
|
RU2644225C1 |
| Полимерная композиция для изготовления абразивного инструмента | 1980 |
|
SU958450A1 |
| МЕТАЛЛИЧЕСКАЯ СВЯЗКА | 1992 |
|
RU2028916C1 |
| СВЯЗКА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНО-АБРАЗИВНОГО ИНСТРУМЕНТА | 2002 |
|
RU2234408C2 |
| Связка для изготовления алмазного инструмента | 2022 |
|
RU2827866C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ | 2006 |
|
RU2328369C2 |
| Алмазный инструмент на теплопроводной металлической связке | 2017 |
|
RU2679807C1 |
| АЛМАЗНЫЙ ИНСТРУМЕНТ | 1997 |
|
RU2106237C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОТНОСИТЕЛЬНОЙ СПОСОБНОСТИ СВЯЗКИ ШЛИФОВАЛЬНЫХ КРУГОВ УДЕРЖИВАТЬ АБРАЗИВНЫЕ ЗЕРНА | 2000 |
|
RU2168407C2 |
| Металлическая связка для изготовления абразивного инструмента | 1982 |
|
SU1047670A1 |

| Связка абразивного инструмента | 1974 |
|
SU545457A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
