Изобретение относится к производству абразивного инструмента, в частности инструмента из алмаза на стеклосвязке, предназначенного для шлифования изделий из твердых сплавов и неметаллических материалов.
Для шлифования изделий из неметаллических материалов и твердых сплавов необходим инструмент, который можно легко править для придания ему необходимой формы и который обладает необходимой механической прочностью.
Известен алмазный инструмент на органических и металлических связках, но этот инструмент практически невозможно править [1].
Известен алмазный инструмент на износостойкой стеклокристаллической связки, которая содержит, мол.%: оксид щелочного металла 10 - 30; оксид бора 20 - 60; оксид молибдена 20 - 60 [2]. Но сложные режимы спекания делают невозможным получение алмазного инструмента другого типоразмера, кроме брусков.
Наиболее близким к заявляемому является инструмент из алмаза и абразивного наполнителя на стеклосвязке, в состав которой входят, мас.%: SiO2 40,2 - 42,0; B2O3 20,8 - 22,5; AL2O3 5,2 - 6,0; Na2O 10,4 - 12,0; Li2O 4,5 - 5,5; BaO 6,0 - 6,5; Fe2O3 0,5 - 1,5; K2O 3,2 - 4,0 [3]. Недостатком этого инструмента является то, что его состав исключает возможность изготовления всех принятых для алмазного инструмента характеристик и типоразмеров. Кроме того, производство известного инструмента предусматривает раздельное изготовление алмазоносного рабочего слоя и корпуса и последующее их склеивание.
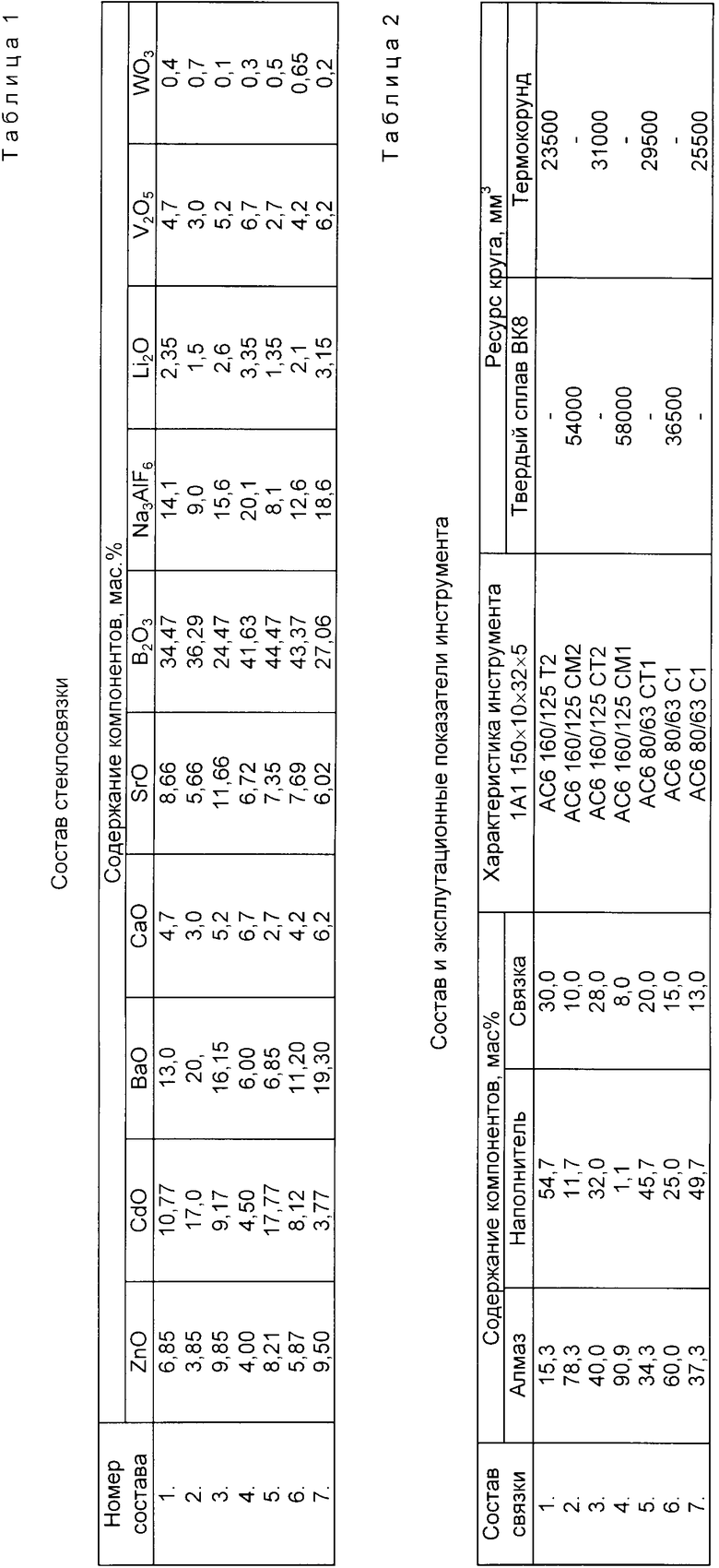
Предлагаемый инструмент содержит алмаз, абразивный наполнитель и стеклосвязку, представляющую собой боратное стекло состава, мас.%: ZnO 3,85 - 9,85; CdO 3,77 - 17,77; BaO 6,0 - 20,0; CaO 2,7 - 6,7; SrO 5,66 - 11,66; B2O3 24, 77 - 44,47; Na3AlF6 8,1 - 20,1; Li2O 1,35 - 3,35; V2O5 2,7 - 6,7; WO3 0,1 0 0,7, при этом он содержит алмаз, абразивный наполнитель и стеклосвязку при следующем соотношении, мас.%:
Алмаз - 15,3 - 90,9
Абразивный наполнитель - 1,1 - 54,7
Стеклосвязка - 8,0 - 30,0
Соотношения соединений CaO: V2O5, Li2O : V2O5 и Na3AlF6 : V2O5 в стеклосвязке составляют 1:1, 1:2 и 3:1, соответственно.
Инструмент предложенного состава может изготавливаться по технологии, принятой для инструмента на керамической связке, исключающей изготовление рабочего слоя и корпуса и последующее их спекание, не требует сложных режимов обжига, легко подается плавке. Возможно изготовление практически всех типоразмеров с широкой гаммой характеристик (твердость, пористость, концентрация алмаза).
Граничные пределы содержания алмаза, абразивного наполнителя и стеклосвязки определены экспериментально, исходя из технологии изготовления инструмента.
Содержание алмаза выше 90,9% экономически нецелесообразно, а ниже 15,3% не дает эффекта от применения алмаза.
Содержание абразивного наполнителя определяется концентрацией алмаза и структурой инструмента.
Интервалы содержания стеклосвязки определяются твердостью и технологией изготовления. При содержании связки менее 8% резко уменьшается механическая прочность инструмента, а при содержании выше 30% наблюдается деформация изделий.
Выбор боратного стекла в качестве стеклосвязки объясняется его легкоплавкость. Выбор такого состава стекла при указанном соотношении его компонентов определен экспериментально и обеспечивает стабильность свойств инструмента.
Содержание компонентов B2O3 и ZnO в указанных пределах обеспечивает хорошее стеклообразное состояние связки и способствует снижению коэффициента термического линейного расширения. Увеличение содержания ZnO вызывает кристаллизацию, а уменьшение ZnO увеличивает коэффициент термического линейного расширения связки, Увеличение количества B2O3 снижает химическую устойчивость стекла, что приводит к снижению прочности удержания зерна при работе с СОЖ. Уменьшение содержания B2O3 повышает коэффициент термического линейного расширения и тугоплавкость связки.
Оксиды CdO, CaO, BaO, SrO способствуют повышению кристаллизационной устойчивости стекла. При увеличении содержания этих компонентов снижаются термомеханические свойства, а при уменьшении возрастает вероятность кристаллизации связки.
Введение Na3AlF6 и Li2O способствует улучшению варочных свойств, гомогенизации расплава, снижению вязкости стекла. Увеличение их содержания повышает коэффициент термического линейного расширения, а снижение приводит к увеличению вязкости, что вызывает изменение температуры растекания связки.
Введение V2O5 и WO3 способствует снижению поверхностного натяжения, увеличению адгезии связки к алмазу. Увеличение их содержания повышает тугоплавкость, а уменьшение снижает адгезию связки.
При соотношениях компонентов CaO : V2O5-1:1, Li2O : V2O5-1:1, Na3AlF6 • V2O5-3: 1 достигается оптимальное значение вязкости связки, необходимое для получения качественного инструмента при температуре обжига. Если эти соотношения не выдерживаются, то при обжиге наблюдается деформация инструмента и снижается его механическая прочность.
Инструмент в соответствии с изобретение изготавливают известным способом из синтетических или природных алмазов. В качестве абразивного наполнителя используют электрокорунд марки 24A или зеленый карбид кремния марки 63C.
Для получения стеклосвязки берут расчетные количества исходных компонентов, измельчают их и смешивают. Из полученной смеси варят стекло при температуре 1000-1200oC, продолжительность варки при конечной температуре 1,5 ч, выработка стекла в воду. После остывания стекло измельчают до удельной поверхности 5000±500 см2/с. Составы стеклосвязок приведены в табл.1.
Для изготовления алмазного инструмента необходимых форм и размеров берут расчетные количества алмаза и абразивного наполнителя, смешивают их, полученную смесь увлажняют обычно применяемым в абразивной промышленности временным связующим и полученную массу смешивают с необходимым количеством связки до получения однородной смеси, из которой формуют заготовку методом полусухого прессования. Обжиг заготовок при температуре 650-750oC.
Были изготовлены алмазные круги разных характеристик и составов в соответствии с изобретением. Конкретные составы и эксплуатационные показатели приведены в табл. 2. Круги по примерам 1, 3, 5 и 7 испытали на операции обработки изделий из термокорунда, по примерами 2,4 и 6 - из твердого сплава ВК8 при следующих режимах: скорость круга 8м/с; скорость продольной подачи 3 м/мин; глубина резания 0,02 мм/дв.ход. Выбор характеристики (соотношение компонентов) определялся требованиями по производительности обработки и стоимостью инструмента.
Источники информации:
1. Ю. М.Ковальчук и др. Основы проектирования и технология изготовления абразивного и алмазного инструмента. М.: Машиностроение, 1984.
2. Авторское свидетельство СССР N 1555117, кл. D 24 D 3/14, 1990.
3. Патент Великобритании N 1177118, кл. C 03 C 3/04, 3/30, 12/00, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1994 |
|
RU2078678C1 |
| СТЕКЛОСВЯЗКА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА ИЗ КУБИЧЕСКОГО НИТРИДА БОРА | 1993 |
|
RU2082596C1 |
| ВАРИСТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2118006C1 |
| ФОРМОВОЧНАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1994 |
|
RU2076038C1 |
| СВЯЗКА АБРАЗИВНОГО ИНСТРУМЕНТА | 1996 |
|
RU2101164C1 |
| ГЛАЗУРЬ | 2012 |
|
RU2498952C1 |
| КЕРАМИЧЕСКАЯ СВЯЗКА ДЛЯ ИНСТРУМЕНТА ИЗ КУБИЧЕСКОГО НИТРИДА БОРА | 1991 |
|
RU2024465C1 |
| СВЯЗУЮЩЕЕ ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ЭЛЕМЕНТОВ И ИНСТРУМЕНТОВ (ВАРИАНТЫ) И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2166425C1 |
| ГЛАЗУРЬ | 2012 |
|
RU2498951C1 |
| ЛЕГКОПЛАВКОЕ СТЕКЛО ДЛЯ ЧЕРНОГО СИТАЛЛОЦЕМЕНТА | 2000 |
|
RU2196745C2 |
Изобретение относится к производству абразивного инструмента из алмаза, предназначенного для шлифования изделий из твердых сплавов и неметаллических материалов. Инструмент имеет следующий состав, мас.%: алмаза 15,3 - 90,9, абразивного наполнителя 1,1 - 54,7, стеклосвязки 8,0 - 30,0. В качестве связки он содержит боратное стекло, включающее, мас.%: ZnO 3,85 - 9,85, CdO 3,77 - 17,77, BaO 6,0 - 20,0, CaO 2,7 - 6,7, SrO 5,66 - 11,6, B2O3, 24,47 - 44,47, Na3AlF6 8,1 - 20,1, Li2O 1,35 - 3,35, V2O5 2,7 - 6,7, WO3 0,1 - 0,7. Соотношение CaO, V2O5, Li2O и Na3AlF6 в стеклосвязке составляют CaO : V2O5 1:1, Li2O : V2O5 1:2 и Na3AlF6 : V2O5 3:1. 1 з.п. ф-лы, 2 табл.
Алмаз - 15,3 - 90,9
Абразивный наполнитель - 1,1 - 54,7
Стеклосвязка - 8,0 - 30,0
2. Инструмент по п.1, отличающийся тем, что соотношения соединений Ca, V, Li и Nа в стеклосвязке составляют CaO : V2O5 1 : 1, Li2O : V2O5 1 : 2; Na3AlF6 : V2O5 3 : 1.
| SU, авторское свидетельство, 1555117, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| GB, патент, 1177118, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |

