Изобретение относится к технологии машиностроения и может быть использовано для контроля качества деталей машин и инструмента, получаемых обработкой давлением.
Целью изобретения является расширение возможностей контроля качества деталей за счет выявления ориентации в детали наиболее загрязненной примесями осевой зоны заготовки.
В результате пластического кручения волокно в заготовке приобретает ориентацию, близкую к кольцевой, за исключением осевой зоны, где ориентация волокна остается близкой к продольной, поскольку степень деформации при кручении уменьшается от поверхностного объема к осевому. На продольном шлифе детали, полученной из такой заготовки, волокна ее осевых объемов ориентированы параллельно плоскости шлифа и травятся слабее, тогда как волокна остального объема травятся интенсивней вследствие почти торцовой ориентации относительно плоскости и шлифа. Это позволяет отчетливо определить (визуально наблюдать) ориентацию осевых объемов заготовки в детали.
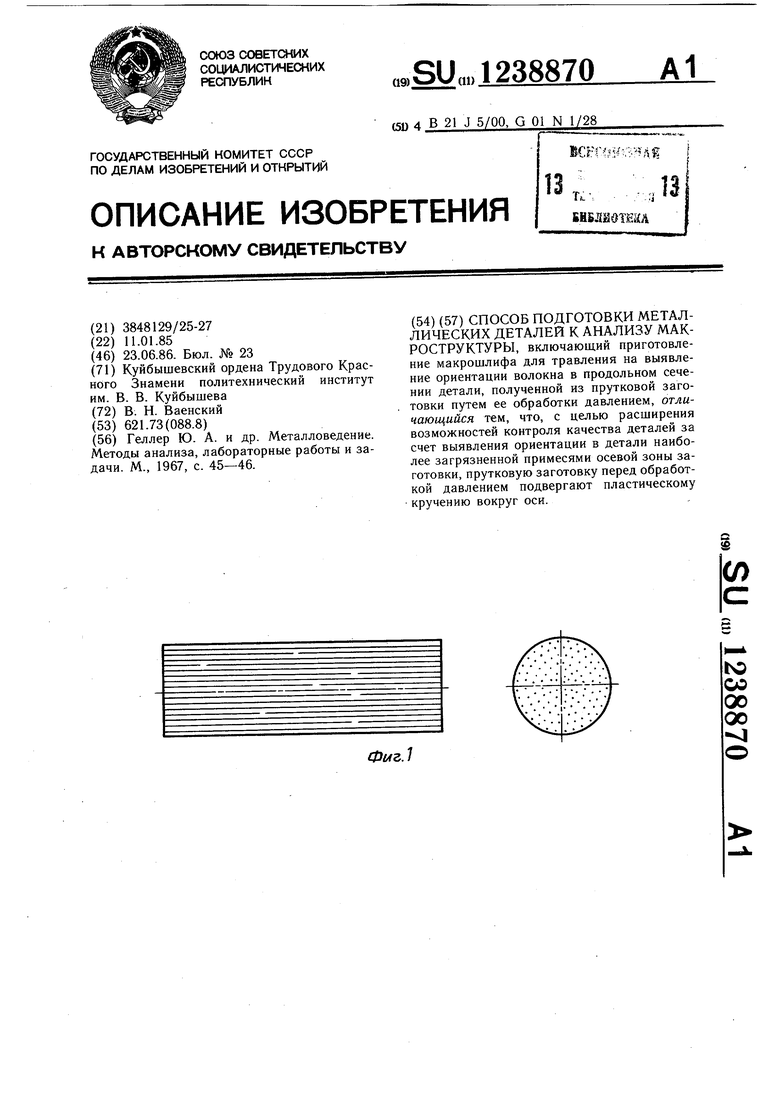
На фиг.1 показана ориентация волокна в исходной заготовке; на фиг.2 - ориентация волокна в продольном сечении заготовки после пластического кручения.
Способ осуществляется следующим обра- зом.
Исходную заготовку с продольной волокнистостью (фиг.1) подвергают горячему пластическому кручению, получая заготовку с ориентацией волокна, близкой к кольцевой, за исключением осевой зоны, где сохра- няется практически продольная, точнее, слабовинтовая ориентация волокна (фиг.2). После обработки давлением, например объемной штамповки и последующей обработки резанием, приготавливают продольный шлиф, травление которого позволяет виявить ориен- тацию в детали наиболее загрязненной примесями осевой зоны заготовки.
0
0
.
5
Пример. Способ испытывается при исследовании полученной путем объемной штамповки секции корпуса бурового долота. Заготовку диаметром 90 мм и длиной 200 мм скручивают вокруг продольной оси со степенью деформации 3-4 оборота на длину, равную диаметру. После объемной штамповки и механической обработки из наиболее ответственной части детали (подшипниковой опоры) готовят макрошлиф и травят в 50%-ной соляной кислоте при 80°С. Наиболее загрязненная примесями осевая зона заготовки (светлотравящаяся полоса) выходит на поверхность наиболее нагруженных участков беговой дорожки подшипниковой опоры, что ведет к снижению долговечности изделия.
Известный способ подготовки деталей к анализу макроструктуры позволяет выявить только ориентацию волокна в изделии. Действительно, анализируя макроструктуру, невозможно с уверенностью указать на ориентацию осевой зоны заготовки в детали, тогда как ориентация этой зоны является важной характеристикой качества детали. До настоящего времени отсутствует простой и надежный способ выявления этой характеристики.
Возвращаясь к результатам анализа, выполненного с помощью предлагаемого способа, для секции корпуса долота, можно сделать вывод, что действующая технология получения этой детали нуждается в пересмотре. В этой связи было предложено несколько вариантов формоизменения заготовки, исключающего формирование поверхностей беговых дорожек из осевых объемов заготовки. Внедрение новых технологических рекомендаций позволяет увеличить долговечность опоры и бурового долота в целом.
Таким образом, предлагаемый способ подготовки металлических деталей к анализу макроструктуры позволяет расширить возможности контроля качества деталей и на этой основе в каждом конкретном случае совершенствовать технологию получения деталей с целью повышения их качества.
.2
Составитель О. Корабельников
Редактор Г. ВолковаТехред И. ВересКорректор М. Максимишинец
Заказ 3330/7Тираж 655Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4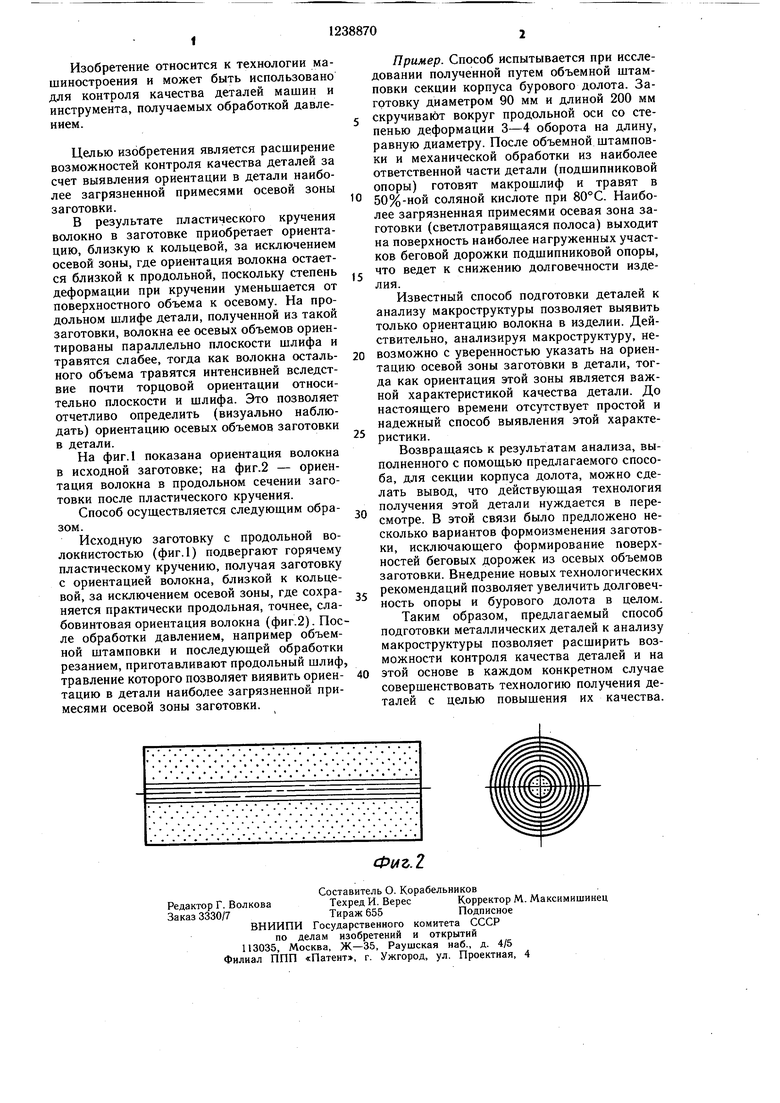
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕГУЛИРОВАНИЯ ПАРАМЕТРОВ УСТАНОВКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2006 |
|
RU2311266C2 |
| СПОСОБ ОБРАБОТКИ ЦАПФЫ ЛАПЫ БУРОВОГО ДОЛОТА | 2006 |
|
RU2319581C2 |
| СПОСОБ СБОРКИ БУРОВЫХ ШАРОШЕЧНЫХ ДОЛОТ | 2009 |
|
RU2432443C2 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ТВЕРДОСПЛАВНЫХ ЗУБКОВ ДЛЯ БУРОВЫХ ДОЛОТ | 2006 |
|
RU2315984C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРЕПЕЖНЫХ ИЗДЕЛИЙ ИЗ ТИТАНА ИЛИ ЕГО СПЛАВА | 2004 |
|
RU2368696C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2006 |
|
RU2311268C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ С КОНУСООБРАЗНЫМ ДНОМ, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2013 |
|
RU2532709C1 |
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1997 |
|
RU2136475C1 |
| Буровое долото | 1988 |
|
SU1665012A1 |
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1999 |
|
RU2168406C2 |
| Геллер Ю | |||
| А | |||
| и др | |||
| Металловедение | |||
| Методы анализа, лабораторные работы и задачи | |||
| М., 1967, с | |||
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
