Изобретение относится к электрофизическим и электрохимическим методам обработки, и в частности касается устройства для электрической обработки с вибрацией электрода-инструмента.
Цель изобретения - новышение производительности и точности обработки за счет стабилизации межэлектродного промежутка.
Цель достигается тем, что в устройство для размерной электрической обработки, содержащее привод подачи электрода-инстру мента, электромагнитный вибратор, жестко закрепленный на каретке привода подачи и состоящий из корпуса со смонтированными в нем неподвижными магнитопроводом и обмоткой переменного тока и подвижным якорем с электрододержателем и электродом- инструментом, дополнительно введен разгрузочный механизм, выполненный в виде упругой плоской пружины, концы которой жестко связаны посредством установленных тяг с нижней частью вибратора и рычага, контак- тирующим одним концом с центром упомянутой пружины, а другим - посредством щупа с установленным копиром, жестко закрепленным на корпусе привода подачи.
На чертеже представлена схема предлагаемого устройства.
Устройство состоит из привода 1 подачи, на каретке 2 которого жестко закреплен электромагнитный вибратор 3. Электромагнитный вибратор 3 состоит из корпуса 4, на верхней части которого неподвижно установлен магнитопровод 5 с катушкой 6 переменного тока. В нижней части корпуса 4 на упругой подвеске, состоящей из мембран 7 и 8, смонтирована подвижная часть вибратора, состоящая из якоря 9 с закрепленными на нем электрододержателем 10 и электродом-инструментом 11. Элек- трододержатель 10 с целью устранения паразитных угловых колебаний электрода-инструмента 11 помещен в щариковых направляющих 12. На якоре 9 с помощью тяг 13 и 14 смонтирована упругая плоская пружина 15 разгрузочного механизма с рычагом 16, толкателем 17, нажимным винтом 18 и щупом 19. На тяге установлен откидной упор 20 для возможности измерения перемещения подвижной части вибратора с помощью установленного на корпусе 4 индикатора 21. На корпусе привода 1 подачи закреплены копиры 22 с помощью винтов 23. Копиры снабжены продольными пазами 24. В зависимости от глубины обработки копиры могут
о
5
0 5 о 5
быть выполнены в виде отдельных секций или в виде одного цельного копира.
Устройство работает следующим образом.
При включении станка в работу каретка 2 привода 1 подачи с закрепленным на нем электромагнитным вибратором 3 с электродом-инструментом 11 продвигается в сторону обрабатываемой детали. Подаваемая в межэлектродный зазор под давлением рабочая жидкость создает усилие Q, действующее на электрод-инструмент 11. Это усилие стремится переместить за счет деформации упругих мембран 7 и 8 подвижную часть вибратора (якорь 9, электрододержатель 10 с электродом-инструментом 11) в сторону магнитопровода 5. С началом обработки детали щуп 19, контактируя с профильной поверхностью копира 22, выполненной по закону изменения осевого усилия Q в зависимости от изменения площади обработки, перемещается в сторону рычага 16 и поворачивает его. При этом нажимной винт 18 через толкатель 17 передает усилие Р на дополнительный упругий Элемент 15 и деформирует его на величину tf. Это усилие Р, равное в каждый момент времени усилию Q, путем деформации дополнительного упругого элемента 15 передается через тяги 13 и 14 на подвижную часть вибратора. Так как усилия Р и Q в каждый момент времени равны по величине и противоположны по направлению, то они уравновещиваются. При этом мембраны 7 и 8 не деформируются, воздущный зазор h между неподвижным магнитопроводом 5 и якорем 9 сохраняет первоначальную величину, положение электрода-инструмента стабилизируется. Относительно этого равновесного положени.я происходят колебательные перемещения с постоянной амплитудой электрода-инструмента при включениии вибратора в работу. Стабилизируется центр колебания электрода-инструмента.
Использование предлагаемого устройства обеспечивает стабилизацию центра колебаний электрода-инструмента, стабилизацию воздушного зазора между неподвижным магнитопроводом и якорем вибратора, определенность положения электрода- инструмента по пути его перемещения в любой момент времени, что позволяет программировать параметры обработки по пути перемещения, повысить точность и производительность обработки.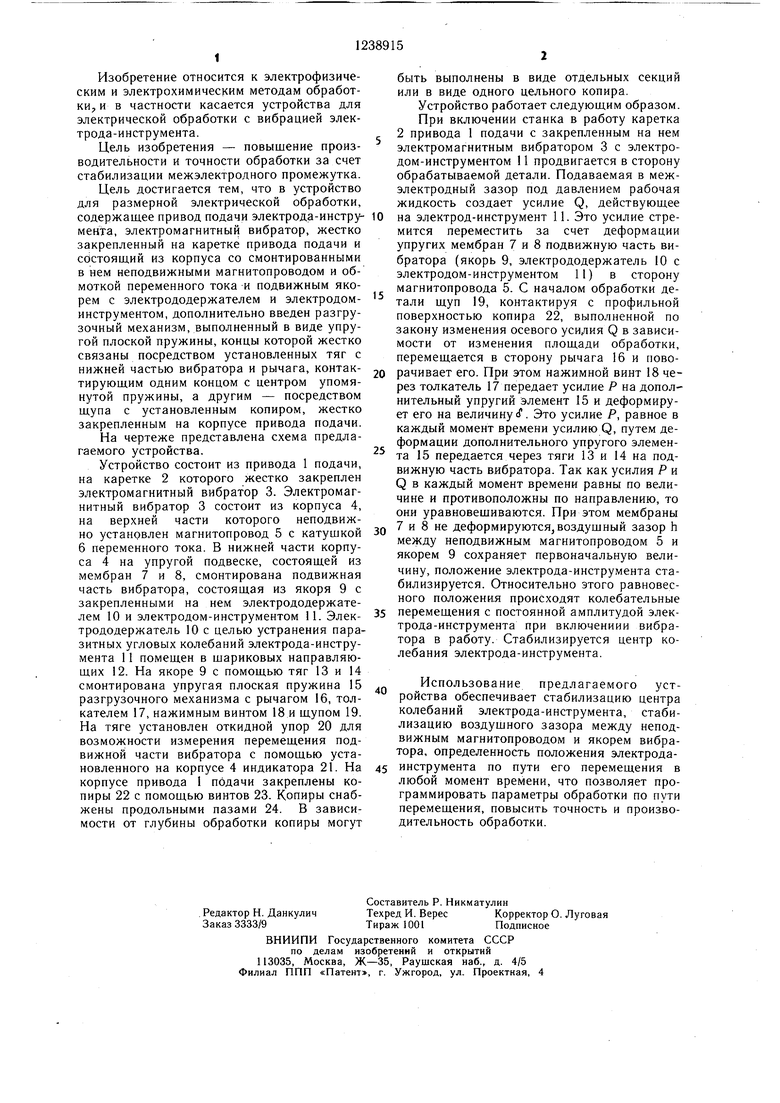
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для размерной электрической обработки | 1988 |
|
SU1590238A1 |
| Устройство для электроэрозионного легирования токопроводящих поверхностей | 1985 |
|
SU1289639A1 |
| Устройство для электроискрового легирования | 1983 |
|
SU1263456A2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2007 |
|
RU2355523C1 |
| Станок для электрохимической размерной обработки | 1987 |
|
SU1407714A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Устройство для электроэрозионнойОбРАбОТКи | 1978 |
|
SU841888A1 |
| Электромагнитный вибратор для электроэрозионного легирования | 1984 |
|
SU1234084A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВИБРИРУЮЩИМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2011 |
|
RU2489238C1 |
| Устройство для электроискрового легирования | 1976 |
|
SU573310A1 |
| Электрические методы обработки материалов | |||
| - Кишинев:, Штиинца, 1982, с | |||
| Способ крашения тканей | 1922 |
|
SU62A1 |
