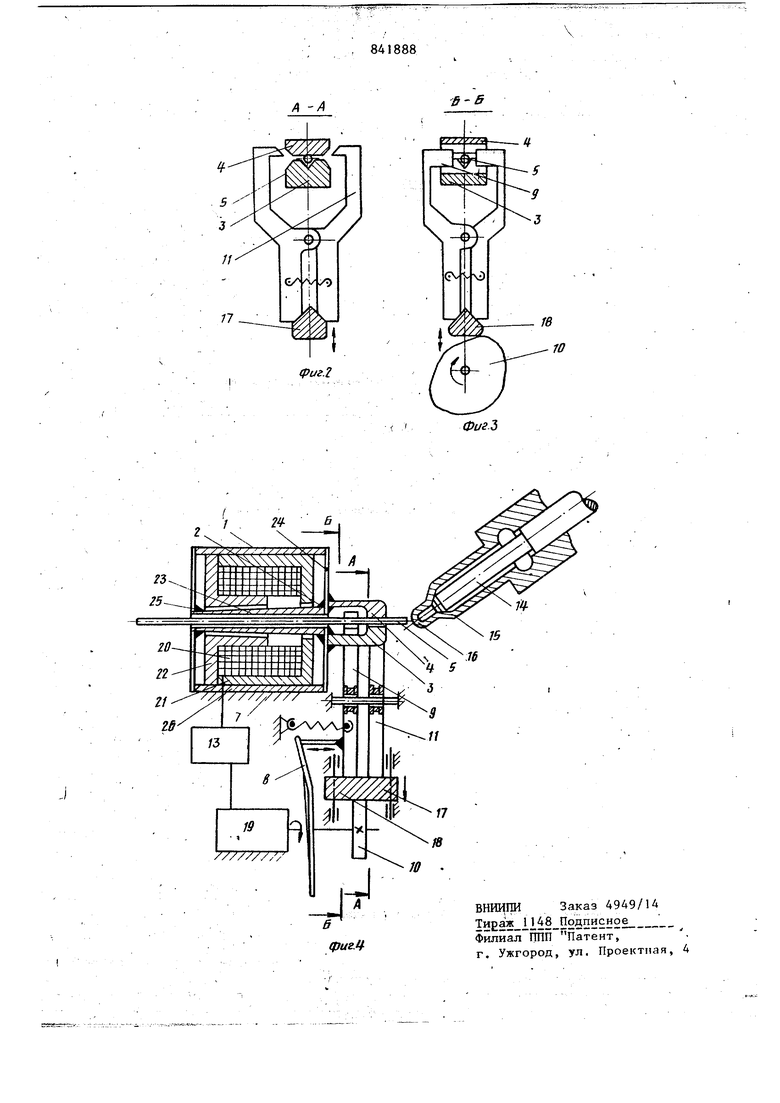
Изобретение относится к электроэрозионной обработке и может быть использовано в станках и устройствах для обработки прецизионных отверстий Известно устройство для перемещения электрода-инструмента, содержащее установленный на основании вибратор с зажимом для электрода-инструмента. При этом вибратор связан с механизмом подачи РЗ / Наиболее близким к предлагаемому является устройство для перемещения проволочного электрода-инструмента, установленное на станке для Прецизионной прошивки отверстий в корпусах рйспылителей топливных форсунок,содержащее привод установочных перемещений, а также привод рабочих перемещений электрода-инструмента, вы-, полиенный в виде электромагнитного вибратора, подвижная часть которого снабжена зажимными элементами для захвата электрода-инструмента, взаимодействующими с разжимным механизмом 2. Недостатком этого устройства то, что приводы установочных и рабочих перемещений объединены кинематически между собой имеют одни и те же зажимкйе элементы.При этом на работу электромагнитного ви братора влияют его кинематические связи с приводом установочных перемещений, что ограничивает возможность повышения частоты вибрации и увеличивает поперечные колебания подвижной части, на которой закреплен электрод-инструмент. Цель изобретения - повьш)ение точности обработки. Поставленная цель достигается тем, что оба привода выполнены кинематически разобщеннымидруг с другом, причем подвижная часть привода установочных перемещений снабжена собственными зажимными звеньями, а в устройство, введен распределительный механизм, кинематически соединенный с разжимным механизмом привода рабочих перемещений и зажимными звенья ми приводи установочных перемещений. На фиг.1 представлена конструктивная схема устройства; на фиг.2 разрез А-А на фиг.1; на фиг.3 - разрез Б-Б на фиг.; на фиг.4 - устройство, вариант 1 онструктивного исполнения. Устройство содержит вибратор 1, на подвижной части 2 оторого закреп лен зажим, содержащий призму 3 с прижимом 4. На призме 3 установлен электрод-инструмент 5 с ориентировкой его оси вдоль направления вибрации подвижной части 2, Прижим 4 подпружинен в направлении призмы 3 и прижимает к ней электрод-инструмент 5. Подпружинивание достигается за сч упругих свойств материала и утонченной части. Зажим соединен с приводом 6 рабочей и вспомогательной подачи, установленными на основании 7, через вибратор 1. На основании 7 установлены также привод 8 компенсационной подачи (установочных перемещений, содержащий собственный захват 9 с приводом 10, а также разжимной механизм 11 с приводом 12. Приводы 8, 10 и 12 могут выполняться в виде электромагнитных, гидравлических или других известных устройств. Захват 9 нормально разомкнут. Приводы 6,8,10 и 12 соединены с механизмом управления 13, выполнен ным,например, в виде механического или электрического программированног коммутатора, соединенного с регулято ром межэлектродного промежутка. Зажим сблокирован с захватом 9 таким образом, что при замкнутом на электр де-инструменте 5 зажиме захват 9 разомкнут, а при разомкнутом зажиме захват замкнут. Эта блокировка осуществляется через разжимное устройство 11, которое выполнено с возможностью сопряжения с прижимом 4 зажима и соединено с захватом 9. На приспособлении 14 установлена обрабатьшаемая деталь 15. Электродинструмент 5 подается по оси обрабатываемого отверстия 16. В устройстве (фиг.2-4) разжимное устройство 11 выполнено в виде клещей, нормально разомкнутых с помощью пружины, для сопряжения которых с прижимом 4 зажима на основании 7 установлен с возможностью поступа841888тельного перемещения толкатель 17. Захват 9 выполнен в виде толкателя 18 и нормально разомкнутых клещей с утоненными эластичными участками. Захват 9 сопрягается с электродом-инструментом 5 между зажимом и вибратором 1. Однако с целью дополнительного уменьшения Beta зажима и подвижной части 2 и соот ветственного повышения частоты и производительности обработки зажим может сопрягаться с электродом-инструментом 5 на других его участках, например у противоположной стороны вибратора 1. Разжимное устройство 11 соединено с захватом 9 либо через механизм управления 13 (фиг.1), либо посредством жесткого соединения толкателей 17 и 18, т.е. выполнения их в виде одного блока с одним приводом 10 (фиг.4. При этом привод 10 может быть выполнен, например, в виде рычажной системы или кулачка (фиг.3,4. Привод 8 может быть выполнен, например в виде плоскоцо или фасрнногр подпружиненного кулачка (фиг.4К Вращение Фиводов (кулачков 8 и 10 может вьшолняться одним двигателем 19. Перспективнымвариантом конструкции предлагаемого устройства является выполнение вибратора I и привода 6 рабочей и вспомогательной подачи в виде электромагнитного устррйства (фиг.4) ,которое содер-жит обмотку 20, соединенную с механизмом управления 13. Обмотка 20 (фиг.. 4) выполнена на неподвижной k. части вибратора 1, но может быть въшолнена и на подвижной части 2. , Магнитопровод неподвижной части вибратора 1 состоит из взаимно сопряженных элементов 21 и 22, имеюnpix .конические внутренние поверхности. Магнитопровод подвижной част ти 2 выполнен в виде конического ферромагнитного сердечника 23,закрепленного на мембранах 24 и 25, установленных краями на корпусе 26. Вибратор может быть выполнен, например, на электродинамическом принципе или на основе гидравлики. Подвижная часть 2 может быть установлена не только на упругих мембранах 24,25 /фиг.4/ , но и другими способами, например на параплелограммном-механизме или Б подпшпниках, но обязательно с возможностью поступательного перемещения вдоль оси электрода-инструмента 5 на величину не меньшую, чем величина заданной рабочей и вспомогательной подач. В случае когда при установке подвижной системы на мембранах,кром возвратно-поступательных колебаний, возникают -и значительные поперечные колебания подвижной системы, электрод-инструмент 5 можно дополнитель но пропускать через кондуктор, уста новленный последовательно с зажимом Устройство работает следующим образом. В зажиме вибратора 1 на его подв ной части 2 между призмой 3 и прижи мом 4 зажима устанавливают электрод инструмент 5. Для этого подпружиненную часть прижима 4 отжимают от призмы 3, на которую укладывают эле трод-инструмент 5, после чего прижи освобождают. Цикл обработки начинаю с установки в исходное положение электрода-инструмента 5. Это выполняет механизм компенсационной подачи, разжимное устройство 11 которого под действием привода 12 отодвигает от призмы 3 прижим 4, освобождая тем самым электрод-инструмент 5 из зажима. Одновременно с этим действием захват 9, сблокированный с зажимом, под действием привода 10 захватывает электрод-инструмент 5 и под действием привода 8 перемещает его к обрабатываемой детали l5 до упора в ее поверхность. Затем разжим ное устройство 11 освобождает прижим 4,и он поджимает элект род-инструмент 5 к призме J. При этом захват 9 осво бождает электрод-инструмент 5. Все переключения и регулировки осуществляет механизм управления 13. Он вкл чает привод 6 рабочей и вспомогательной подачи, который отводит электрод-инструмент 5 от обрабатываемой детали 15 на заданную.величину межэлектродного зазора, необходимого для процесса эдектроэро.зионной обработки. Затем привод 6 перемещает электрод-инструмент 5 в .направлении к детали 15 до получения отверстия заданной глубины и диаметра . После окончания рабочей подачи привод 6 выполняет вспомогательную подачу, вьшодя электрод-инструмент 5 из обработанного отверстия 16.Затем обрабатываемая деталь 15 поворачивается в следующую позицию или заменяется на другую, после чего цикл повторяется, т.е. электрод-ииструмент 5 подается механизмом ком886пенсационной подачи к обрабатьшаемой детали 15 до упора и т.д . В представленном варианте конструкции (фиг.2-4) разжимное устройство II и захват 9 приводятся в действие приводом (кулачком) 10, перемещающим поступательно толкатели 17 и 18, жестко соединенные друг с другом. Захват 9 перемещает электрод-инструмент 5 к детали 15 под.действием привода (кулачка) 8, который вместе с приводом(кулачком 10 приводится во вращение (один оборот на циклу двигателем 19. Кулачок 8 или контактирующий с ним захват 9 (выполнены эластичными) при упоре электрода-инструмента 5 в деталь 15 упруго деформируются, не допуская, тем самым, чрезмерных деформаций. Если вибратор 1 (фиг.4 совмещен с приводом 6 рабочей и вспомогательной подачи, выполненным электромагнитным от механизма управления 13 на обмотку 20 подают постоянный . ток и, изменяя .величину этого тока, управляют рабочей и вспомогательной подачей. От механизма 13 на обмотку 20 подают также переменный ток,управляющий вибрацией. При этом обмотка 20 может выполняться из двух частей, на одну из которых подают постоянный, а на другую - переменный ток. Но можно выполнять обмотку и ординарной. В этом случае на .нее подают одновременно постоянный и переменный ток,. иначе говоря, питают ее пульсирующим током. Увеличивая постоянную составляющую этого тока, увеличивают магнит-нцгй поток в магнитопроводе, и сердечник 23, притягиваясь,к взаимно сопряженным элементами 21 if 22, вытягивается внутрь вибратора 1. При этом мембраны 24 и 25 прогибаются относит тельно корпуса 26, и зажим с электродом-инструментом 5 перемещается в направлении, от детали 15, t.e, осущест|вляется вспомогательная подача. При уменьшении постоянного тока в обмотке 20 электрод-инструмент 5 перемещается к детали 15, т.е. вьшолняется рабочая подача. Устройство по сравнению с извест-. ным позволяет примерно на .порядок уменьшить поперечные колебания электрода-инструмента, что почти в 3 раза повьшает точность обработки отверстий и значительно снижает количество прижогов. Формула изобретения - Устр1 ;1Сгво для электроэрозирнной. обработки деталей электродом-инстру-) ментом стержневого типа, содержащее привод установочных перемещений,а также привод рабочих перемещений электрода-инструмента, выполненный в виде электромагнитного вибратора, подвижная часть которого снабжена упругими элементами для зажима электрода-инструмента „ взаимодействующими с разжимным мех-анизмом, о т - .ли ч а ю щ е е с я тем, что, с целью повышения точности обработки :Оба привода кинематически разобщены. 8418 J 0 5 88 причем подвижная часть привода установочных перемещений снабжена собственными зажимными звеньями, а в устройство введен распределительный механизм,, кинематически соединенный с разжимным механизмом и зажимными звеньями. Источники 11нформации, принятые во внимание при экспертизе 1. Панин Г. И. Фефелов И, А. Механизация процессов обработки прецизионных деталей. Л,, Машиностроение, 1972,с. 276-280, р. 147. 2. Авторское свидетельство СССР № 407702, кл. В 23 Р 1/08, 1973.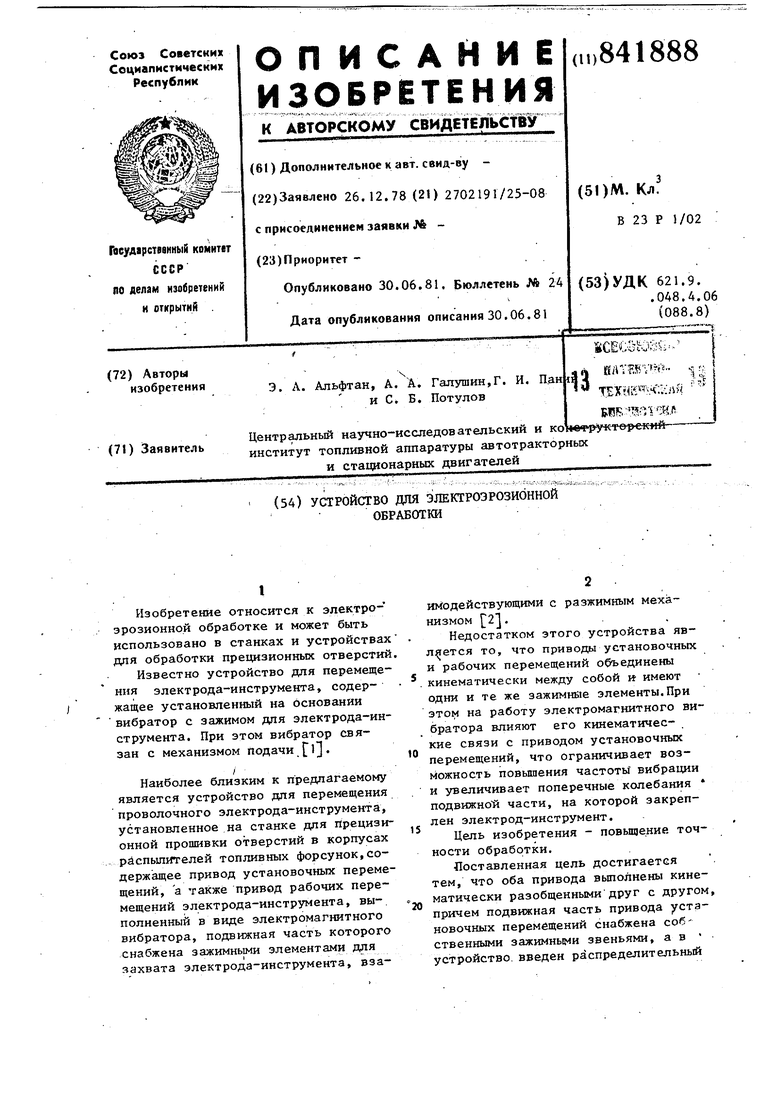
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для электрохимического снятия заусенцев | 1985 |
|
SU1303307A1 |
| Внутреннее устройство для сборки под сварку кольцевых стыков обечаек | 1982 |
|
SU1079393A1 |
| Многопозиционный агрегатный станок | 1983 |
|
SU1135605A2 |
| Клещевая подача для универсально-гибочных автоматов с приводом от центральной шестерни | 1987 |
|
SU1547916A1 |
| Устройство для электроэрозионной обработки | 1978 |
|
SU936797A3 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ НАМОТАННЫХ ПО ШАБЛОНУ ОБМОТОК СТАТОРА И СПОСОБ ИЗГОТОВЛЕНИЯ НАМОТАННЫХ ПО ШАБЛОНУ ОБМОТОК СТАТОРА | 1993 |
|
RU2122766C1 |
| Электроэрозионный станок для группового прошивания отверстий | 1976 |
|
SU649536A1 |
| Устройство для скрепления концов обвязочного элемента | 1977 |
|
SU617001A3 |
| Устройство для установки деталей типа валов | 1988 |
|
SU1604540A1 |
| Способ сборки редукторов и устройство для его осуществления | 1990 |
|
SU1754403A1 |
А -А
(риг.2
6S
