А-А
в 15 21 /4 25 :, 169 10 25 5
гЛ I Л-V
I г
у//////I////// // ///у/ху/ / / ////// / ///////// /Y J ///y/// / ///////V/Y/ /N//X/// Х../.- 7 19 18 /7/
Vuz.Z
(Л
11
Изобретение относится к области электрических методов обработки и может быть использовано для размерной электрохимической обработки сложнофасонных поверхностей штампов, пресс-форм и других заготовок.
Цель изобретения - повышение точности обработки и надежности работы системы контроля нулевого зазора за счет введения в систему СПИД регулируемого упругого элемента.
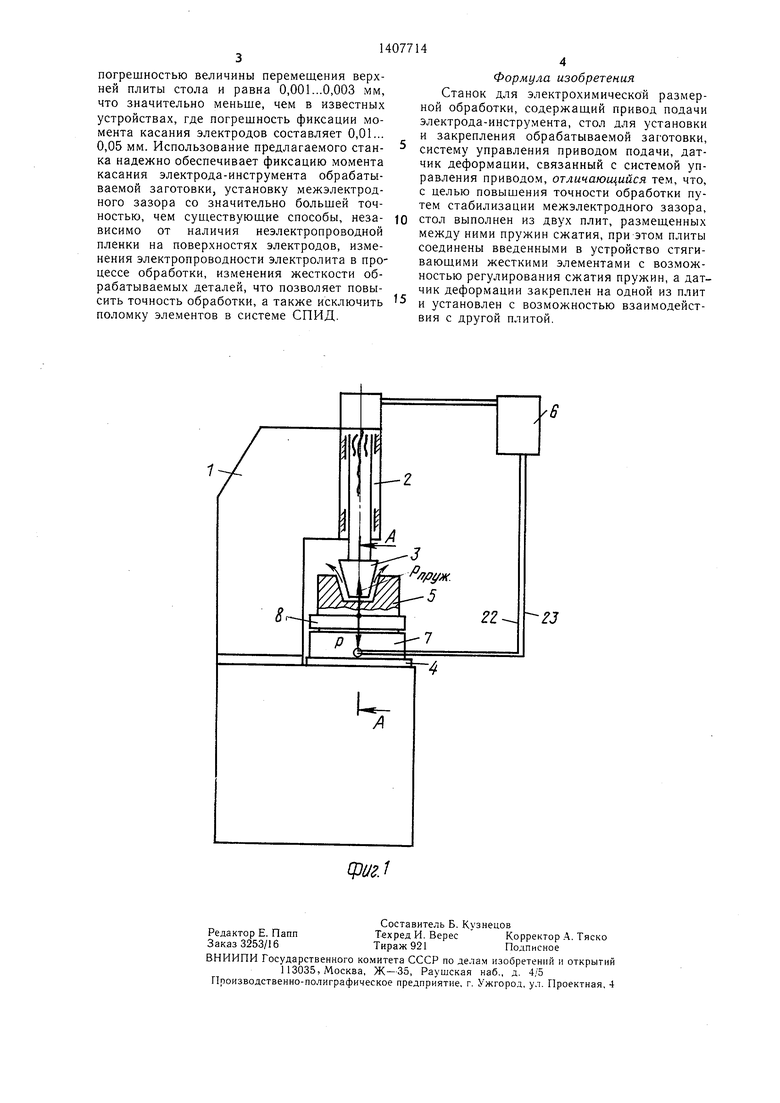
На фиг. 1 представлена схема станка для электрохимической размерной обработки; на фиг. 2 - разрез А-А на фиг. 1.
Станок состоит из станины 1, на которой установлены привод 2 подач с электродом- инструментом 3, стол 4 для установки и закрепления обрабатываемой заготовки 5 и системы 6 управления приводом подач.
Стол 4 (фиг. 2) состоит из нижней 7 и верхней 8 плит, разделенных пружинами 9 сжатия. Плиты 7 и 8 соединены равномерно расположенными по периметру стола стягивающими элементами, состояш,ими из винтов 10 и пружинных шайб 11, для направленного перемеш,ения верхней плиты 8 и предотвращения ее радиального смещения применены направляющие 12. В верхней плите 8 установлен регулируемый упор 13 с гайкой 14. Во внутренней полости нижней плиты 7 установлен пьезоэлектрический датчик 15, состоящий из корпуса 16 с размещенной в нем диэлектрической втулкой 17. Внутри втулки 17 расположены пьезоэлементы 18 и 19 между неподвижным нижним 20 и верхним подвижным 21 упорами. Пьезоэлементы 18 и 19 между собой, а также между упорами 20 и 21 разделены пластинчатыми контактами, переходящими в гибкие токопод- воды 22 и 23, помещенные на выходе из плиты 7 в пластмассовой пробке 24. Для предотвращения попадания электролита внутрь стола отверстия в верхней плите 8 для раз- I мещения винтов 10 и регулируемого упора 13 I закрыты пробками 25, а между плитами 7 и 8 установлено уплотнение 26.
Станок работает следующим образом.
С помощью винтов 10 плиты 7 и 8 стягиваются, деформируя при этом пружины 9 сжатия. Усилие Р, действующее на верхнюю плиту 8, устанавливается по величине большим веса заготовки 5 и усилий, действующих на заготовку со стороны электролита, но меньщим величины усилий, необходимых для начала деформации любого элемента технологической системы СПИД. Регулируемый упор 13 поворачивают в плите до касания с подвижным упором 21 пьезоэлектрического датчика 15 и фиксируют его положение гайкой 14 (фиг. 2). В период «ощупывания приводом 2 подачи электрод-инструмент 3 перемешается до касания с заготовкой 5, закрепленной на верхней плите 8 стола 4. Под действием дополнительных уси
ЛИЙ на заготовку 5, возникающих при механическом контакте электрода-инструмента 3 с заготовкой 5, суммарное внешнее усилие Р, действующее на заготовку 5, оказывается большим, чем усилие Рпруж предварительно
сжатых пружин 9. Верхняя плита 8 вместе с заготовкой 5 смещается вниз, дополнительно деформируя пружины 9 до срабатывания пьезоэлектрического датчика 15. Необходимая величина перемещения верхней плиты 8 с заготовкой 5 для срабатывания датчика 15 лежит в пределах 0,001-0,003 мм С выдачей электрического сигнала в систему 6 управления приводом 2 подач начинается отвод электрода-инструмента 3 на заданный межэлектродный зазор (МЭЗ). Одновременно с отводом электрода-инструмента 3 верхняя плита 8 с заготовкой 5 возвращается в исходное положение. С включением технологического тока происходит обработка заготовки 5. В период обработки положение верхней плиты 8 стола 4 с заготовкой 5 не изменяется, так как усилия от веса заготовки 5 и от воздействия электролита, действующие на плиту 8, уравновешиваются усилием Рпруж предварительно сжатых пружин 9. В период обработки заготовки 5 вес ее изменяется за счет массы снимаемого припуска под обработку.
0
0
5
В момент «ощупывания возникают дополнительные нагрузки механического контакта электрод-инстру.мента с заготовкой, постепенно возрастающие в период обработки на величину массы снимаемого припуска, которые не должны превышать предельных значений. Величина дополнительной нагрузки механического контакта электрода-инстру мента с заготовкой, а также величина смещения плиты 8 с заготовкой 5 ограничиваются моментом срабатывания датчика деформации (пьезоэлементов). Смещение плиты 8 с заготовкой 5 под воздействием дополнительной нагрузки механического кон 0 такта электрода-инструмента с заготовкой в период «ощупывания никакой погрешности в точность обработки заготовки не вносит. Это объясняется тем, что «ощупывание происходит при выключенном технологическом токе, а включение технологического тока происходит после возвращения верхней плиты 8 с заготовкой 5 в исходное фиксированное положение. Усилия на технологическую систему СПИД стабилизируются постоянством величины усилия пружины сжатия в момент касания электрода-инструмента с деталью. Деформацию системы СПИД восприни.мают на себя упругие элементы предлагаемого станка. Поскольку усилия на систему СПИД постоянные, то и величина перемещения верхней плиты 8 с заготовкой также постоянная, что дает возможность учесть ее при установке МЭЗ.
Погрещность же, вносимая в установку МЭЗ предлагаемым станком, определяется
0
5
погрешностью величины перемещения верхней плиты стола и равна 0,001...0,003 мм, что значительно меньше, чем в известных устройствах, где погрешность фиксации момента касания электродов составляет 0,01... 0,05 мм. Использование предлагаемого станка надежно обеспечивает фиксацию момента касания электрода-инструмента обрабатываемой заготовки, установку межэлектродного зазора со значительно большей точностью, чем существующие способы, независимо от наличия неэлектропроводной пленки на поверхностях электродов, изменения электропроводности электролита в процессе обработки, изменения жесткости обрабатываемых деталей, что позволяет повы10
Формула изобретения Станок для электрохимической размерной обработки, содержащий привод подачи электрода-инструмента, стол для установки и закрепления обрабатываемой заготовки систему управления приводом подачи, датчик деформации, связанный с системой управления приводом, отличающийся тем, что с целью повышения точности обработки путем стабилизации межэлектродного зазора стол выполнен из двух плит, размещенных между ними пружин сжатия, при этом плиты соединены введенными в устройство стягивающими жесткими элементами с возможностью регулирования сжатия пружин, а дат чик деформации закреплен на одной из плит
UClUa iDlbClCiVlDlA ДС 1 СДЛСП., Ч 1 VJ II JODWJJ ri. l IH UUIЧП r /l. CJU,riri U |yS llVlS ll IIW. ..b. ..
сить точность обработки, a также исключить 5 j установлен с возможностью взаимодейст поломку элементов в системе СПИД.вия с другой плитой.
Формула изобретения Станок для электрохимической размерной обработки, содержащий привод подачи электрода-инструмента, стол для установки и закрепления обрабатываемой заготовки, систему управления приводом подачи, датчик деформации, связанный с системой управления приводом, отличающийся тем, что, с целью повышения точности обработки путем стабилизации межэлектродного зазора, стол выполнен из двух плит, размещенных между ними пружин сжатия, при этом плиты соединены введенными в устройство стягивающими жесткими элементами с возможностью регулирования сжатия пружин, а датчик деформации закреплен на одной из плит
ЧП r /l. CJU,riri U |yS llVlS ll IIW. ..b. ..
j установлен с возможностью взаимодейст вия с другой плитой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДВУСТОРОННЕЙ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2011 |
|
RU2448818C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2305614C2 |
| Устройство для размерной электрической обработки | 1988 |
|
SU1590238A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2192942C2 |
| Устройство для регулирования межэлектродного зазора при размерной электрохимической обработке | 1979 |
|
SU887108A1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2006 |
|
RU2330746C2 |
| Способ размерной электрохимической обработки | 1977 |
|
SU625893A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2401184C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283735C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2275994C2 |
Изобретение относится к области электрохимической обработки сложнофасонных поверхностей. Целью изобретения является повышение точности обработки путем стабилизации межэлектродного зазора. В процессе обработки заготовки на стол действуют рабочие нагрузки от веса заготовки - Рзаг и от давления электролита - Рзл. Эти нагрузки уравновешиваются усилием пружин 9 (Рпруж), предварительно сжатых между плитами 7 и 8 стола с помощью стягивающего устройства. При этом пружины дополнительной деформации не получают, верхняя плита 8 сохраняет первоначальное положение, датчик деформации не срабатывает. В момент «ощупывания при контакте электрода- инструмента с заготовкой возникают дополнительные усилия Рдоп. Так как Рпруж :: ;Рзаг-|-Рэ.п-(, то пружины 9 получают дополнительную деформацию, верхняя плита 8 смещается, датчик 15 срабатывает. При этом обеспечивается четкая фиксация момента касания электрода-инструмента с заготовкой. 2 ил. с 
| Способ контроля окончания обработки в электрохимических станках | 1978 |
|
SU691267A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
