I1240507
Изобретение относится к обработке металлов резанием, а именно к конструкциям металлорежущих инструментов.
Цель изобретения - повышение быст- 5 росменности крепления режущих пластин при сохранении надежности крепления.
Поставленная цель достигается, тем чтЬ при закр епленйи за счет нап- О равленной деформации; выступов осуществляется перемещение режущих пластин как к упорным поверхностям гнезда, так и выборка зазоров между ними.-. 15
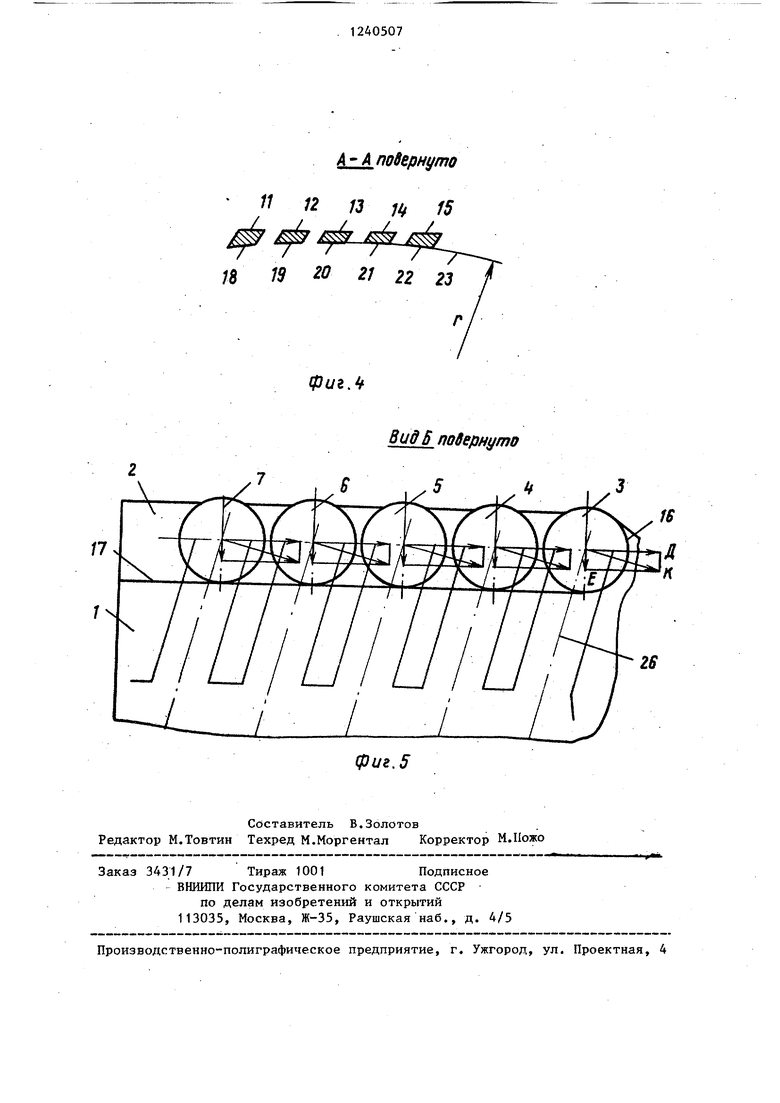
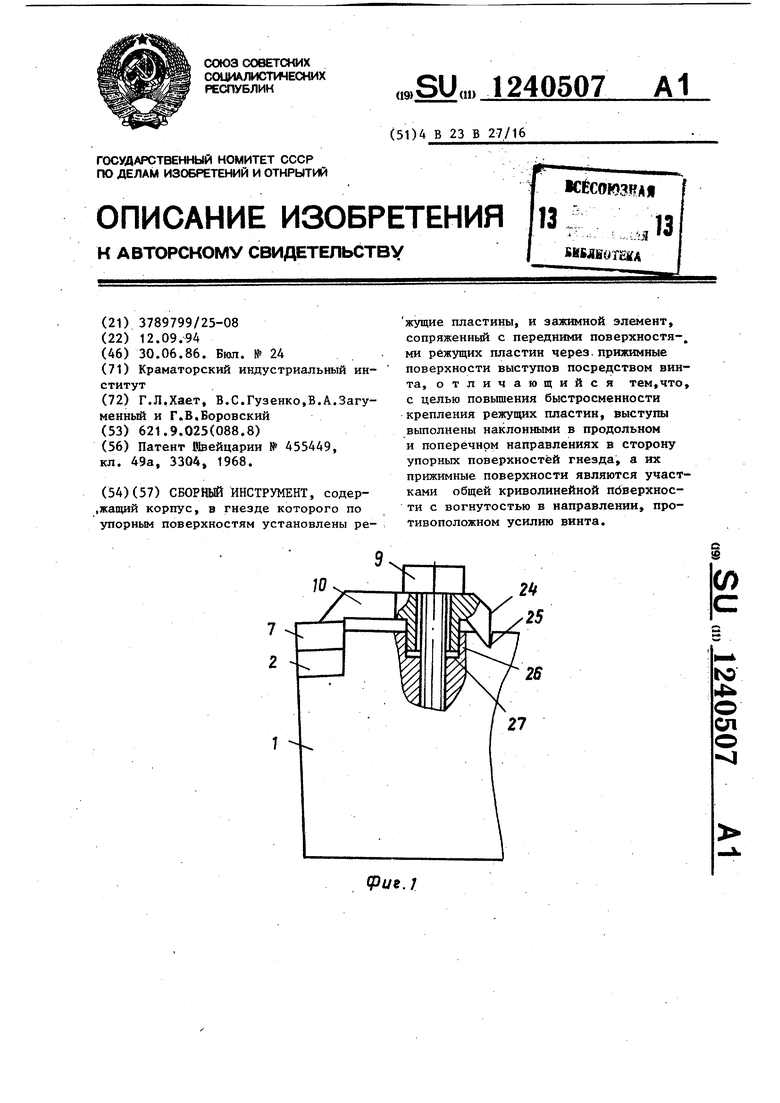
На фиг. 1 изображен резец в сборе,вид сбоку;, на фиг, 2 - то же, вид спереди (зажимной элемент не погружен прижимным винтом); на фиг. 3 - то же, вид сверху; на фиг. 4 - сече- 20 ние А-А на фиг. 3. по пружинящим выступам (зажимной элемент не погружен прижимным винтом); на фиг. 5 - вид Б на фиг. 2 (зажимной элемент условно не показан).25
Сборный инструмент состоит из корпуса 1, в гнезде которого на подкладке 2 установлены режущие пластины (нап ример, 5 штук) 3-7, закрепленные зажимным элементом 8 и винтом 9. 30 Прижимная часть 10 зажимного элемента 8 вьтолнена в виде выступов 11-15, аклоненных своей нижней частью в родольном направлении В (фиг. 2) а угол и поперечном направлении- (фиг. 3 на угол / .Выступы сориен- ированы все в одну сторону - в сто- ону упорньк поверхностей 16 и 17 незда корпуса 1, в котором размещеы режущие пластины.
40
час цил соч гне сдв деф руз
сле
под пла рез и з заж в к 27 ле выс нос вож 11 тей пло жущ тям ник кул
нюю гая тей сос
5 D гае бой 16. в у пла ная ну кос
Поверхности 18-21,22 выступов 11- ТХэьщолнены так, что при отсутствии нагрузки (от прижимного винта на зажимной элемент) поверхности 18-22 неравноудалены от передних поверхностей режущих пластин 3-7 и являются участками одной общей криволинейной цоверхности 23 с малой кривизной радиусом г. Вогнутость криволинейной поверхности 23 направлена противоположно действию винта 9.
У зажимного элемента 8 со стороны противоположной прижимной части 10, с целью предотвращения его проворота при сборке вьтолнен выступ 24, утопающий а кан ав ку 25 корпуса 1. Нижняя
часть зажимного элемента 8 имеет цилиндрический выступ 26, которьй, сочленяясь с корпусом резца через гнездо 27, служит для предотвращени сдвига зажимного элемента в момент деформации выступов 11-15 (под нагрузкой от винта 9). .
Сборка инструмента осуществляется следующим образом.
В паз корпуса 1 устанавливаются подкладка 2 и сверху на нее - режущи пластины 3-7. Винт 9 продевается через отверстие в зажимном элементе 8 и завинчивается в корпус. Выступ 24 зажимного элемента устанавливается в канавку 25, выступ 26 - в гнездо 27 корпуса. Завинчивание винта 9 после момента соприкосновения крайних выступов 11 и 15 с передними повеох- ностями режущих пластин 3 и 7 сопровождается деформированием выступов 11 и 15 в сторону упорных поверхностей 16 и 17 паза корпуса. Выступ 11 плотно прижимает силами D и Е ре- жущую пластину 3 к упорным поверхностям 16. и 17. Этому способствует возникающая при этом сила К , перпендикулярная оси выступа 11.
Выступ 15, воздействуя на переднюю поверхность пластины 7 и сдвигая ее в сторону упорньк поверхностей 16 и 17, одновременно с помощью составляющей силы, адекватной силе
D плотно и беспрепятственно сдвигает все режущие пластины между собой в сторону упорной поверхности 16. Это главная функция выступа 15 в управляемом процессе крепления пластин. Составлякмцая сила, адекватная силе Е прижимает режущую пластину 7 к упорной поверхности паза 17. Когда и остальные выступы 12-14 коснутся передних .поверхностей режущих пластин 4т6, последние будут уже плотно сжаты между собой в направлении упорной поверхности 16 и составляющие силы, адекватные силе D , будут только выполнять подстраховывающую функцию крепления, а составляющие силы, адекватные силе Е - прижимать режущие пластины к упорной поверхности 17. При дальнейшем воздействии винта 9 на зажимной элемент
8 будет осуществляться плотное прижатие режущих пластин 3-7 к опоре.
Раскрепление режущих пластин происходит при вращении винта 9 в обрат312405074
ном направлении и в последователь- нео бходимого для деформации выступов ности, обратной процессу закрепления. 11-15 они могут быть выполнены пру- С целью уменьшения усилия винта 9, жинящими.
. , ; . 7J 1ц
12 V у 15
11 -, ч i их,л,.
ч //У/ // у/ 7/
4 /I /I /I /F
/ / /7/
/ / /
J 5 f 7
В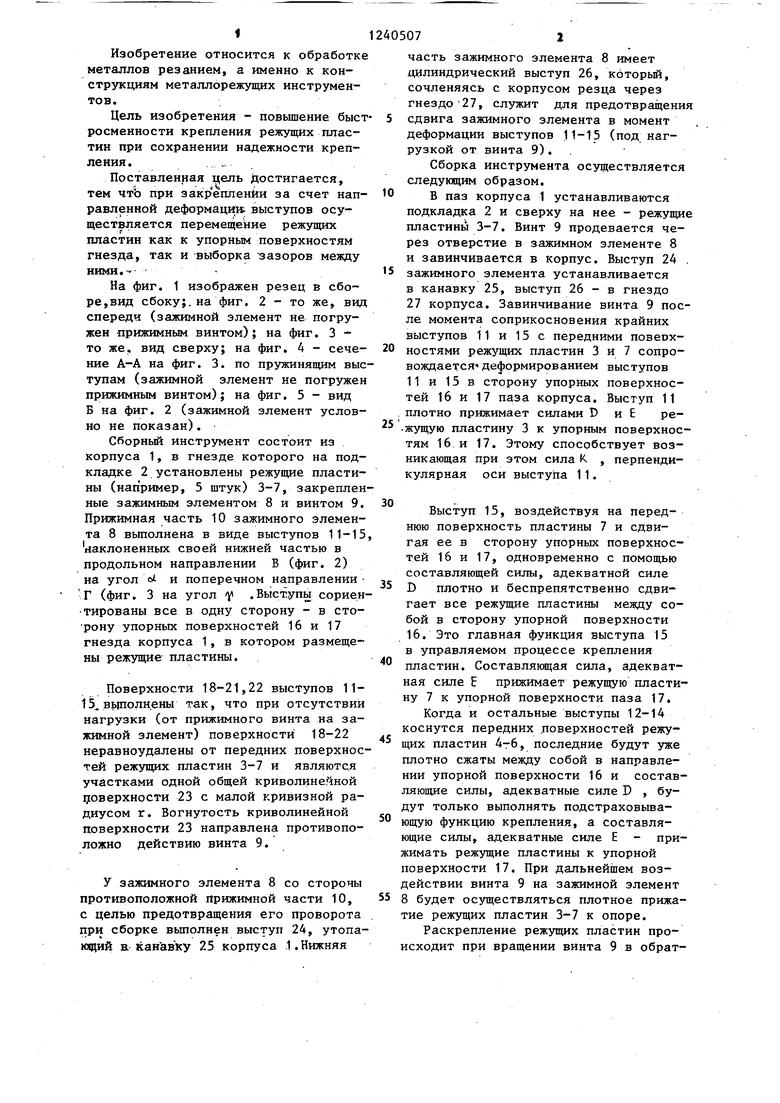

| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| Резец | 1982 |
|
SU1057193A1 |
| РЕЗЕЦ | 1994 |
|
RU2056977C1 |
| Сборный резец | 1985 |
|
SU1308432A1 |
| Сборный режущий инструмент | 1983 |
|
SU1274853A1 |
| ИНСТРУМЕНТ ДЛЯ СЪЕМНОГО ЗАКРЕПЛЕНИЯ РЕЖУЩЕЙ ПЛАСТИНЫ (ВАРИАНТЫ) И СПОСОБ ЗАКРЕПЛЕНИЯ РЕЖУЩЕЙ ПЛАСТИНЫ В ИНСТРУМЕНТЕ | 2008 |
|
RU2456127C2 |
| Резец | 1979 |
|
SU889289A1 |
| ФРЕЗА | 1999 |
|
RU2220823C2 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2013 |
|
RU2532746C1 |
| Режущий инструмент | 1973 |
|
SU867285A3 |
сриг.2
И
lpU9.3
А А подернуто /J /4г /5
/8 / 22 23
фиг Л
Вид В по8ернуто .5
2ff
Составитель В.Золотов Редактор М.Товтин Техред М.Моргентал Корректор М.Пожо
Заказ 3431/7 Тираж 1001Подписное
- ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг. 5
| Генератор линейно-частотно-модулированных сигналов | 1973 |
|
SU455449A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
