Изобретение относится к области обработки металлов резанием, к конструкциям металлорежущего инструмента.
Наиболее близкой по технической сущности, выбранной в качестве прототипа, является сборная червячная фреза [А.с. №1689000, МКИ5 B23F 21/16, опубл. 07.11.1991. Бюл. №41]. Известное устройство содержит корпус, у которого имеются два расположенных у торцов кольцеобразных паза, в которых размещены клиновые сухари, взаимодействующие посредством шпилек с зажимными и опорными сухарями. В конических гнездах корпуса размещены клинья с винтами. Поверхность, контактирующая с корпусом, выполнена в виде боковой поверхности усеченного конуса, при этом прямая, на которой расположены центры дуг, ограничивающие коническую поверхность, параллельна поверхности, которая является одновременно осью резьбового отверстия. Поверхность клина, контактирующая с режущими элементами, выполнена плоской с вертикальным пазом.
К недостаткам прототипа относится большая трудоемкость изготовления опорной поверхности под режущие элементы. При заворачивании винта клиновое закрепление совершает радиальное перемещение от оси инструмента и вытаскивает режущие элементы в радиальном направлении. Нетехнологичные режущие элементы также повышают стоимость изготовления известной сборной червячной фрезы.
Задачей, на решение которой направлено заявляемое изобретение, является создание сборной червячной фрезы повышенной работоспособности за счет достижения использования сменных многогранных пластин из твердого сплава, расширение технологических возможностей за счет использования одного корпуса инструмента для нарезания зубчатых колес требуемого модуля за счет установки сменного инструментального блока для соответствующего модуля.
Указанный технический результат достигается тем, что сборная червячная фреза содержит ряд продольных пазов, в которых установлены опорные и упорные рейки, образующие сменные инструментальные блоки, которые, в свою очередь, закреплены винтами с помощью зажимных и опорных сухарей от осевого смещения, режущие элементы базируются в угловых пазах упорных реек с помощью зажимных клиньев. В продольных пазах имеются плоская вертикальная поверхность и противоположная поверхность, выполненная под углом α1. У зажимных клиньев имеются поверхности, одна поверхность выполнена плоской и вертикальной, а противоположная плоская и выполнена под углом α. Каждый следующий сменный инструментальный блок смещен относительно предыдущего на величину ΔPxo, которая определяется по формуле:

где Рх0 - осевой шаг фрезы, мм;
Z0 - количество продольных пазов.
Расширение технологических возможностей осуществляется за счет использования одного корпуса инструмента для нарезания зубчатых колес требуемого модуля путем установки сменного инструментального блока для соответствующего модуля. Сменный инструментальный блок представляет собой сборочный узел, состоящий из упорной рейки, опорной рейки, режущих элементов и прецизионных пластин. При заворачивании винта прижимной клин совершает движение к оси инструмента, что исключает перемещение режущего элемента в радиальном направлении от оси инструмента, что благоприятно сказывается для базирования режущего элемента в угловом пазу упорной рейки.
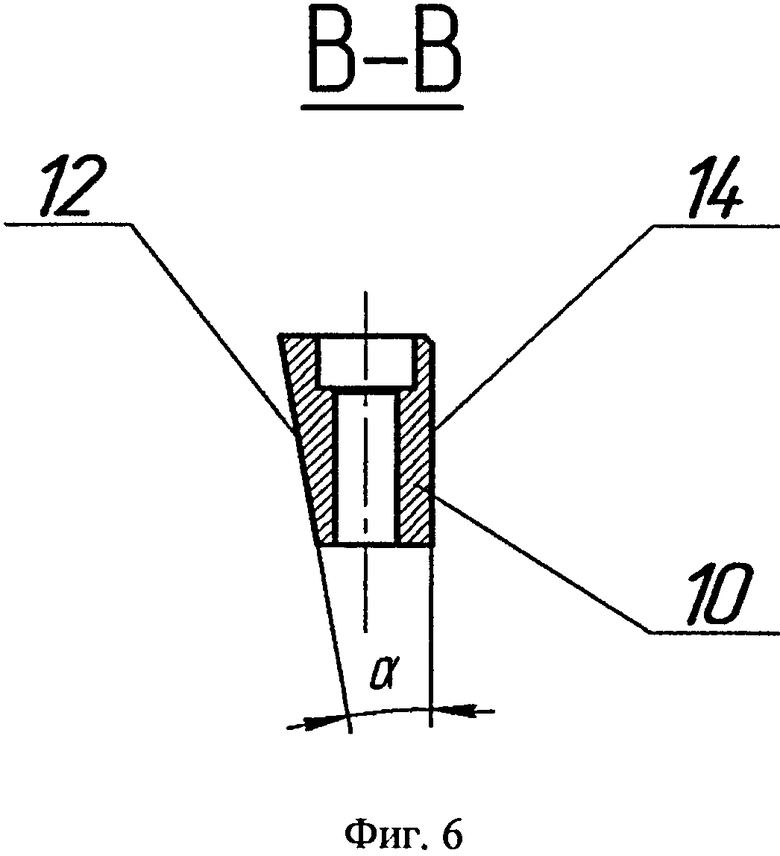
На фиг.1 изображена фреза, общий вид; на фиг 2 изображен вид А фиг.1; на фиг.3 изображено сечение Б-Б фиг.2; на фиг.4 изображен контур продольного паза; на фиг.5 изображен клин, вид сверху; на фиг 6 изображено сечение В-В фиг.5; на фиг.7 изображен сменный инструментальный блок.
Сборная червячная фреза содержит корпус 1 с продольными пазами, в которых установлены упорные 2, опорные рейки 3 и прецизионные пластины 6, закрепленные винтами 7 с помощью опорных 4 и зажимных сухарей 5 от осевого смещения. Режущие элементы 9 базируются в угловых пазах опорных реек 3 зажимными клиньями 10 с помощью винтов 8 от радиально смещения. Поверхность 14 зажимных клиньев 10 контактирует с поверхностью 11 в виде плоской вертикальной поверхности. Поверхность корпуса 1, контактирующая с зажимным клином 10, выполнена вертикальной. Поверхность 12 зажимных клиньев 10, контактирующая с режущими элементами 9, выполнена плоской но под углом α относительно поверхности 14. Поверхность 13, контактирующая с опорной рейкой 3 корпуса 1, выполнена под углом α1 относительно поверхности 11 корпуса 1.
Упорные 2 и опорные рейки 3 устанавливают в продольные пазы корпуса 1. Прецизионные пластины 6 позволяют располагать опорные 2 и упорные рейки 3 по винтовой линии. Закрепление опорных 2 упорных реек 3 и прецизионных пластин 6 производят при помощи опорных 4 и зажимных сухарей 5. Опорные 4 и зажимные сухари 5 расположены в кольцеобразных пазах корпуса 1. Крепление режущих элементов 9 в радиальном направлении осуществляют попарно зажимными клиньями 10, расположенными в продольных пазах корпуса 1. При вращении винтов 8 прижимные клинья 10 перемещаются относительно корпуса 1, обеспечивают крепление режущих элементов 7. Каждый следующий сменный инструментальный блок смещен относительно предыдущего на величину ΔРх0, которая определяется по формуле:

где Рх0 - осевой шаг фрезы, мм;
Z0 - количество продольных пазов.
Сборная червячная фреза является многомодульной, так как в ее конструкции заложена смена опорных 2 и упорных реек 3, которые, в свою очередь, изготовлены под требуемый модуль. Для этого требуется отвинтить винты 7 и 8, поставить в продольные пазы опорные 2 и упорные рейки 3, режущие элементы 9 и, если потребуется, заменить прижимные клинья 10, а также прецизионные пластины 6 для достижения смещения реек друг относительно друга. В процессе фрезерования сборная червячная фреза совершает вращательное движение вокруг своей оси и поступательное в направлении подачи.
Таким образом, разработанная сборная червячная фреза обеспечивает расширение технологических возможностей за счет использования одного корпуса инструмента для нарезания зубчатых колес требуемого модуля путем замены сменного инструментального блока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборная червячная фреза | 2023 |
|
RU2814755C1 |
| Сборная червячная фреза с групповой схемой резания | 2019 |
|
RU2720011C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102202C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1998 |
|
RU2147496C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102201C1 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| Фреза червячная | 1979 |
|
SU1007868A1 |
| Сборная червячная фреза | 2017 |
|
RU2680122C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Сборная червячная фреза | 1989 |
|
SU1689000A1 |





Изобретение относится к машиностроению и может быть использовано в конструкциях металлорежущих инструментов для фрезерования деталей. Сборная червячная фреза содержит ряд продольных пазов, в которых установлены опорные и упорные рейки, образующие инструментальные блоки, которые, в свою очередь, закреплены винтами с помощью зажимных и опорных сухарей от осевого смещения, режущие элементы базируются в угловых пазах упорных реек с помощью зажимных клиньев. В продольных пазах имеются плоская вертикальная поверхность и противоположная поверхность, выполненная под углом α1. Одна поверхность зажимных клиньев выполнена плоской и вертикальной, а противоположная выполнена под углом α. Каждый следующий сменный инструментальный блок смещен относительно предыдущего на величину, которая определяется по приведенной расчетной формуле. Обеспечивается расширение технологических возможностей. 7 ил.
Сборная червячная фреза для нарезания зубчатых колес, содержащая корпус с кольцевыми и продольными пазами, режущие элементы, установленные с образованием исходного контура в виде рейки и закрепленные попарно в радиальном направлении посредством зажимных клиньев и винтов, прецизионные пластины и расположенные в кольцеобразных пазах корпуса зажимные и опорные сухари, отличающаяся тем, что она снабжена опорными и упорными рейками, выполненными с возможностью установки в продольных пазах корпуса, при этом опорные рейки выполнены с угловыми пазами для установки в них режущих пластин, а зажимные клинья выполнены с плоской вертикальной поверхностью для обеспечения контакта с соответствующей поверхностью продольных пазов корпуса и с плоской поверхностью, расположенной под углом, для обеспечения контакта с режущими элементами, при этом продольные пазы корпуса выполнены с плоской поверхностью, расположенной под углом относительно корпуса для контакта с установленной в них опорной рейкой, причем упорные рейки, опорные рейки, режущие элементы и прецизионные пластины установлены в продольных пазах посредством упомянутых опорных и зажимных сухарей с образованием сменных инструментальных блоков для нарезания зубчатых колес требуемого модуля, расположенных со смещением ∆ Рх0 друг относительно друга, величину которого определяют по формуле:
где Рх0 - осевой шаг фрезы, мм;
Z0 - количество продольных пазов в корпусе фрезы.
| Сборная червячная фреза | 1990 |
|
SU1808539A1 |
| Станок для изготовления из листового металла наконечников для обувных шнурков | 1925 |
|
SU6700A1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102202C1 |
| ВСТАВКА-ВОДОВОД ВОДОМЕТНОГО ДВИЖИТЕЛЯ СКОРОСТНОГО СУДНА | 2002 |
|
RU2240951C2 |

