Изобретение относится к машиностроению и может быть использовано при шлифовании ферромагнитных материалов для очистки абразивного инстт румента.
Цель изобретения - повышение эффективности очистки,рабочей поверхности круга от ферромагнитной стружки. Цель достигается воздействием на круг переменного магнитного поля с одновременной активацией СОЖ ультразвуковыми колебаниями.
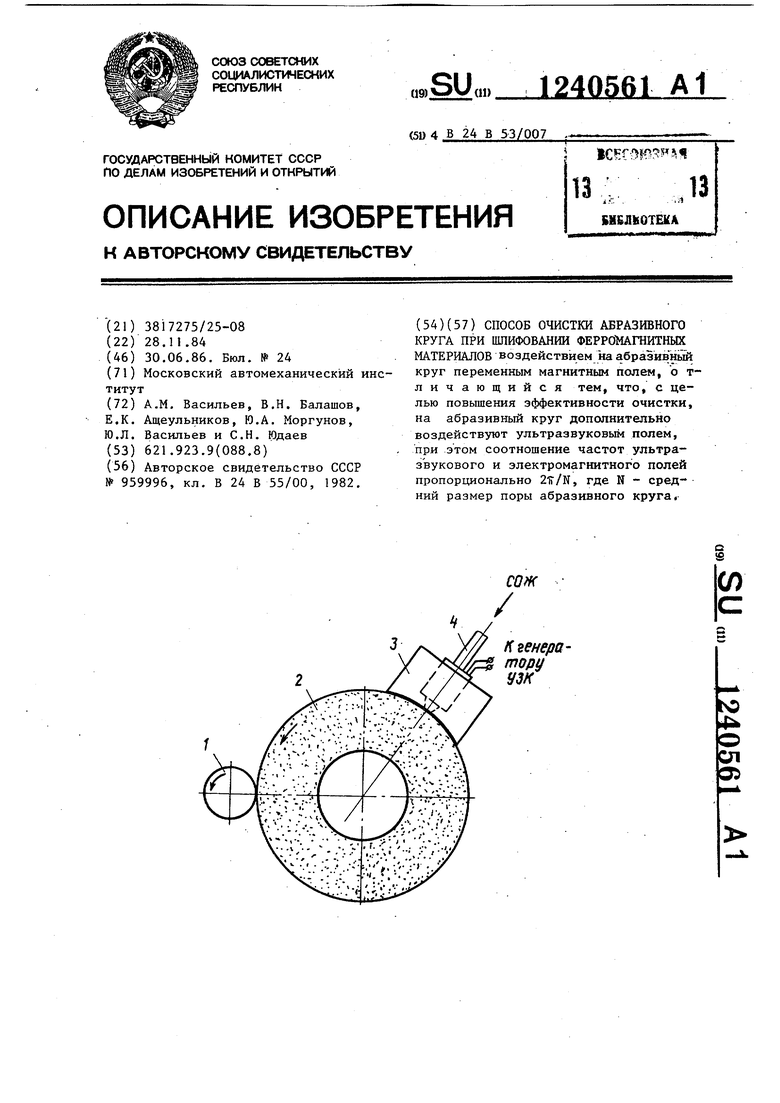
На чертеже показана схема очистки шлифовального круга.
Способ осуществляется следующим образом.
Обрабатываемая деталь 1 шлифуется абразивным кругом 2, над рабочей поверхностью которого создается переменное магнитное поле электромагни- том 3. В зоне воздействия переменног магнитного поля на поверхность абразивного круга через сопло 4 подается СОЖ, активированная ультразвуковыми колебаниями.
Эффективная очистка абразивного круга обеспечивается совместным воздействием магнитного поля и ультра
звуковых колебаний, причем под деист- материалов возрастает.
Составитель Ю. Пинчук Редактор М. Товтин Техред О.Гортвай Корректор Л. Патай
Заказ 3435/JО Тираж 740Подписное
. ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
где О
вием активированной ультразвуковыми колебаниями СОЖ частицы стружки интенсивно раскачиваются в порах круга, а переменное магнитное поле способствует отрыву.этих частиц от его поверхности.
Предлагаемый способ подразумевает определенное, соотношение частот ультразвуковых (f(i ) и электромагнитных f колебаний, тсоторое будет различны для различных условий шлифования.
,
-скорость вращения абразивного круга;
-средний размер по абразивного, круга;
2
N
К, и
гколичество пор на рабочей поверхности круга; целые числа, подбираемые в зависимости от условий шлифования.
Таким образом, при соотношении частот ультразвуковых и электромаг- нитных полей, пропорцинальном , эффективность очистки абразивных кругов при шлифовании ферромагнитных
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ очистки абразивного инструмента при обработке ферромагнитных материалов | 1981 |
|
SU959996A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ РЕЖУЩЕЙ ПОВЕРХНОСТИ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 2008 |
|
RU2387532C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ РЕЖУЩЕЙ ПОВЕРХНОСТИ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 2004 |
|
RU2275291C1 |
| Способ очистки абразивного круга при шлифовании детали из ферромагнитного материала | 1981 |
|
SU1000252A1 |
| Устройство для подвода смазочно-охлаждающей жидкости к шлифовальному кругу | 1985 |
|
SU1283063A1 |
| Способ подачи СОЖ при силовом шлифовании зубчатых колес | 1984 |
|
SU1328176A1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННОГО СЛОЯ НА ПОВЕРХНОСТИ МЕТАЛЛОВ В УСЛОВИЯХ ЗВУКОКАПИЛЛЯРНОГО ЭФФЕКТА | 2013 |
|
RU2547051C2 |
| Устройство для очистки абразивного инструмента от ферромагнитной стружки | 1975 |
|
SU574313A1 |
| СПОСОБ ГИДРООЧИСТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 1997 |
|
RU2151042C1 |
| ИНСТРУМЕНТАЛЬНАЯ ГОЛОВКА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1996 |
|
RU2111842C1 |
| Способ очистки абразивного инструмента при обработке ферромагнитных материалов | 1981 |
|
SU959996A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
