изобретение относится к области сборки машин и металлоконструкций и может быть использовано для затяжки большого количества болтов, резьбовых соединений ударными гайковертами.
Целть изобретения - повьппение производительности и точности затяжки путем разбивки болтов на группы по нормируемому усилию натяжения, отбора из группы двух выборок, одну из которых затягивают до разрушения, а другую до упругбпластической .области и по результатам этой затяжки опре- деляют число ударов и корректируют
энергию для затяжки болтов всей груп- J5 образом, чтобы отношение числа удапь .
На фиг. 1 изображен характерный
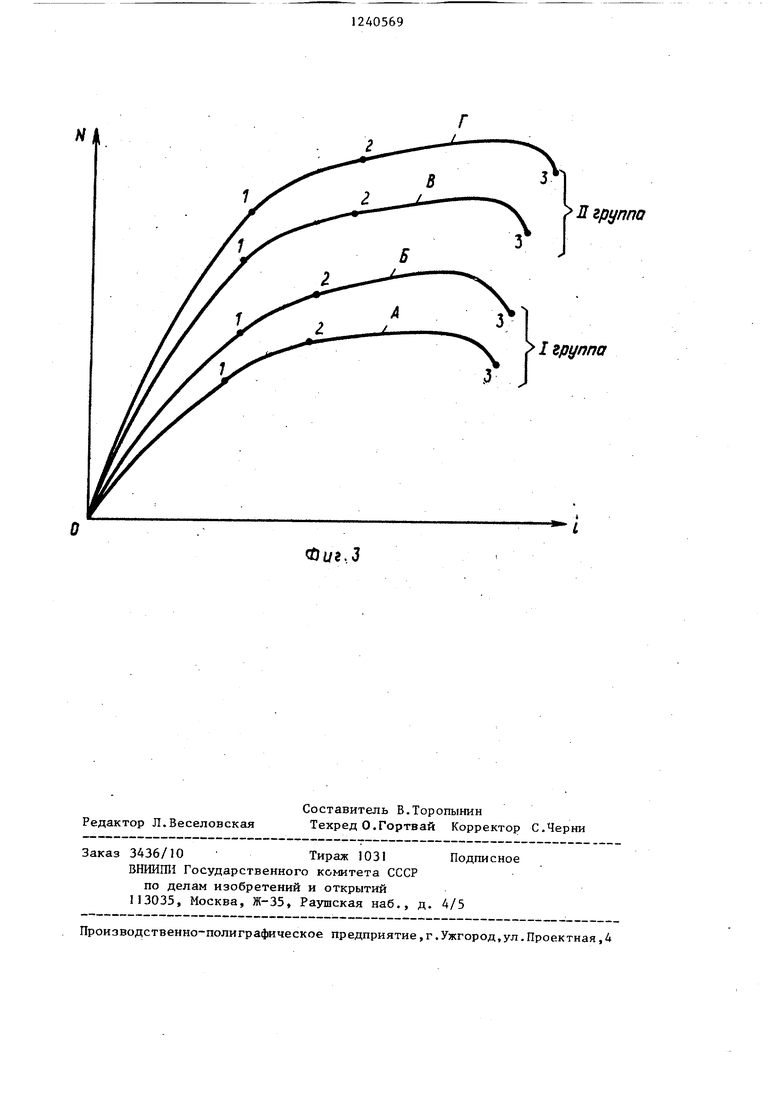
резьбовой узел конструкций с болта-, ми равной длины; на .фиг. 2 - то же, с болт ами разной длины; на .фиг. 3 - график зависимости усилия натяжения болтов от. числа ударов для .двух групп болтов.
Способ затяжки резьбовых соединений осуществляется следующим образом
Перед сборкой резьбовых соединений машин и металлоконструкций все болты разбивают на группы по нормируемому усилию натяжения с мaкcимiaль ным разбросом в группе до 25%. Такой разброс дает во.зможность комплекта- ции наиболее применяемых болтов в группы, а также обеспечивает мини- мальнун) разницу в коэффициентах за- паса прочности болтов в предел ах группы после затяжки. Затем из дои группы отбирают две выборки. Количество болтов в выборке определяется выбранной доверительной вероятностью и доверительной оценкой точности счета числа ударов гайковерта, применяемого при затяжке. В первую выборку отбирают.болты, наименьших, а во вторую - наибольших диаметров и дпин. Болты первой выборки затягивают до разрушения и устанавливают ин- тервал разброса числа ударов гайко- ерта. Болты второй выборки затягивают до перевода их в упругопластичес- кую область р.аботы и также устанавливают интервал разброса числа ударов гайковерта. УстаНо.вление упруго- пластической области может быть произведено любым сзгществующим способам тарированной затяжки единичных болтов. Наиболее эффективным является способ, при котором при затяжке определяют отношение приращений угла
поворота гайки за каждый последую- щий удар к приращению за к алугьш предыдущий удар. Это отношение для упру- гопластической области составляе.т, 0,7-0,9. Угол поворота гайки измеряют, например, с помощью градуированного лимЬа, установленного на одну из стягиваемых деталей резьбового . узла, и стрелки,.закрепленной на гайке. .
После уста новления интервала разброса числа ударов для каждой выборки тарируют (корректируют) энергию уДара применяемого гайковерта таким
ров, соответствующих нижней границе интервала разброса для болтов первой выборки, к.числу ударов, соответствующих вepkнeй границе интервала,
разброса для болтов второй выборки, было равно или больше значения нормируемого коэффициента запаса .прочности. Затем каждую группу бол тов.. затягивают числом ударов, срответствуюЩим .верхней границе установленного интервала разброса для .болтов второй выборки данной группы. При этом ка- Ткие-либо дополнительные меры конт- . роля при затяжке каждого из болтов
группы не производятся, так как все болты группы надежно переводятся в упругопластическую область с заданным коэффициентом запаса прочности.
При монтаже различных металлокон струкций (мосты, промьш1ленные здания
мостовые, краны и т.д.) для затяжки резьбовых узлов широко применяют высокопрочные болты. Количество болтов колеблется обычно от 20 до . В каждом из собираемых объектов наиболее широко используются болты двух смежных диаметров М22-М24 и М27-МЗО. В зависимости от конструктивных особенностей элементов кон- струкций используют 3-8 типоразмеров
болтов по длинам (фиг.1 и 2).
При таком многообразии типоразмеров затяжка каждого болта обычными способами трудоемка.
По данному способу болты разбивают на группы по нормируемому усилию натяжения с максимальным разбросом в данной группе до 25%.
Возможность разбивки пбясняется таблицей нормируемых усилий натяжения для различных диаметров высокопрочных болтов.
г1ормируемое усилие натяжения , кН 121
147 188 233 271 355 372 430 508 618
Как видно из таблицы, но рмируемые усилия для смежных диаметров болтов отличаются не более чем на 25%. Для наиболее распространенных, групп болтов (М22-М24) и(М27-МЗО) это отличие еще меньше.
Величина разброса до. 25% обеспечивает также затяжку всех болтов группы в. упругопластическую область работы.
, Как видно из графиков (фиг.3) при затяяске болтов группы числом ударов, определенным по затяжке болтов большего диаметра в упругапластическую Область (участки 1-2 на кривых Б и Г), болты меньших диаметров (кривые А и В) будут затянуты также в упругопластическую область. Если взять группу болтов с разбросом по усилию натяжения большим 25% (например, М22-М24-М27), то болты меньших диаметров будут затянуты в область разрушения (участки 2-3).
Пример. Затяжка болтов группы М22-М24.
Экспериментально установлено, что .болты М22 наименьшей-дгтны (первая выборка) разрушаются при нанесении 90-120-ударов. Энергия удара гайко- верта при экспериментальной заточке 100 Дж. Вторая выборка (болты М24 наибольшей дпины) затягивается в упругопластическую область работы 8-14 ударами. Нормируемый коэффициент запаса прочности определяют как отношение нижней границы интервала разброса для первой выборки к верхней границе интервала разброса второй выборки . Дпя группы М22-М24 нор- мируемьй коэффициент равен 90:14 6,4. При затяжке такой же групйы болтов рабочим гайковертом с энергией удара 63 Дж минимальное количество ударов до разрушения равно 116, а максимальное количество ударов для затяжки болтов в упругопластическую область равно 16. Коэф циент запаса 7,2, что больше нормируемого коэффициента запаса. За тяжку болтов всей группы производят 16 yдapa l 
| название | год | авторы | номер документа |
|---|---|---|---|
| Ударный гайковерт | 1981 |
|
SU1004092A1 |
| Ударный гайковерт | 1976 |
|
SU827291A1 |
| Стенд для испытания гайковертов ударного действия | 1972 |
|
SU442391A1 |
| Способ затяжки резьбовых соединений | 1990 |
|
SU1749013A1 |
| Ударный гайковерт | 1976 |
|
SU827290A1 |
| Ударный гайковерт | 1981 |
|
SU973337A2 |
| Ударный механизм гайковерта | 1980 |
|
SU967794A1 |
| Ударный гайковерт | 1980 |
|
SU903100A1 |
| Ударный механизм гайковерта | 1982 |
|
SU1079423A1 |
| Устройство для затяжки резьбовых соединений методом механического растяжения стержня болта | 1975 |
|
SU537801A1 |
Фиг. 2
И группа
/ группа
Фуг. J
Редактор Л.Веселовская
Составитель В.Торопынин Техред О.Гортвай Корректор С.Черни
Заказ ЗА36/10 Тираж 1031 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная,4
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| СПОСОБ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 0 |
|
SU254409A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
