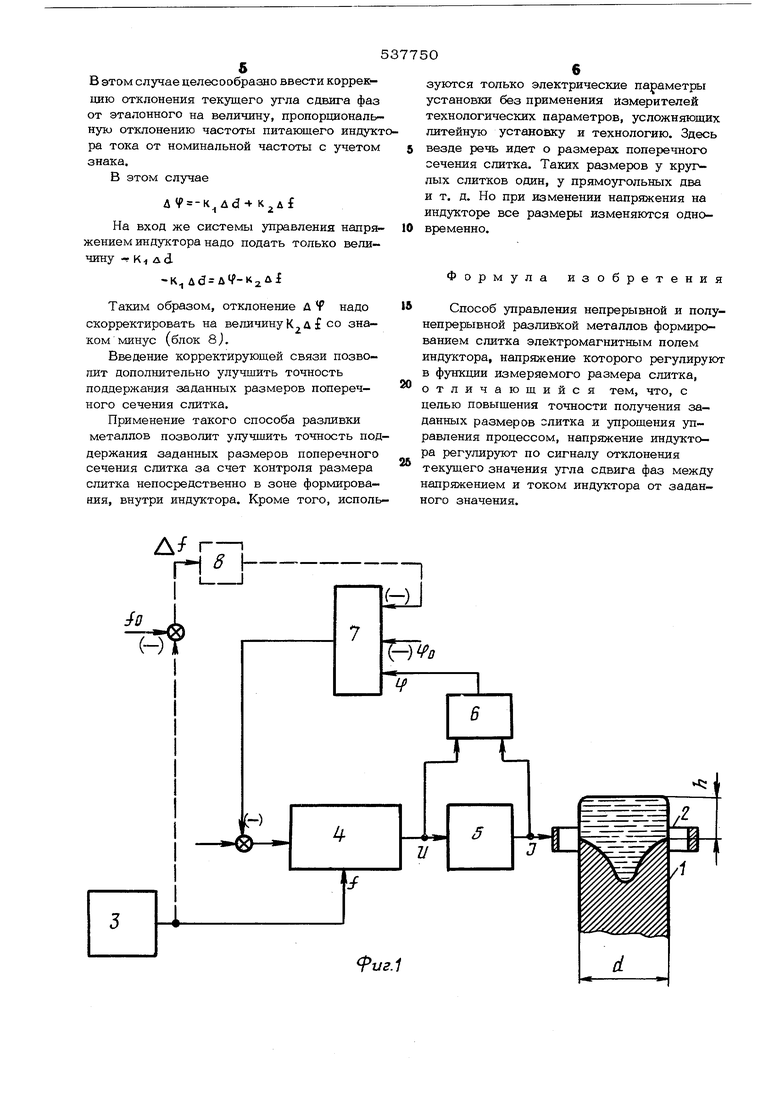
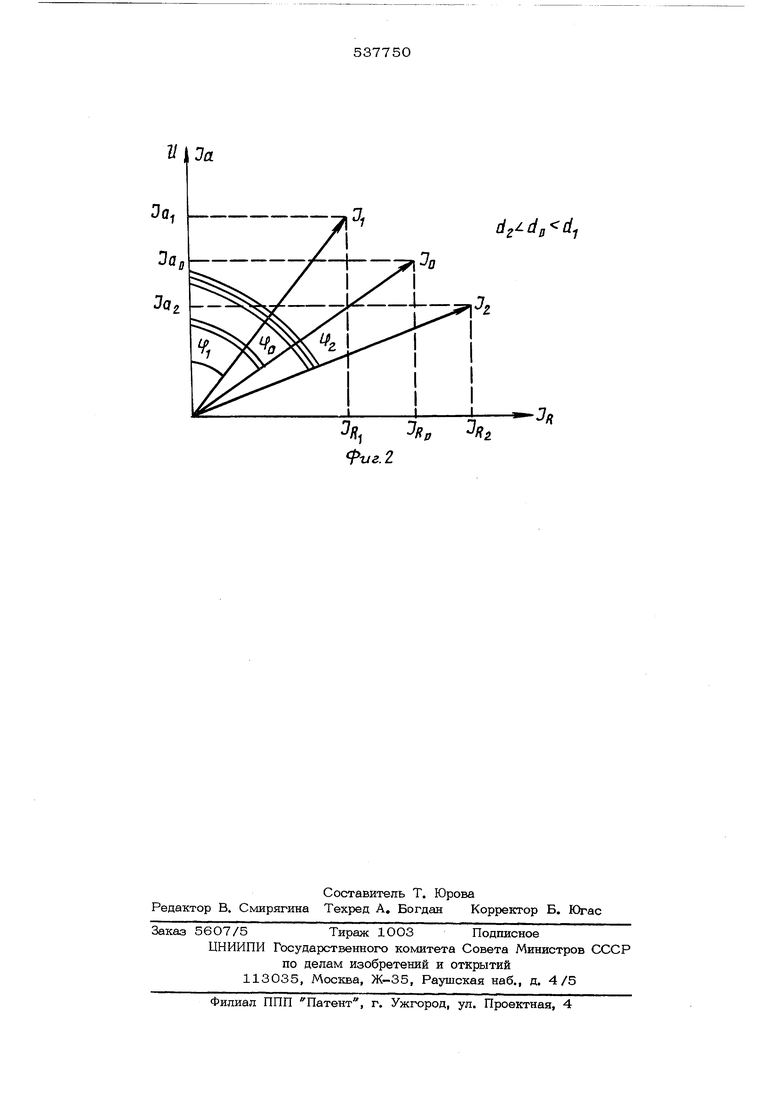
(54) СПОСОБ УПРАВЛЕНИЯ НЕПРЕРЫВНОЙ И ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКОЙ МЕТАЛЛОВ Одним из важных электрических параме ров индуктора, определяющих величину напряжения и , которое необходимо приложи к индуктору для получения требуемого тока 3 , является комплексное сопротивление 1 системы индуктор-металл. Оно зависит как от параметров самого индуктора, так и от количества помещенного внутрь его металла (на фиг. 1 представ лено блоком 5). Причем наличие металла внутри индуктора увеличивает активное сопротивлени и уменьшает индуктивное X - активное и индуктивное где R.. , сопротивление индуктора; Ктзи . Х - вносимые сопротивления о ИSH металла. Влияние на 2, оказывает мателл, находящийся вблизи индуктора, поэтому изменения Pg и Xgj , в первую очередь, опре деляются изменениями размера слитка d . Изменения уровня h жидкого металла оказывают незначительное влияние X „ц из-за удаленности этого уровня от индуктора. Таким образом, изменения R и зависят главным образом от изменения размера слитка. Изменения вн .причем разного знака, оказывают влияние на угол сдви га фаз Ф между напряжением и током индуктора. и O-Ctgr и вн Теоретические и экспериментальные исследования угла Ч при изменениях размера d показали, что изменения Ч на единицу размера d являются доступной для количественной оценки мерой отклонения раз меров поперечного сечения слитка от заданных. Угол сдига фаз Ф между напряжением индуктора и током индуктора зависит так же от частоты f питающего индуктор т ока V Ф (d, ) После разложения функций в ряд Тэйлора и соответствующих преобразований получаем Л V - K Д d В литейных установках применяют обыч но преобразователи со стабильной фиксиро ванной частотой и поэтому Таким образом, в больщинстве случаев имеем:A f Значения напряжения индуктора U и тока Г подаются на измеритель 6 угла сдвига фаз Ф , на выходе которого получается величина, связанная с текущим углом ф , т. е. со значением в данный момент време ни. Этот угол сравнивается с эталонным значением Чд (когда размер d равен заданному dg) в блоке сравнения Ве личина. пропорциональная ДФ Р - Ф . подается на вход системы управления напряжением индуктора 4 в виде обратной связи. При этом необходимо учитывать знак отклонения угла. Если отклонение положительное, т. е. 1р 1.р , то это означает, что размеры поперечного сечения слитка меньще номи- нальных d d . В этом случае необходимо уменьщить напряжение на индукторе, чтобы уменьшить сжимающие жидкий металл силы. Размер слитка после такого воздействия увеличивается. Таким образом, управляющее воздействие надо подать на вход системы со знаком минус. Изменения угла ф от размера d показано векторной диаграммой на фиг. 2. По оси ординат откладываются векторы напряжения V и активной составляющей тока :Га. по оси абцисс-реактивной составляющей тока 3 pi, . Эталонный угол сдвига фаз между напряжением индуктора U и током индуктора Э , равный fg, имеет место, когда разме1я поперечного сечения слитка равны заданным, т. е. d do. При увеличении размера ( д. dg ) растет активная составляющая тока индуктора ( 3 о, ь Лд ), так как растет активное сопротивление -t-R- и уменьшается реактивная составляющая тока индуктора ( К, 3 }, так как уменьшается индуктивное сопрЪтивление X ц X ьн В этом случае 4 V Наоборот, при уменьшении размера (3,-d } г - РО Этот эффект и используется при данном способе литья. В ряде случаев частота преобразователя может отклоняться от заданной. Это возможно, например, при вращении преобразовав, тельного генератора асинхронным двигателем, скорость которого несколько снижает ся под нагрузкой. Кроме того, при питании ндуктора от статического регулируемого сточника частоты частота также может несколько отклоняться от номинальной. В этом случае целесообразно ввести коррекцию отклонения текущего угла сдвига фаз от эталонного на величину, пропорционалЕзную отклонению частоты питающего индукт ра тока от номинальной частоты с учетом знака. В этом случае Д V -K Ad-v к.,д f На вход же системы управления напряжением индуктора надо подать только величину -f к 1 д d -к д 3 дЧ- 2 Таким образом, отклонение Д Р надо скорректировать на величину со знаком минус (блок 8), Введение корректирующей связи позволит дополнительно улучщить точность поддержания заданных размеров поперечного сечения слитка. Применение такого способа разливки металлов позволит улучшить точность под держания заданных размеров поперечного сечения слитка за счет контроля размера слитка непосредственно в зоне формирования, внутри индуктора. Кроме того, исполь
д# I-1
П h
л1
ТТГ
1
Ы
ТТ зуются только электрические параметры установки без применения измерителей технологических параметров, усложняющих литейную устано1вку и технологию. Здесь везде речь идет о размерах поперечного сечения слитка. Таких размеров у круглых слитков один, у прямоугольных два и т. д. Но при изменении напряжения на индукторе все размеры изменяются одновременно. Формула изобретения Способ управления непрерывной и полунепрерывной разливкой металлов формированием слитка электромагнитным полем индуктора, напряжение которого регулируют в функции измеряемого размера слитка, отличающийся тем, что, с целью повыщения точности получения заданных размеров :;литка и упрощения управления процессом, напряжение индуктора регулируют по сигналу отклонения текущего значения угла сдвига фаз между напряжением и током индуктора от заданного значения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления непрерывной разливки металла | 1985 |
|
SU1306636A1 |
| Способ управления разливкой металла в электромагнитном поле | 1986 |
|
SU1342589A1 |
| Способ управления разливкой металла и устройство для его осуществления | 1985 |
|
SU1243892A1 |
| Способ управления процессом непрерывной разливки металла и устройство для его осуществления (его варианты) | 1978 |
|
SU1209022A3 |
| Устройство для непрерывной и полунепрерывной разливки металлов | 1976 |
|
SU595919A1 |
| Устройство для регулирования уровня расплава в кристаллизаторе установки непрерывной разливки | 1982 |
|
SU1080920A1 |
| Способ управления размером слитка при разливке металла в электромагнитный кристаллизатор | 1984 |
|
SU1174155A1 |
| Способ отливки слитков на многоручьевой машине полунепрерывного литья | 1991 |
|
SU1822364A3 |
| Способ управления непрерывной разливкой металла | 1987 |
|
SU1447553A1 |
| СПОСОБ ДЛЯ НЕПРЕРЫВНОЙ И ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ АЛЮМИНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2457064C1 |
-/
1 г
иг.1
Z/lJfl
-,3,
,
,d
- Jt
