00
ел
4
о со
Изобретение относится к металлургии, а именно к непрерывной разливке стали.
Известен способ разливки металла в электромагнитный -кристаллизатор, включающий воздействие на слиток электромагнитного поля, при этом электромагнитное поле высокой и низкой частоты создают расстройкой и последующей подстройкой нагрузочного контура электромагнитного кристаллизатора путем изменения частоты электрических колебаний источника, питающего электромагнитный кристаллизатор, причем это изменение производят периодически с низкой частоты 1.
Недостатками данного способа разливки являются пониженная производительность труда, повыщенная мощность источника, питающего электромагнитный кристаллизатор, ухудшенная стабилизация размеров слитка, а также сложность обусловленные нерациональным выбором рабочей частоты.
Известен также способ разливки металла в электромагнитный кристаллизатор, включающий воздействие на расплав электромагнитного поля тока фиксированной высокой частоты, используя при этом в качестве регулирующего параметра выходное напряжение источника, питающего электромагнитный кристаллизатор 2.
Недостатками этого способа являются пониженная производительность труда, повышенная мощность источника, питающего электромагнитный кристаллизатор, а также сложность.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ разливки металла в электромагнитный кристаллизатор, включающий воздействие на расплав электромагнитного поля тока фиксированной высокой частоты, обеспечивающего равновесие гидростатического давления расплава и электродинамического давления поля 3.
К недостаткам известного способа разливки металла относят следующее.
При проектировании и особенно при эксплуатации установок разливки металла в электромагнитный кристаллизатор не так важно знать точную величину электрических или энергетических характеристик, как необходимо предвидеть относительные их изменения за период выполнения технологического цикла.
Эти изменения в большинстве случаев обуславливаются зависимостью удельного электрического сопротивления- от температуры разливаемых металлов.
Цель изобретения - стабилизация размеров слитка, улучшение качества его поверхности, повышение производительности и снижение мощности источника электроэнергии, питающего электромагнитный кристаллизатор.
5
Для достижения поставленной цели согласно способу разливки металла в электромагнитный кристаллизатор, включающему воздействие на расплав электромагнитным
полем тока фиксированной высокой частоты, обеспечивающего равновесие гидростатического давления расплава и электродинамического давления поля, разливку начинают при фиксированной частоте тока
и повышают эту частоту на величину, про- порциональную уменьшению ,электродинамического давления, при выходе поддона из зоны индуктора.
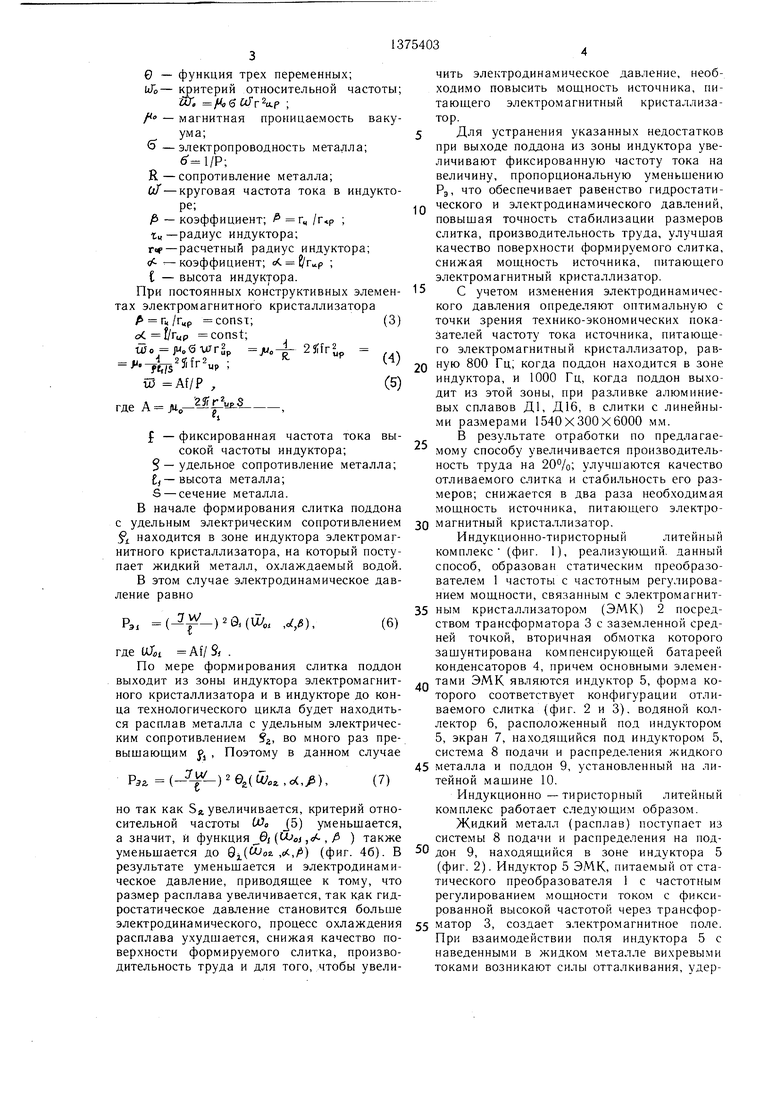
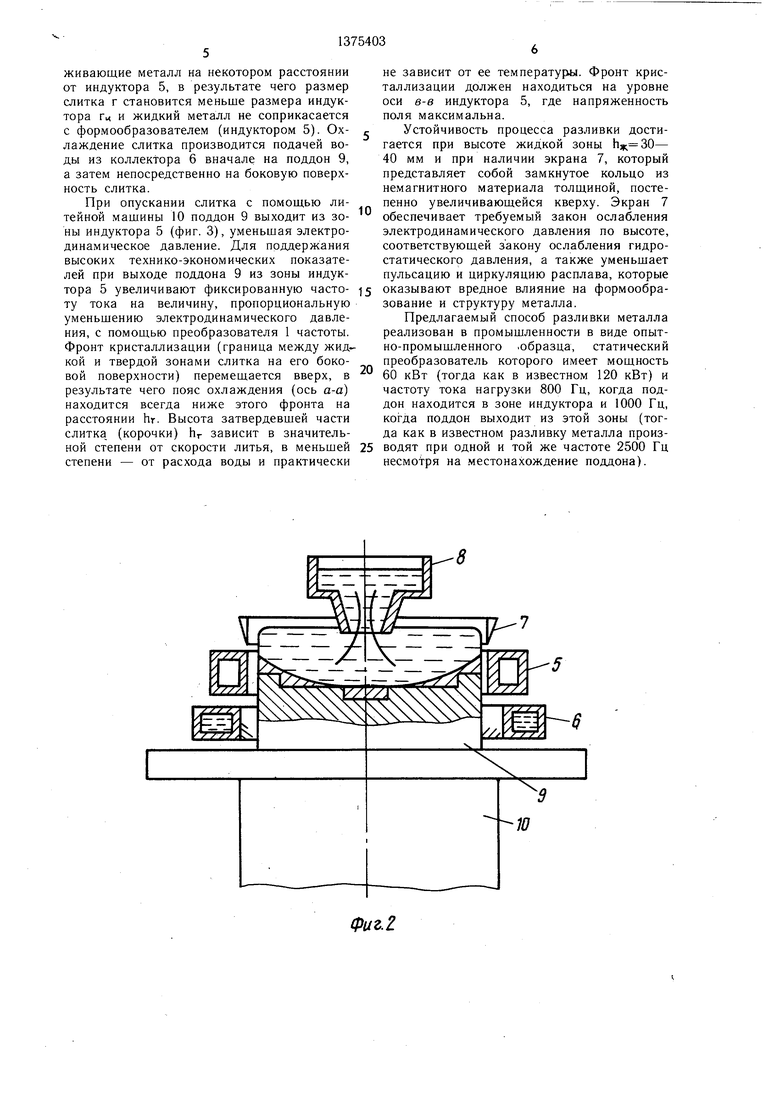
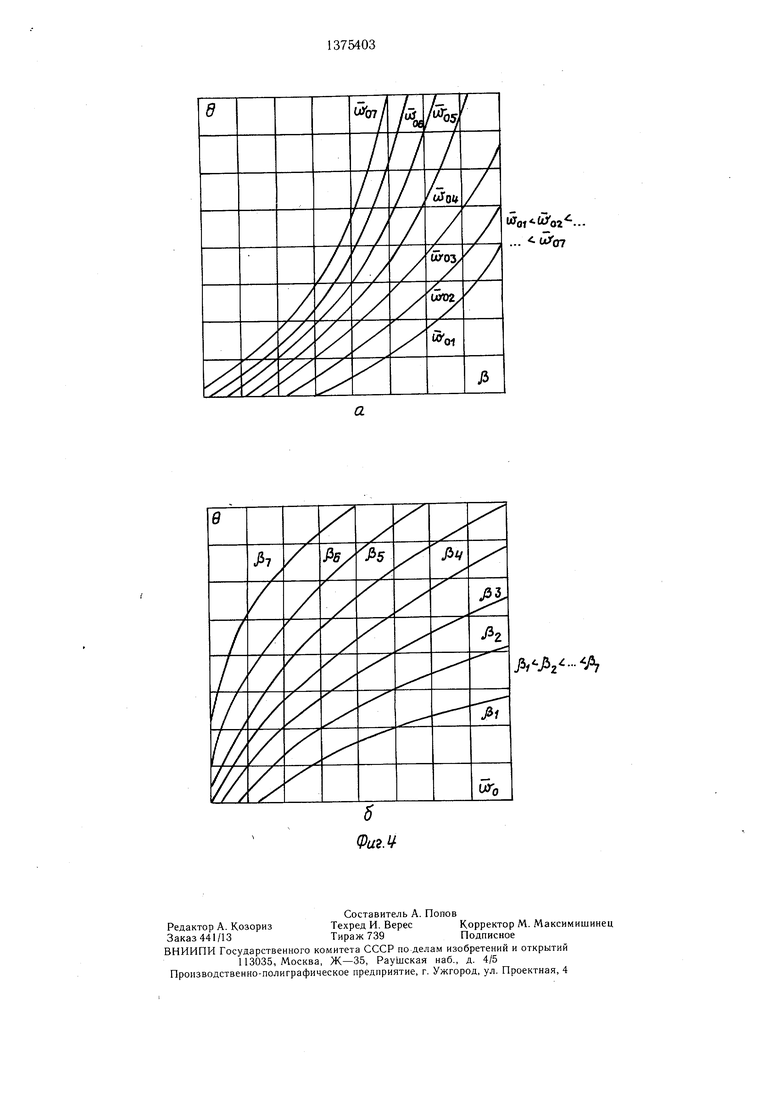
На фиг. 1 приведена схема индукцион- но-тиристорного литейного комплекса, реа5 лизующего предлагаемый способ; на фиг. 2 - схема формирования слитка в электромагнитный кристаллизатор при нахождении поддона в зоне индуктора; на фиг. 3 - то же, при нахождении поддона вне зоны ин0 дуктора; на фиг. 4а, б - графики функции Q(C3., и, ft), рассчитанные на ЭВМ.
Способ литья в электромагнитный кристаллизатор осуществляется следующим образом.
Металл при получении слитков удерживают от растекания электромагнитными силами и одновременно охлаждают водой, благодаря чему поверхность слитка получается гладкой и не требует дополнительной механической обработки перед прокат« кой. Переменное электромагнитное поле тока фиксированной высокой частоты, создаваемое одновитковым индуктором электромагнитного крист аллизатора, охватывающим слиток, наводит в металле вихревые токи, которые благодаря явлению по5 верхностного эффекта сосредотачиваются в поверхностном слое слитка. Периметр слитка при этом образует замкнутый виток с током, взаимодействие которого с полем индуктора создает стягивающее давление на жидкий металл. Форма сечения получающегося слитка подобна форме индуктора, цоэтому слитки могут иметь любую требуемую конфигурацию.
Для обеспечения стабилизации размеров формируемого слитка обеспечивают
5 равенство между гидростатическим давлением расплава РГ и электродинамическим давлением F , создаваемым электромагнитным полем
.(1)
0 Гидростатическое давление определяется высотой жидкой зоны расплава.
Электродинамическое давление определяется, как
0
55 Pa()29(UC(,,-3), где 3 -ток индуктора;
число витков индуктора; t - высота индуктора;
0 - функция трех переменных;
иГо- критерий относительной частоты;
ИХ уи;,баГг2а.р ;
/ - магнитная проницаемость вакуума;б -электропроводность металла;
R-сопротивление металла; и/ - круговая частота тока в индукторе;
/5 - коэффициент; Гц ; t«-радиус индуктора; гч - расчетный радиус индуктора; 0 -коэффициент; ; - высота индуктора.
При постоянных конструктивных элемен- 15 ах электромагнитного кристаллизатора А Гч/Гцр соп5т;(3)
о(, 1Угцр const;
,6Шг2р ji,. 2№2„р
u.-l-atf, fr2.. .
b-fVs f - «p Ш Af/P ,
(4) (5)
5
.|Q
20
где А ju,
f - фиксированная частота тока высокой частоты индуктора; S - удельное сопротивление металла; tj-высота металла; S - сечение металла. В начале формирования слитка поддона
ы;
кутон- 15 (3)
4) (5)
ыа;на
чить электродинамическое давление, необходимо повысить мощность источника, питающего электромагнитный кристаллизатор.
5 Для устранения указанных недостатков при выходе ноддона из зоны индуктора увеличивают фиксированную частоту тока на величину, пропорциональную уменьщению РЗ, что обеспечивает равенство гидростати.|Q ческого и электродинамического давлений, повыщая точность стабилизации размеров слитка, производительность труда, улучшая качество поверхности формируемого слитка, снижая мощность источника, питающего электромагнитный кристаллизатор.
С учетом изменения электродинамического давления определяют оптимальную с точки зрения технико-экономических показателей частоту тока источника, питающего электромагнитный кристаллизатор, рав20 ную 800 Гц; когда поддон находится в зоне индуктора, и 1000 Гц, когда поддон выходит из этой зоны, при разливке алюминиевых сплавов Д1, Д16, в слитки с линейными размерами 1540x300x6000 мм.
В результате отработки по предлагае мому способу увеличивается производительность труда на 20%; улучшаются качество отливаемого слитка и стабильность его размеров; снижается в два раза необходимая мощность источника, питающего электро
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления разливкой металла и устройство для его осуществления | 1985 |
|
SU1243892A1 |
| Способ непрерывного литья слитка и плавильно-литейная установка для его осуществления | 2020 |
|
RU2745520C1 |
| Способ управления непрерывной разливкой металла | 1987 |
|
SU1447553A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА В ЭЛЕКТРОМАГНИТНОМ КРИСТАЛЛИЗАТОРЕ | 2003 |
|
RU2263003C2 |
| СПОСОБ И УСТРОЙСТВО ДИСКОВОГО ДОННОГО СЛИВА СИСТЕМЫ ВОЛКОВА | 2004 |
|
RU2338622C2 |
| СПОСОБ ДЛЯ НЕПРЕРЫВНОЙ И ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ АЛЮМИНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2457064C1 |
| Установка для непрерывного литья слитка | 2024 |
|
RU2822902C1 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ЖИДКОЙ СЕРДЦЕВИНЫ СЛИТКА В КРИСТАЛЛИЗАТОРЕ ПРИ НЕПРЕРЫВНОМ ЛИТЬЕ | 2017 |
|
RU2656904C1 |
| Установка для непрерывного литья заготовок из цветных металлов и сплавов | 1982 |
|
SU1047583A1 |
| Установка непрерывного или полу-НЕпРЕРыВНОгО лиТья СлиТКОВ B элЕКТРО-МАгНиТНОМ КРиСТАллизАТОРЕ | 1978 |
|
SU806238A1 |

с удельным электрическим сопротивлением зо магнитный кристаллизатор.
§ находится в зоне индуктора электромагнитного кристаллизатора, на который поступает жидкий металл, охлаждаемый водой. В этом случае электродинамическое давление равно
Индукционно-тирнсторны
комплекс (фиг. 1), реали способ, образован статиче вателем 1 частоты с частот нием мощности, связанным 35 ным кристаллизатором (Э ством трансформатора 3 с з ней точкой, вторичная об защунтирована компенсиру конденсаторов 4, причем ос
()2а(Шо.
Х,),
где aX.i Af/Si
По мере формирования слитка поддон
комплекс (фиг. 1), реализующий, данный способ, образован статическим преобразователем 1 частоты с частотным регулированием мощности, связанным с электромагнит- 35 ным кристаллизатором (ЭМК) 2 посредством трансформатора 3 с заземленной средней точкой, вторичная обмотка которого защунтирована компенсирующей батареей конденсаторов 4, причем основными элеменвыходит из зоны индуктора электромагнит- .„ тами ЭМК являются индуктор 5, форма коного кристаллизатора и в индукторе до конца технологического цикла будет находиться расплав металла с удельным электрическим сопротивлением S, во много раз пре- выщающим , Поэтому в данном случае
торого соответствует конфигурации отливаемого слитка (фиг. 2 и 3). водяной коллектор 6, расположенный под индуктором 5, экран 7, на.ходящийся под индуктором 5, система 8 подачи и распределения жидкого
45 металла и поддон 9, установленный на литейной мащине 10.
JlV
p5a ()e(u;«;,,a(,/).
но так как S увеличивается, критерий относительной частоты Wa J5) уменьшается, а значит, и функция 0j (tX oj ,7.,/9 ) также уменьшается до Q((oi. ,i,f) (фиг. 46). В результате уменьщается и электродинамическое давление, приводящее к тому, что размер расплава увеличивается, так как гидростатическое давление становится больше
Индукционно -- тнристорный литейный комплекс работает следующим образом.
Жидкий металл (расплав) поступает из системы 8 подачи и распределения на нод50 дон 9, находящийся в зоне индуктора 5 (фиг. 2). Индуктор 5 ЭМК, питаемый от статического преобразователя 1 с частотным регулированием мощности током с фиксированной высокой частотой через трансфорэлектродинамического, процесс охлаждения 55 мзтор 3, создает электромагнитное поле.
расплава у.худшается, снижая качество поверхности формируемого слитка, производительность труда и для того, чтобы увелизо магнитный кристаллизатор.
Индукционно-тирнсторныйлитейный
комплекс (фиг. 1), реализующий, данный способ, образован статическим преобразователем 1 частоты с частотным регулированием мощности, связанным с электромагнит- 35 ным кристаллизатором (ЭМК) 2 посредством трансформатора 3 с заземленной средней точкой, вторичная обмотка которого защунтирована компенсирующей батареей конденсаторов 4, причем основными элемен
торого соответствует конфигурации отливаемого слитка (фиг. 2 и 3). водяной коллектор 6, расположенный под индуктором 5, экран 7, на.ходящийся под индуктором 5, система 8 подачи и распределения жидкого
45 металла и поддон 9, установленный на литейной мащине 10.
Индукционно -- тнристорный литейный комплекс работает следующим образом.
Жидкий металл (расплав) поступает из системы 8 подачи и распределения на нод50 дон 9, находящийся в зоне индуктора 5 (фиг. 2). Индуктор 5 ЭМК, питаемый от статического преобразователя 1 с частотным регулированием мощности током с фиксированной высокой частотой через трансфорПри взаимодействии поля индуктора 5 с наведенными в жидком металле вихревыми токами возникают силы отталкивания, удерживающие металл на некотором расстоянии от индуктора 5, в результате чего размер слитка г становится меньше размера индуктора Гц и жидкий металл не соприкасается с формообразователем (индуктором 5). Охлаждение слитка производится подачей воды из коллектора 6 вначале на поддон 9, а затем непосредственно на боковую поверхность слитка.
При опускании слитка с помощью лине зависит от ее температуры. Фронт кристаллизации должен находиться на уровне оси в-в индуктора 5, где напряженность поля максимальна.
Устойчивость процесса разливки достигается при высоте жидкой зоны hjj. 30- 40 мм и при наличии экрана 7, который представляет собой замкнутое кольцо из немагнитного материала толщиной, постепенно увеличивающейся кверху. Экран 7
тейной машины 10 поддон 9 выходит из зо- обеспечивает требуемый закон ослабления ны индуктора 5 (фиг. 3), уменьшая электро- электродинамического давления по высоте, динамическое давление. Для поддержания высоких технико-экономических показатесоответствующей закону ослабления гидростатического давления, а также уменьшает пульсацию и циркуляцию расплава, которые тора 5 увеличивают фиксированную часто- 15 оказывают вредное влияние на формообра- ту тока на величину, пропорциональную зование и структуру металла.
лей при выходе поддона 9 из зоны индукуменьшению электродинамического давления, с помощью преобразователя 1 частоты. Фронт кристаллизации (граница между жидкой и твердой зонами слитка на его боковой поверхности) перемещается вверх, в результате чего пояс охлаждения (ось а-а) находится всегда ниже этого фронта на расстоянии hr. Высота затвердевшей части слитка, (корочки) hr зависит в значитель20
Предлагаемый способ разливки металла реализован в промышленности в виде опытно-промышленного .образца, статический преобразователь которого имеет мощность 60 кВт (тогда как в известном 120 кВт) и частоту тока нагрузки 800 Гц, когда поддон находится в зоне индуктора и 1000 Гц, когда поддон выходит из этой зоны (тогда как в известном разливку металла произной степени от скорости литья, в меньшей 25 водят при одной и той же частоте 2500 Гц степени - от расхода воды и практически несмотря на местонахождение поддона).
не зависит от ее температуры. Фронт кристаллизации должен находиться на уровне оси в-в индуктора 5, где напряженность поля максимальна.
Устойчивость процесса разливки достигается при высоте жидкой зоны hjj. 30- 40 мм и при наличии экрана 7, который представляет собой замкнутое кольцо из немагнитного материала толщиной, постепенно увеличивающейся кверху. Экран 7
обеспечивает требуемый закон ослабления электродинамического давления по высоте,
соответствующей закону ослабления гидростатического давления, а также уменьшает пульсацию и циркуляцию расплава, которые 5 оказывают вредное влияние на формообра- зование и структуру металла.
0
Предлагаемый способ разливки металла реализован в промышленности в виде опытно-промышленного .образца, статический преобразователь которого имеет мощность 60 кВт (тогда как в известном 120 кВт) и частоту тока нагрузки 800 Гц, когда поддон находится в зоне индуктора и 1000 Гц, когда поддон выходит из этой зоны (тогда как в известном разливку металла произФиг.г
Фиг.З
д
AJAg;
/
zz
/
Ы О
/ f /
ILL/
/
uro3/
(JOfOZ
«у,
01
J
| Способ разливки металла в электромагнитном поле | 1973 |
|
SU616051A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Будников В | |||
| Ф | |||
| Исследование системы электромагнитный кристаллизатор-слиток как объекта автоматического регулирования | |||
| - Технология легких сплавов: Научно- технический бюллетень ВИЛСа, 1974, с | |||
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Мочалов П | |||
| П., Гецелев З | |||
| Н | |||
| Непрерывное литье с формированием слитка электромагнитным полем | |||
| - Цветные металлы, 1970, № 8, с | |||
| Способ крашения тканей | 1922 |
|
SU62A1 |
