Изобретение относится к деревообрабатывающей промышленности и может быть использовано в линиях для изготовления ящиков лоткового типа.
Цель изобретения - повыщение производительности и качества ящиков.
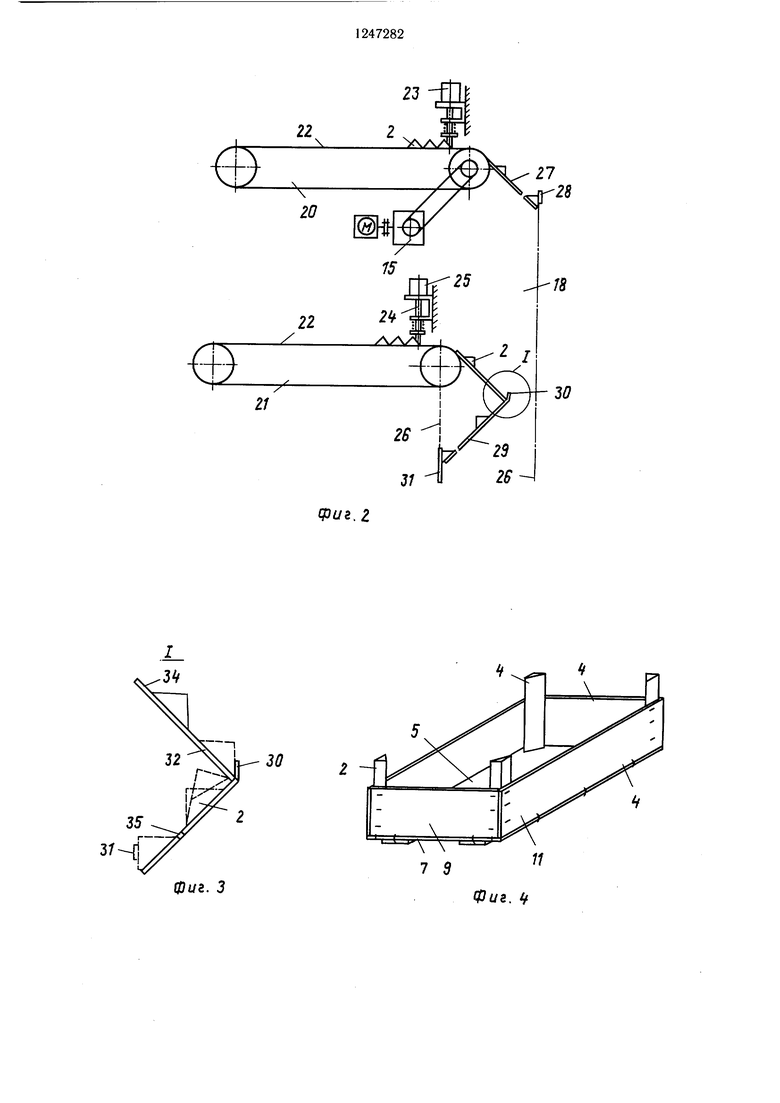
На фиг. 1 изображена схема линии для сшивки проволокой ящиков лоткового типа; на фиг. 2 - узел ориентирования трехгранных планок; на фиг. 3 - узел I на фиг. 2; на фиг. 4 - ящик лоткового типа; на фиг. 5 - технологическая схема сборки ящика.
Линия для сщивки проволокой ящиков лоткового типа включает узлы подачи 1 трехгранных планок 2, станок 3 для сшивки каркаса 4 ящика 5, станок 6 фиксации дна 7, станок 8 для сщивки дна 7 с торцовыми стенками 9, станок 10 для сщивки дна 7 с боковыми стенками 11, конвейеры 12 с кантователями боковых стенок 11, конвейеры 13 с кантователями каркаса 4 и конвейеры 14 с кантователями готового ящика 5, а также привод 15 и снабжена станками 16 для сщивки дна 7, которые имеют автоматические магазины 17, и узлами ориентирования 18 трехгранных планок 2, причем узлы подачи 1 трехгранных планок 2 размещены перпендикулярно продольной оси 19 станка 3 для сшивки каркаса 4 и каждый из них выполнен в виде соосных верхнего 20 и нижнего 21 транспортеров, смещенных в горизонтальной плоскости, а в конце рабочих ветвей 22 транспортеров 20 и 21 узла подачи 1 смонтированы отсекатели 23, каждый из которых выполнен в виде подпружиненного элемента 24 с электромагнитом 25, при этом узел ориентирования 18 выполнен в виде вертикальных цепных транспортеров 26 и установленных на выходах транспортеров 20 и 21 узла подачи 1 наклонных склизов 27 с упорами 28 и склизов 29 с упорами 30 и 31 и с окнами 32, магазины 17 станков 16 для сшивки дна 7 связаны поперечным транспортером 33 со станком 6 фиксации дна 7, а электромагниты 25 отсекателей 23 электрически связаны со станками 3 для сшивки каркаса 4 ящика 5. Склиз 29 имеет плоскости 34 и 35. Станок 3 для сщивки каркаса 4 снабжен конвейером 36, а станки 16 для сшивки дна 7 - конвейерами 37.
Линия работает следующим образом.
Планки 2 трехгранной формы укладывают на транспортеры 20 и 21 и подают к отсекателям 23. Работа отсекателей 23 синхронна с работой сшивных головок станка 3. От отсекателей 23 транспортеров 20 планки 2 поступают в узел ориентирования 18, где они перемещаются по склизу 27 до упора 28 и попадают на цепной транспортер 26 (правая ветвь).
От отсекателей 23 транспортеров 21 трехгранные планки 2 перемещаются по плоскости 34 склиза 29 до упора 30, по инерции проскакивания окна 32. Затем планка 2 проваливается в окно 32, одновременно поворачиваясь вокруг своей заостренной части, и опускается на плоскость 35 склиза 29, по которому двигается до упора 31. На упорах 28, 31 и 30 планки 2 лежат до подхода толкателей (не показаны) конвейеров 36 стан ка 3 для сшивки каркаса 4.
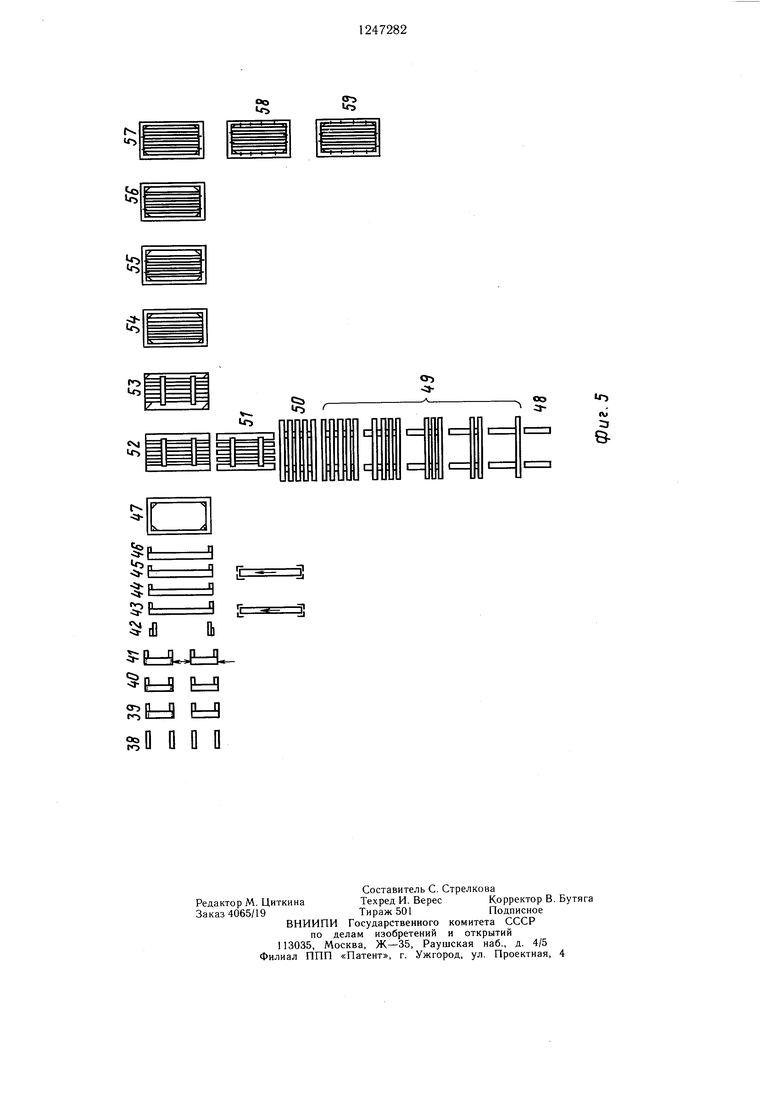
На фиг. 5 показаны этапы 98-59 сборки ящиков.
На этапе 39 (фиг. 5) в станках 3 на трехгранные планки 2 из магазинов (не покаQ заны) укладываются поперечные планки торцовых стенок 9. На этапах 40 и 41 производится сшивка двух торцовых стенок 9 (го- ловников) скобами. На этапе 42 автоматически переориентируют торцовые стенки 9 в вертикальное положение. На этапе 43 осу5 ществляют уклддку планок боковых стенок 11 из магазина (не показан), на этапах 44-46 выполняют сщивку боковых стенок 11 с трехгранными планками 2 торцовых стенок 9. Образуется каркас 4 ящика 5. На этапе 47 переориентируют каркас 4 нижней частью вверх.
Конвейером 13 каркас подают в станок 6 На станках 16 производят сщивку дна 7. Для этого на этапе 48 укладывают поперечные планки дна 7 в щаблоны (не показаны) конвейера 37, на этапе 49 укладывают продольные планки дна 7 из магазинов 17. На этапе 50 сщивают дно 7. На этапе 51 дно 7 подают поперечным транспортером 33 в магазин станка 6, где на этапе 52 выполняют ориентацию каркаса 4,
0 на этапе 53 фиксацию и сшивку дна 7 с каркасом 4 скобами, на этапе 54 переориентируют ящик 5 дном 7 вниз. От станка 6 ящик 5 подают в станок 8, где на этапе 55 производят сщивку одного головника 9 с дном 7, на этапе 56 - сщивку второго головника 9 с
5 дном 7. На этапе 57 ящик подают в станок 10, где на этапе 58 выполняют сщивку боковой стенки 11 с дном 7, на этапе 59 - сщивку второй боковой стенки 11 с дном 7. Сшивка ящика 5 на линии закончена. Цикл повторяется.
0
фиг. Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Кондуктор для сборки деревянных щитов | 1986 |
|
SU1382641A1 |
| Проволокосшивной станок для изготовления складных ящиков | 1984 |
|
SU1211039A1 |
| ЗМАЯ Ж. Г. Кан, Л. Н. Карабазов, М. Я. Кобылинский, Л. Л. Мижевский. П. И. Марчук, А. А. Макаров, Е. Н. Нестеров, В. И. (Ш.е^Ш'^^-"^- 1Л М. П. Рашкович, В. В. Рагулин, Г. Б. Спокойный и А. В. "Йданн : ; •• •! '* Специальное конструкторское бюро № 3 Государственного 1^мч,т^та по машиностроению при Госплане СССР ' U!!*!^ | 1966 |
|
SU178970A1 |
| Донносшивной станок | 1977 |
|
SU941181A1 |
| УСТАНОВКА ДЛЯ СОРТИРОВКИ ПАРКЕТНЫХ ПЛАНОК | 1972 |
|
SU358162A1 |
| Поточная линия для изготовления изделий | 1984 |
|
SU1318387A1 |
| Элеваторное загрузочное устройство | 1986 |
|
SU1444245A1 |
| УСТРОЙСТВО для УКЛАДКИ МЕЛКИХ ПРЕДМЕТОВ В КОРОБКИ С ПЕРЕГОРОДКАМИ | 1972 |
|
SU341716A1 |
| Станок для разборки торцовых стенок деревянных ящиков | 1986 |
|
SU1335459A1 |
| Устройство для подачи деталей | 1980 |
|
SU933377A1 |

7 3
Фи&. 3
Фиг. It
Г)
nj
&
| Горный компас | 0 |
|
SU81A1 |
