1
Изобретение относится к поточным линиям, в частности для изготовления стальной-эмалированной посуды и может быть использовано ,пд1я антомати зации процессов сборки посуды, на пример кружки, а также транспортных операций передачи заготовок и собранного изделия между агрегатами.
Целью изобретения является расширение технологических возможностей за счет обеспечения возможности получения -эмалированной посуды.
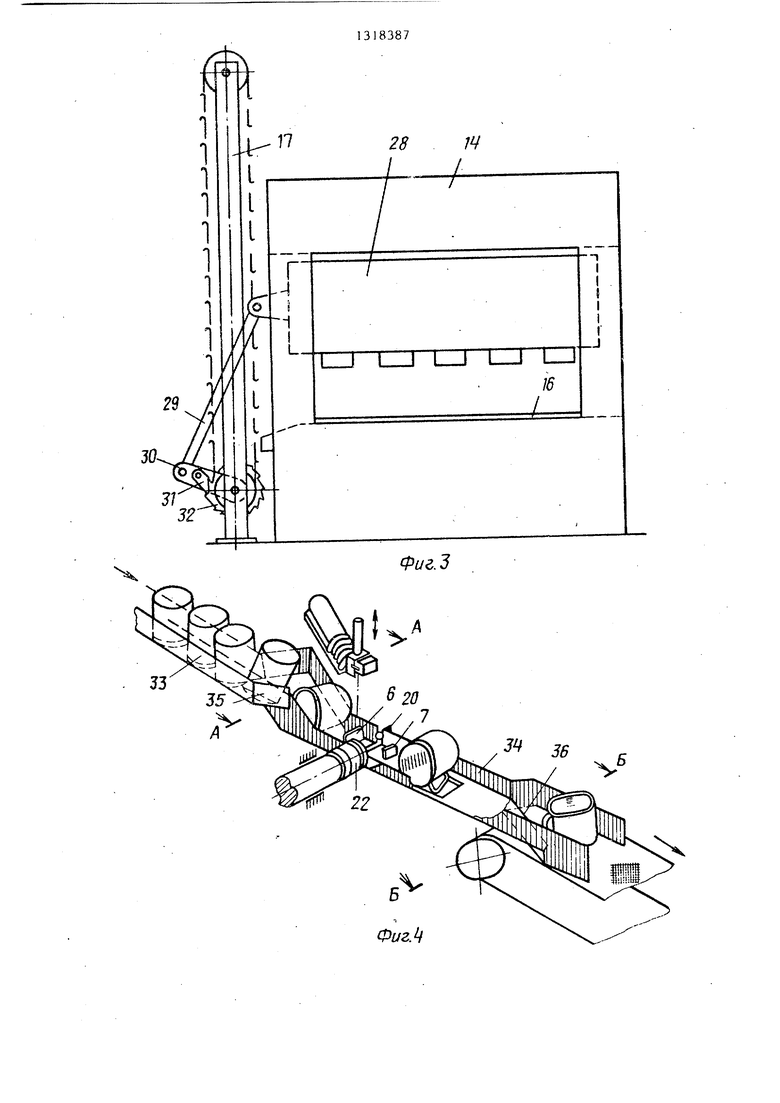
На фиг. изображена поточная линия изготовления стальной эмалированной посуды; на фиг.2 - узел сварочного агрегата; на фиг.З - креповый механизм элеватора; на фиг.4 - желоб-кантователь; на фиг.5 - сечение А-А на фиг.4; на фиг. 6 - сечение Б-Б на фиг.4; на фиг.7 - узел приемной части вертикального элеватора; на фиг.8 - узел съема вертикального элеватора.
Линия содержит многопозиционный пресс 1 для штамповки корпуса посуды с передающим устройством 2, катушкой 3 Д/1Я стальной ленты-заготовки и выходным лселобом 4. К выходному желобу 4 примыкает- лоток-кантователь 5 с отсекс телями 6 и 7,
В зоне отсекателей лотка-кантователя 5 расположен сварочный агрегат 8 для приварки арматуры к корпусу посуды, к выходному лотку-кантователю примыкает двухленточный транспортер 9 с распределителем 10 изделий на транспортере 11 печи 12 свет- лог о отжига, конвейер 13 и далее эмалировочные агрегаты,.-печи сушки и обжига эмалевого покрытия (не показаны) .
Линия содержит второй многопозиционный пресс 14 ,пд1я штамповки арматуры посуды с катушкой 5 для стальной ленты-заготовки и передающим устройством 16. К второму многопозиционному прессу 14 Г римыкает вертикальный элеватор 17 для подъема арматуры и передачи ее в многоярусный накопитель 18. Приемная часть вертикального элеватора 17 расположена на уровне -передающего устройства 16 многопозиционного пресса 4, а многоярусный накопитель 18 соединяет позицию съема вертикального элеиатора и доза тор-отсекатель 19 сварочного агрегата.
0
183872
Сварочный агрегат 8 для приварки арматуры к корпусу посуды оборудован подавателем 20 с электромагнитным держателем 21 для передачи корпуса 5 посуды с лотка-кантователя на неподвижный электрод 22 сварочного агрегата, электромагнитным держателем 23 для фиксаций арматуры в гнезде доза-, тора-отсекателя 19, электромагнитным клапаном 24 для управления пневмоци- линдром 25 и датчиками 26 и 27 управления. Ползун 28 второго многопозиционного пресса 14 связан шатуном 29, кривошипом 30 и храповым механизмом 3 со звездочкой 32 цепи вертикального элеватора 17. Лоток-кантователь (фиг.4) наклонен относительно горизонтальной плоскости на 5-20 и состоит из двух частей 33 и 34, каждая из которых включает плоское основание и бортики.
f5
0
5
0
0
Первая часть 33 лотка-кантователя примыкает к выходному желобу 4 многопозиционного пресса 1 и оканчивается отбойным листом 35, примыкающим к одному бортику лотка и пересекающим лоток под углом 30 . Бортик первой части лотка-кантователя, .расположенный напротив отбойного листа 35, вырезан, и здесь к первой части 33 лотка-кантователя примыкает вторая часть 34, расположенная ниже, на расстоянии 6,75 ширины корпуса из- 5 делил (кружки).
За отсекателем в основании лотка выполнены вырез для прохождения приваренной ручки и косой обрез 36 плоского основания лотка.
- Приемная часть вертикального элеватора (фиг.7) состоит из наклонной направляющей 37, соединяющей позицию выдачи изделия и многопозиционный пресс 14, упора 38 и ограничительной планки 39. Вертикальный элеватор снабжен крючками 40.
Узел съема вертикального элеватора (фиг. 8) состоит из направляюп ей 41, при: 1ыкаю цей к цепи и ограничительной планке 42 .
Линия работает следующим образом.
Стальная лента из катушки 3 поступает на многопозиционный пресс ,
который штампует и передает передаю5 .. т
щим устройством /. на т-оризонтальныи
выходной желоб 4 готовые корпуса посуды. Под напором последующих изделий корпуса посуды передвигаются на
0
313
лоток-кантователь 5, кантуются на бок и скатываются до отсекателей 6 и 7, готовые к подаче на сварочный агрегат для приварки арматуры,
В это же время многопознционный пресс 4 принимает из катушки 15 стальную ленту, штампует арматуру посуды и передающим устройством 6 перемещает ее в приемную часть вертикального элеватора 17, который поднимает арматуру посуды и передает ее в свою верхнюю часть ня узел съема арматуры, где она передается в накопитель 18.
Вертикальный элеватор 17 приводится в движение от ползуна 28 многопозиционного пресса А через шатун 29, кривошип 30 и храповой механизм 31, который вращает звездочку 32 цепного элеватора. Арматура под действием собственного веса по накопителю 18 поступает в дозатор-отсекатель 19 сварочного агрегата или накапливается, если в дозаторе-отсекателе она уже имеется.
Отсекатели 6 и 7, подаватель 20 с электромагнитным держателем 21, электромаг нитный держатель 23 в гнезде дозатора-отсекателя 19, электромагнитный клапан 25 управления пнев- моцилиндром 25 и датчики 26 и 27 связаны электрической схемой управления таким образом,.что при отсутствии на лотке-кантователе корпуса посуды от- секатель 6 опу1цен для прохода корпуса посуды, отсекатель 7 поднят, подаватель 20 отведен для прохода корпуса посуды к отсекателю 7, электромагнитный клапан 24 включен на удержание пневмоцилиндра 25 в верхнем положении, электромагнитные держатели 21 и 23 обесточены.
При наличии корпуса посуды на позиции возле отсекателя 7 датчик 26 управления фиксирует ее и дает команды на включение приборов в следующей последовательности: отсекатель 6 поднимается, электромагнитные держатели 21 и 23 включаются, подаватель 20 передает корпус посуды на неподвижный электрод 22 сварочного агрегата, электромагнитный клапан-24 включается на опускание штока пневмоцилиндра с дозатором-отсекателем 19 к арматурой к корпусу посуды. При контакте арматуры с корпусом происходит и}{ приварка. Затем электромагнитный держатель 23 отключается,
74
электромагнитный клапан 24 включается на подъем пневмодили ;дра 15 и дозатора-отсекателя 19, подаватель 20 возвращает корпус с приваренной арма- турой на исходную позицию, после чего отключается электромагнитный держатель 21. Опусклется отсекатель 7, пропуская посуду дальше на второй участок лотка-кантователя. Затем отсекатель 7 подымается, а отсекатель 6 опускается для пропуска следующего корпуса посуды. При отсутствии арматуры на наклонном накопителе I8 датчик 27 останавливает работу сварочного агрегата.
На втором участке лотка-кантователя под действием своего веса посуда кантуется на дно и подается далее по двухленточному транспортеру 9 через распределитель 10 на транспортер П печи 12 светлого отжига, конвейер 13, эмалировочные агрегаты, печи сушки и обжига эмалевого покрытия .
Эффект от использования линии заключается в атоматизации процессов сборки и транспортных операций передачи корпуса посуды и арматуры от многопозиционнык процессов на сборку и далее в печь светлого отжига.
Формула изобретения
Поточная линия для изготовления
изделий, содержащая установленные в технологической последовательности питатель, станок для получения заготовки, передающее устройство, вертикальный элеватор, многоярусный накопитель, станок для сборки заготовок, транспортную систему для передачи за- т отовки в станок для сборки, связал ную с многоярусным накопителем трак- Сл:эртную систему для подачи второй
заготовки в сборочный гтанок и транспортную систему для -ранспортировки изделия для дальнейшей обработки, отличающаяся тем, что, с целью расширения технологических
возможностей за счет обеспечения возможности получения эмалированной посуды, 1на снабжена станком с питателем для получения второго изделия, выполненным в виде многопозиционного пресса, связанного с транспортной системой для подачи второй заготовки в сборочный , сборочный станок выполнен ь .:.иде сварочного
агрегата, транспортная система для подачи второй заготовки в сборочный станок снабжена отсекателем второй заготовки, все транспортные системы выполнены в виде лотков, при этом транспортные системы дпя подачи второй заготовки в сборочный станок и
13183876
для транспортировки изделия для дальнейшей обработки выполнены в виде фигурных лотков для кантования второй заготовки и изделия соответст- , венно, а станок для получения заготовки выполнен в виде многопозидион- ного пресса.
фиг. 2

| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Линия для изготовления сварных тел вращения | 1987 |
|
SU1433736A1 |
| Поточная линия для изготовления длинномерных металлоконструкций из фасонных профилей | 1979 |
|
SU856722A1 |
| Поточная линия для обработки длинномерных круглых стержней | 1975 |
|
SU556027A1 |
| Поточная линия для изготовления полых заготовок | 1984 |
|
SU1233996A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ НАКОЛКИ ШПАЛ И ЗАКРЕПЛЕНИЯ ИХ ОТ РАСТРЕСКИВАНИЯ | 2007 |
|
RU2336995C1 |
| Автоматическая линия для изготовления сварных дисков | 1989 |
|
SU1736684A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Автоматическая линия изготовления изделий из металлических порошков | 1985 |
|
SU1247164A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |


Изобретение относится к поточным линиям, в частности для изготовления стальной эмалированной посуды,и может быть использовано для автоматизации процессов сборки посуды. Цель изобретения - расширение технологических возможностей. Поточная линия содержит установленные в технологической последовательности и связанные системой межагрегатных транспортных средств многопозиционные прессы для штамповки корпуса и арматуры изделия, сварочный агрегат, печь светлого отжига .в защитной атмосфере, эмалировочные агрегаты и печи для сушки и обжига эмалевого покрытия. Новым в поточной линии является наличие на выходе многопози1лион- ного пресса лотка-кантователя, npHNfti- кающего к транспортеру печи светлого отжига, снабженного последовательно расположенными управляемыми упорами, над которыми размещен дозатор-отсе- катель сварочного агрегата, связанный наклонным склизом с позицией съема вертикального элеватора, приемная часть которого расположена на уровне передающего устройства второго многопозиционного пресса, а привод кинематически связан, например, посредством храпового механизма с ползуном пресса. 8 ил. О (Л СО 00 со 00 vl
53
Фиг.З
V
V
Фиг.
у4«/1
18
4
ВНИИПИ Заказ 2459/П
Произв,-полигр. ир-тие, г. Ужгород, ул. Проектная5 4
Фиг.1
Тираж 786 Подписное
| Поточная линия для обработки длинномерных круглых стержней | 1975 |
|
SU556027A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
