Изобретение относится к чертежным приборам, в частности для профилирования изделий в зацеплениях типа колесо-рейка.
Целью изобретения является ускорение процесса профилирования.
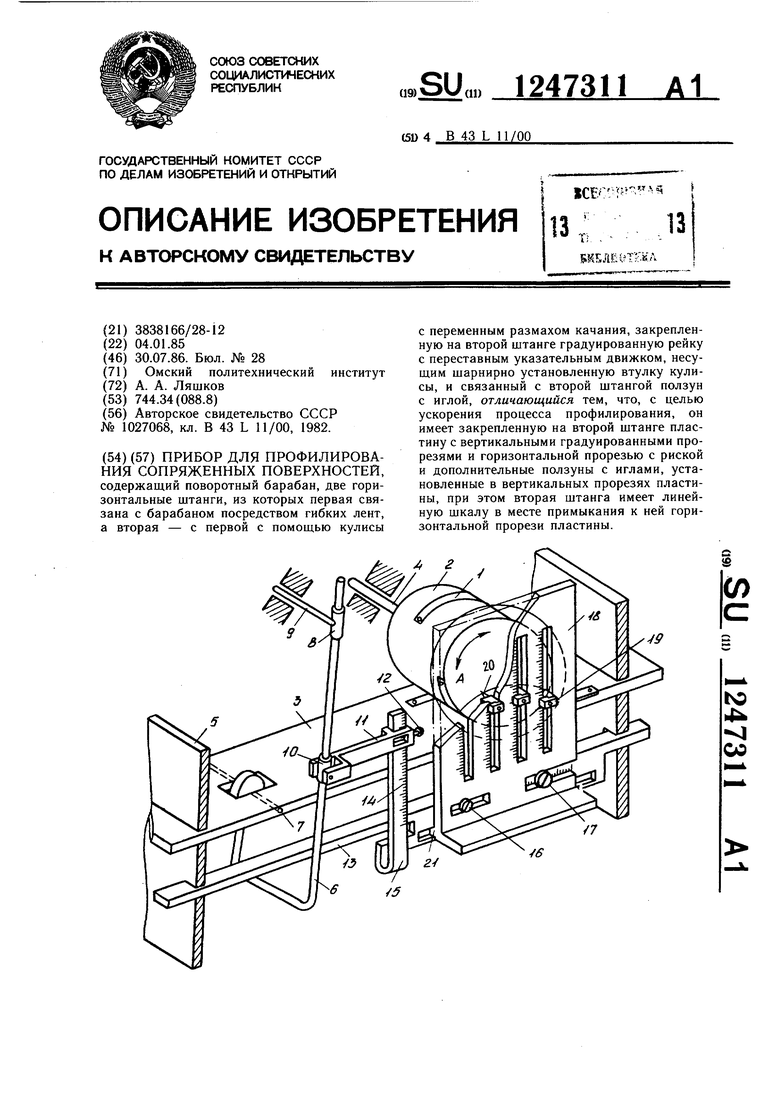
На чертеже изображен прибор, общий вид.
Прибор содержит поворотный барабан 1, соединенный посредством двух нерастяжимых лент 2 со штангой 3 для преобразо- вания его вращательного движения в ту или иную сторону вокруг неподвижной оси 4 в возвратно-поступательное движение штанги 3 в направляющих 5 без проскальзывания относительно этого барабана. Кулиса 6 связана с осью 7 со штан- гой 3. Свободно сидящей на кулисе втулкой 8 она соединена с неподвижной осью 9 вращения и через скользящую втулку 10 и движок 11 со стопорным винтом 12 связывает последнее звено кинематической цепи прибора - штангу 13, с первым ее звеном - барабаном 1. Перемещение движка 11 с нониусом по шкале 14 рейки 15 обеспечивает гибкую кинематическую связь между этими звеньями. На штанге 13 посредством винтов 16 и 17 укреплена плас- тина 18 с выполненными в ней вертикальными прорезями, вдоль которых нанесены шкалы. Прорези выполнены одинаковой ширины, причем расстояния между любыми двумя соседними прорезями одинаковы. Количество прорезей определяют конструктивно, оно в первую очередь зависит от диаметра поворотного барабана и, соответственно, от ширины пластины. В каждой прорези пластины установлен ползун 19, на котором жестко закреплена игла 20. Ползун состоит из двух частей, которые могут быть скреплены между собой, например, с помощью винта склеиванием, свинциванием и т. п. В пластине 18 выполнена также горизонтальная прорезь с риской, вдоль прорези на штанге 13 нанесена шкала. Горизонтальная прорезь обеспечивает закрепление на штанге 13 пластины 18 при ее фиксированных положениях. Для обеспечения точной установки пластины на штанге 13 в последней выполнен горизонтальный паз, а в пластине - соответствующий ему выступ 21.
Для осуществления процесса профилирования на поверхности А поворотного барабана 1 закрепляют исходный профиль (шаблон), а на щтанге 13 посредством винтов 16 и 17 закрепляют пластину 18 так, что,вы
Составитель Д. Гриценко
Техред И. ВересКорректор М. Максимишинец
Тираж 345Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
ступ 21 в ней входит в соответствующий ему паз в штанге 13, причем риска на пластине совпадает с одним из делений шкалы на штанге 13: каждый ползун 19 с иглой 20 подводят до положения, при котором игла 20 касается шаблона, затем по шкале 14 устанавливают движок 11 согласно заданному диаметру обкатки, фиксируют его винтом 12 и приводят в действие прибор. Плавное вращение барабана 1 вокруг неподвижной оси 4 посредством лент 2 преобразуется впоступательное перемещение штанги 3 по направляющим 5, причем величина этого перемещения находится в прямой зависимости от угла поворота бабарана 1. Через ось 7 на штанге 3 движение передается далее на кулису 6, вращающуюся вокруг неподвижной оси 9. Так как при качении кулисы расстояние между осями 7 и 9 не остается постоянным, то кулиса соединена с осью 9 посредством скользящей по кулисе втулки 8. Далее через скользящую по кулисе втулку 10 и движок 11 движение передается щтанге 13, причем необходимая величина поступательного перемещения последней при заданном угле поворота барабана 1 регулируется положением движка 11 по шкале 14 рейки 15 относительно оси 9 вращения кулисы 6. В относительных движениях шаблон, контактируя с каждой иглой 20, толкает ее, а значит, и соответствующий ей ползун 19 вдоль прорези в пластине 18, причем расстояния между иглами вдоль горизонтальной координатной оси (ОХ), равные расстояниям между соседними вертикальными пазами, определяют значения одной из координат (X) точек искомого профиля. Значения другой координаты (У) точек искомого профиля определяют по шкалам вдоль вертикальных прорезей в пластине 18 при положении каждого ползуна 19, когда игла 20 перестает контактировать с шаблоном. Для нанесения точек искомого профиля на бумагу пластина 18 вместе с неподвижными ползунами снимается со штанги 13 и накладывается на бумагу. Уколами игл 20 отмечают положения точек искомого профиля. Новые точки профиля, сопряженного с заданным, определяют для другого фиксированного положения пластины 18, отмечаемого по шкале на щтанге 13 вдоль горизонтальной прорези.
Таким образом, предлагаемый прибор позволяет снизить трудоемкость процесса профилирования благодаря увеличению количества одновременно определяемых точек профиля, сопряженного с заданным.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прибор для профилирования сопряженных поверхностей | 1982 |
|
SU1027068A1 |
| ПРИБОР ДЛЯ ПРОФИЛИРОВАНИЯ СОПРЯЖЕННЫХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU397378A1 |
| ПРИБОР ДЛЯ ПРОФИЛИРОВАНИЯ СОПРЯЖЕННЫХ ПОВЕРХНОСТЕЙ | 1971 |
|
SU309854A1 |
| ОПРЕДЕЛЕНИЯ ТОЧЕК ГРАНИЧНЫХ ЛИНИЙСЕЧЕНИЙ, | 1971 |
|
SU311785A1 |
| ПРИБОР ДЛЯ ПОСТРОЕНИЯ ТОЧЕК ГРАНИЧНОЙ ЛИНИИ | 1971 |
|
SU313709A1 |
| Прибор для построения кривых | 1990 |
|
SU1719250A1 |
| ПРИБОР ДЛЯ ПОСТРОЕНИЯ ТОЧЕК ГРАНИЧНЫХ ЛИНИЙСЕЧЕНИЙ, | 1971 |
|
SU306981A1 |
| Чертежный прибор | 1981 |
|
SU977214A1 |
| ПРИБОР ДЛЯ ПОСТРОЕНИЯ ТОЧЕК ГРАНИЧНОЙ ЛИНИИ КОСОГО СЕЧЕНИЯ ТЕЛА ВРАЩЕНИЯ ПО ФОРМЕ ЕГО МЕРИДИОНАЛЬНОЙ ОБРАЗУЮЩЕЙ | 1966 |
|
SU224813A1 |
| ПАТЕНТНО-ТЕКНИНЕСКАЯБИБЛИОТЕКА | 1971 |
|
SU303220A1 |
| Прибор для профилирования сопряженных поверхностей | 1982 |
|
SU1027068A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
