1
Изобретение относится к станкотроению, а более, конкретно к устойствам для закрепления деталей на пинделе токарного станка при эксентричной обработке.
Цель изобретения - повышение точости обработки путем упроще.ния конструкции обеспеченного формой зажимых поверхностей кулачков базового патрона.
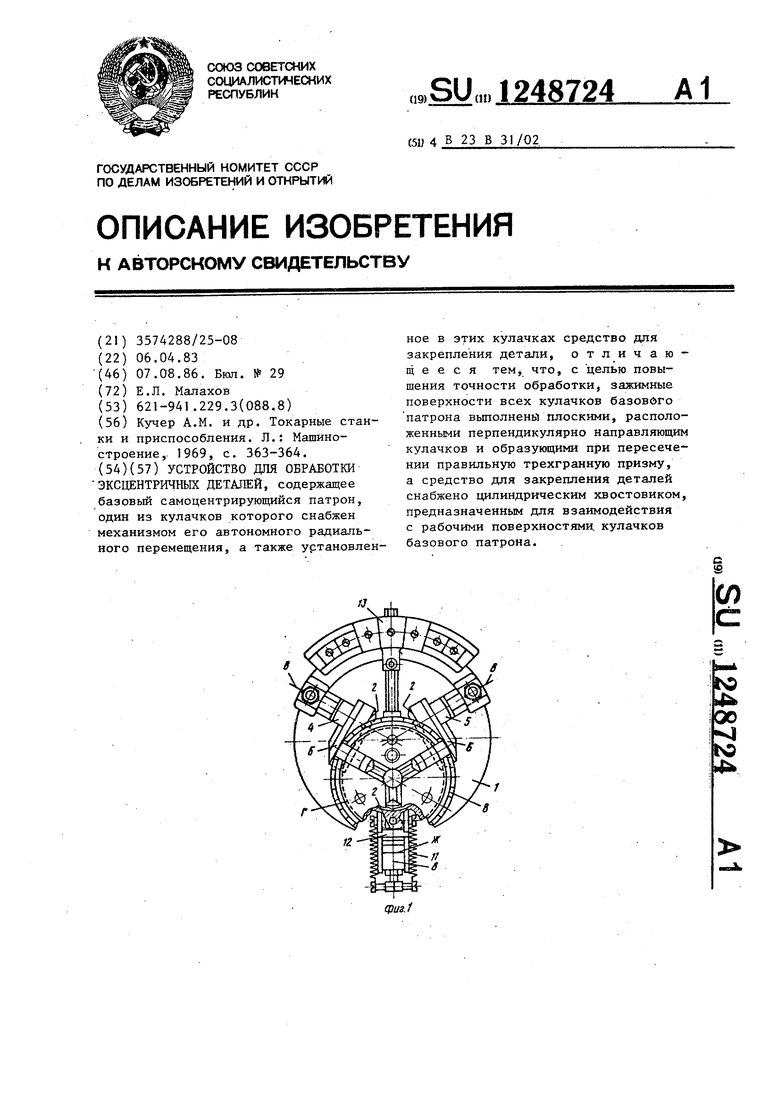
На фиг. 1 показано предлагаемое устройство, вид с торца, частичный разрез; на фиг. 2 - то же, осевой разр,ез; на фиг. 3 и 4 - схемы вариантов устройства при смещении детали вверх или вниз по отношению к оси вращения базового патрона; на фиг.5- расчетная схема для определения параметров устройства.
Устройство содержит базовый токарный трехкулачковый самоцентрирующий патрон 1 , рабочие пове1)хности 2 от- счетного 3 и дву}с других 4, 5 кулачков которого вьтолнены в форме плоскостей, расположенных перпендикулярно к направлению перемещения кулачков, и образуют при пересечении правильную трехгранную призму А . При этом разность лН расстояний R и R,: от оси вращения базового патрона 1 до подвижной по отношению к отсчет- ному 3 кулачку рабочей поверхности 2 и рабочих поверхностей 2 кулачков 4 и 5 равна 1 ,5е (где е- эксцентриситет), а части Б. кулачков 4 и 5, обращенные в сторону смещения обрабатываемого изделия 6, имеют длину В , считая от оси симметрии паза соответствующего им кулачка, не менее 0,866е (фиг. 5), а именно: Н,0,5 Г + е; R..6 0,5
Г - 0,5 е; ,5 Г + е - 0,5 Г + 0,5 ,5 е.
cjecosot, , следовательно, ,866е .
С базовым патроном 1 скреплены средство 7 для крепления обрабатываемых изделий (для тел вращения - TQ- карный трехкулачковый самоцентрирующий патрон меньшего диаметра, чем базовый, или не показанная на фиг. планшайба с центральным отверстием, Т-образными взаимно перпендикулярными пазами и деталями для ориентирования и крепления обрабатьгеаемых деталей - не тел вращения) с установленной на нем круговой шкалой 8,
48724
указатель
2
9, набор 10 мер
две пружины I1, подвижная
длины, планка 12 и средство 13 для уравновешивания. При этом средство 7 для крепления
5 обрабатьтаемых изделий со стороны контакта его с рабочими поверхностями 2 кулачков вьтолнено в форме прямого кругового цилиндра Г и имеет кольцевой выступ А, образующий с прямоли10 нейными пазами Е , вьтолненными у двух кулачков 4 и 5, замковое соединение ускоряквдее монтаж и переналадку средства 7 для крепления обрабатываемых изделий. Указатель 9 может перемещать15 ся в своих направляющих вдоль вертикальной оси до контакта со шкалой 8 и в этом положении стопориться винтом 14.
Устройство работает следующим об20 разом..
Базовый патрон 1, закрепленный на шпинделе токарного станка (не показан) соосно с ним, поворачивается для удобства обслуживания вокруг
25 собственной оси так, чтобы отсчетный кулачок 3 расположился вверху. В трехг занную призму Д , образованную рабочими поверхностями 2 кулачков 4, 5 и планки 12, вставляют средство
30 7 для крепления обрабатьшаемых деталей так, чтобы его кольцевой выступ А вощел в. прямолинейные пазы Е кулачков 4 и 5. Предварительно оттянув пружины 11, между опорной поверхносзг тью отсчетного кулачка 3 и планкой 12 устанавливается набор 10 мер длины, величина 3 которого определяется по формуле
,5е. 40 при варианте исполнения устройства
по схеме на фиг. 3 или по формуле
()
при варианте исполнения устройства, показанном на фиг. 1, 2 и 4.
Здесь 8 - максимальная величина эксцентриситета, которая может быть реализована с помощью базового патрона 1 данного типоразмера. Затем зажимают средство 7 для крепления обрабатьтаемых изделий между рабочими поверхностями 2 кулачков 4, 5 и планки 12, предварительно совместив ноль отсчета щкалы 8 с риской на указателе 9, который опускают до 55 контакта со шкалой и в этом положении стопорят винтом 14. Затем устанавливают обрабатываемое изделие 6, закрепляют в средстве 7 и урав45
50
3
новешивают с помощью средства 13. Производят обработку первой эксцентричной поверхности U , Для обработки следующих эксцентричных поверхносте при неизменном закреплении изделия 6 в средстве 7 последнее слегка разжимают, не вынимая из трехгранной призмы А, устанавливают, как описано, новый набор 1.0 мер длины (3), поворачивают средство 7 вместе с изделием 6 и шкалой 8 вокруг оси средства 7 на заданный угол, отсчитываемый по шкале 8 относительно риски на указателе 9, и повторяют другие описанные действия.
Преимущество варианта устройства на фиг. I и 2 перед вариантом устройства, показанным на фиг. 3, .состоит в упрощении конструкции и эксплуатации устройства, так как средство 13 для уравновешивания с указателем 9 и средство для перемещения обрабатываемого изделия располагаются по разные стороны от оси вращения базового патрона, что обеспечивает
А872Д4
свободный доступ к ним при перейалад как и более простое крепление средства 13 к базовому патрону.
Выполнение рабочих поверхностей 5 кулачков базового патрона в форме плоскостей перпендикулярно к направлению перемещения кулачков и образующих трехгранную призму повьш1ает точность отсчета и исполнения эксtO центриситета с 0,05 мм в известном устройстве до 0,010 мм в предлагаемом. Это достигается за счет болле точного (с точностью концевой плоско -пар-ал л ель ной меры) исполнения
15 .набора мер длины, а именно 1:1,5.
Кроме того, устранение перекосов и заеданий в средствах для перемещения и поворота и выполнение набора концевых мер длины независимо от диаметра зажимаемой поверхности повышает надежность в работе предлагаемого устройства и упрощает его эксплуатацию в условиях серийного производст-
25 а20
ф1/г.2
4 2
фиг.З
фиг А

| название | год | авторы | номер документа |
|---|---|---|---|
| ТОКАРНЫЙ ПЛАВАЮЩИЙ ПАТРОН | 2010 |
|
RU2449862C2 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВОК ДЕТАЛЕЙ ТИПА ДИСКОВ | 2010 |
|
RU2443513C1 |
| Приспособление для сверления отверстий | 1981 |
|
SU1114495A1 |
| Токарный самоцентрирующий патрон | 1978 |
|
SU917940A1 |
| Кулачок трехкулачкового самоцентрирующего патрона | 1985 |
|
SU1303281A1 |
| РАСТОЧНОЕ УСТРОЙСТВО | 2001 |
|
RU2225777C2 |
| Четырехкулачковый самоцентрирующий патрон | 1985 |
|
SU1268302A1 |
| ТРЕХКУЛАЧКОВЫЙ САМОЦЕНТРИРУЮЩИЙ ТОКАРНЫЙ ПАТРОН ДЛЯ СКОРОСТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1999 |
|
RU2191093C2 |
| Самоцентрирующий токарный патрон | 1981 |
|
SU1024170A1 |
| ОПРАВКА ДЛЯ ЗАКРЕПЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ | 2009 |
|
RU2427453C2 |

Составитель А. Гаврюшкн Редактор С. Пекарь Техред И. Гайдош ; Корректоре. Шекмар
Заказ 4166/10 Тираж 1001 . Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Кучер A.M | |||
| и др | |||
| Токарные станки и приспособления | |||
| Л.: Машиностроение, | |||
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
| Способ получения бензонафтола | 1920 |
|
SU363A1 |
