Изобретение относится к текстильной промыгаленности и касается способа получения фасонной петлистой нити
Цёл в изобретения - повышение качества фасонной нити за счет повышения прочности закрепт ения петель нагонной нити.,
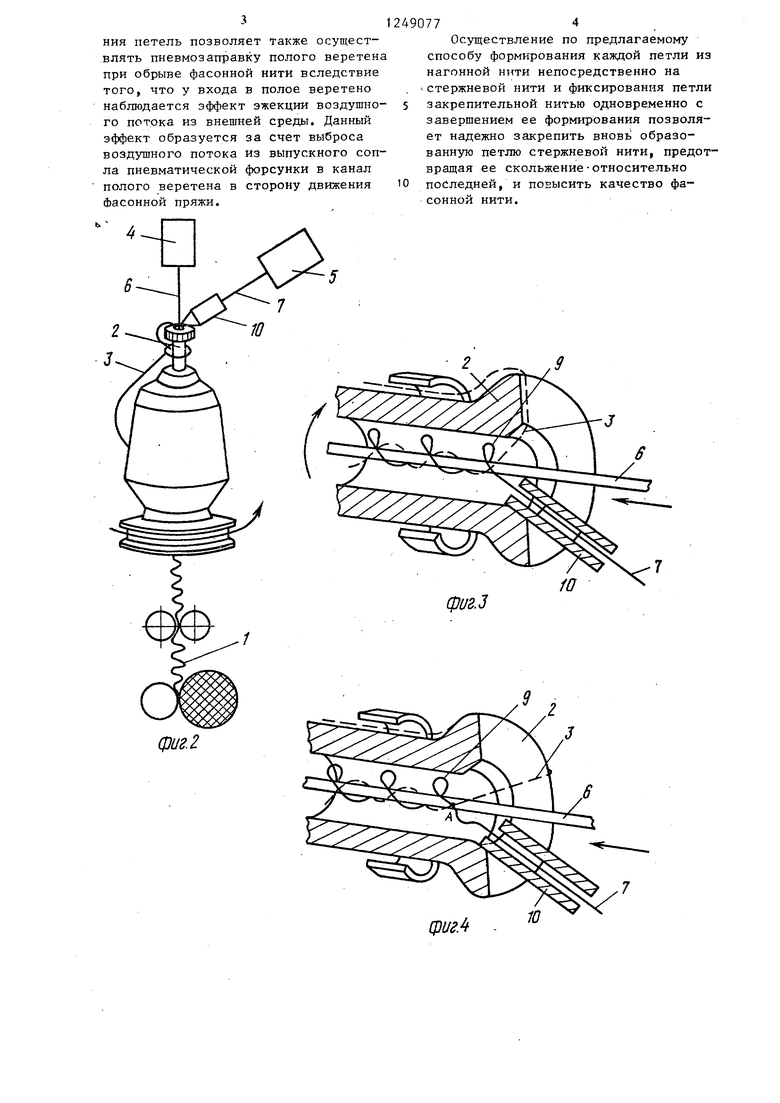
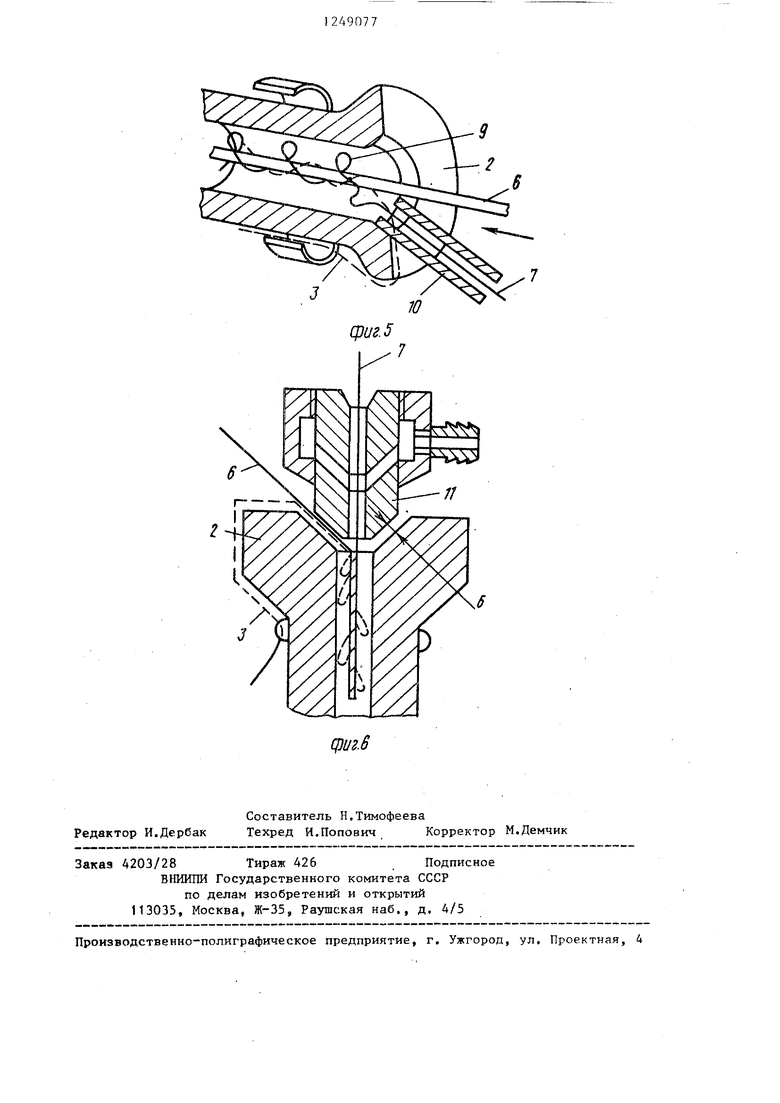
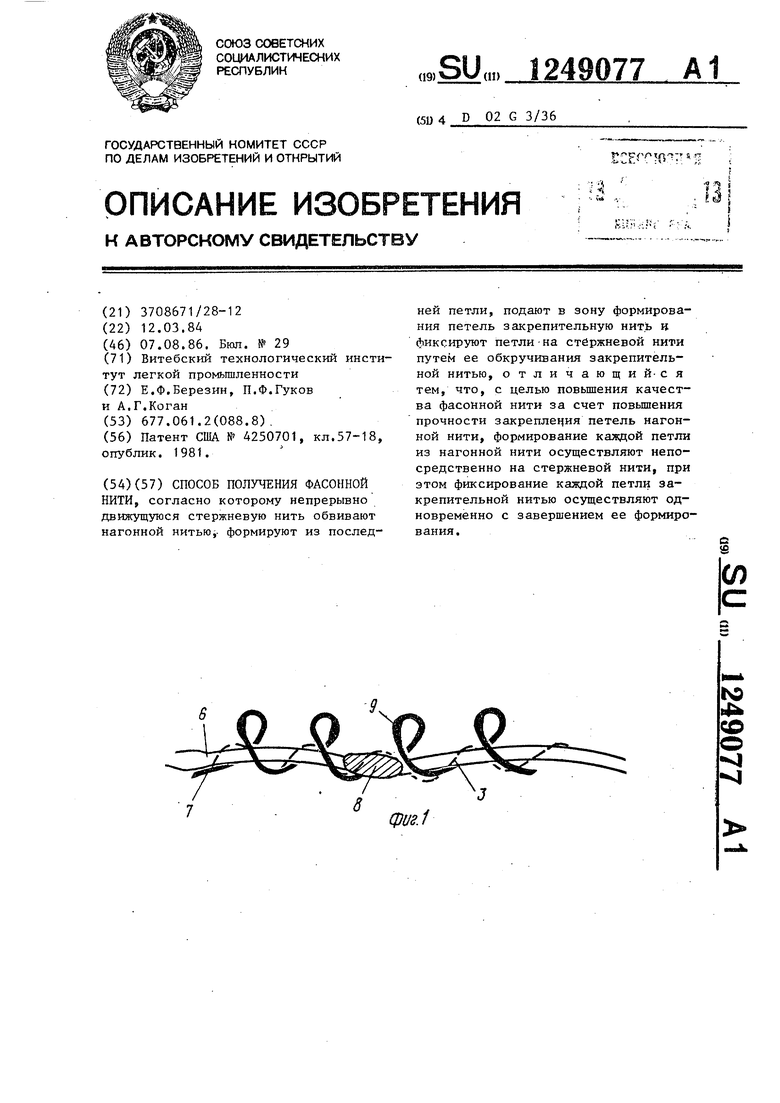
На фиг.1 изображена структура фасонной петлистой нити с уто.гацени- ями, на фиг.2 - схема устройства для получения фасонной нити, на фиг.3-5 - различные стадии процесса получения фасонной нити, на фиг,6 - устройство, разрез.
Для получения фасонной петлистой нити 1 к крутильно-формирующе: гу органу в виде полого веретена 2 с установленной на нем паковкой с закрепительной нитью 3 непрерывно подают с помощью подающих механизмов 4 и 5 стержневую 6 и нагонную 7 нити, в качестве которых могут быть использованы комплексные химические нити, пряжа или волокна конечной длины, а также цо-локнистые материалы, состоящие из чередующихся утолщений 8 Скорость поступления нагонной составляющей превышает скорость поступления стержневой, вследствие чего образуется избыток волокнистого материала. Указанный избыток реализуется в петли У, которые формируются с помощью механизма 10 формирования петель, представляющего собой пневматическую форсунку эжектирующего типа.
Формирование петли из нагонной нити осуществляют непосредственно на стержневой нити 6 в течение одного оборота закрепительной нити 3 при вращении паковки с веретеном и одновременно с завершением формировния петли осуществляют ее фиксацию на стержневой нити путем ее обкручивания закрепительной нитью 3 (фиг.З).
Так как при этом один конец нагонной нити фиксируется на стержневой нити в точке А, а второй ее конец подается с нагоном по отношению к .скорости стержневой нити, то тем самым создаются предпосылки для роста новой петли (фиг.4). При этом ее длина прямо пропорциональна коэффициенту нагона и обратно пропорциональна частоте вращения.веретена. Процесс роста петли происходив до тех пор, пока закрепительная нить
5
0
5
0
5
0
5
0
5
не займет положение, показанное на фиг.З. Дальнейшее взаимодействие стержневой, нагонной и закрепительной нитей аналогично указанному. Количество петель, образующихся на стержневой нити в расчете на единицу длины фасонной нити, прямо nponoptfHo- нально частоте вращения веретена и обратно пропорционально скорости ее выпуска.
Механизм формирования петель в зависимости от структуры исходного компонента нагонной нити может работать в нескольких режимах: без ложной крутки, правой или левой ложной крутки.
Использование режима ложной крутки в механизме формирования петель обусловлено в озможностью подачи в качестве нагонной составляющей волокон конечной длины, у которых отсутствует взаимная сцепляемость между собой. Установлено, что выбор направления ложной крутки и ее величина определяется в зависимости от направления вращения полого веретена и величины крутки фасонной нити, причем указанные направления должны быть одноименными, а величина ложной крутки должна быть не более величины крутки фасонной нити.
При использовании в качестве исходных компонентов непрерывных волокнистых материалов режим работы механизма формирования петель должен быть выбран исключающим ложную крутку. I
Устойчивость процесса формирования петель повьш1ается при перемещении механизма формирования петель к точке соединения нагонной и стержневой нитей. Это объясняется тем, что в данном случае сужается область взаимодействия петель, образующих фасонный эффект со стержневой и оплеточной нитями. Наиболее устойчивый процесс, обеспечивающий равномерное распределение фасонных петель, наблюдается при расположении сопла 11 (фиг.6) пневматической форсунки 10 с некоторым зазором Б относительно внутренней поверхности канала полого веретена 2, который определяется из расчета не менее суммы двух диаметров стержневой нити и двух диаметров закрепи- . тельной нити.
Использование пневматической форсунки в качестве механизма формирова3
ния петель позволяет также осуществлять пиевмозаправку полого веретена при обрыве фасонной нити вследствие того, что у входа в полое веретено наблюдается эффект эжекции воздушного потока из внешней среды. Данный эффект образуется за счет выброса воздушного потока из выпускного сопла пневматической форсунки в канал полого веретена в сторону движения фасонной пряжи.
2490774
Осуществление по предлагаемому способу формирования каждой петли из нагонной нлти непосредственно на . - стержневой нити и фиксирования петли 5 закрепительной нитью одновременно с завершением ее формирования позволяет надежно закрепить вновь образованную петлю стержневой нити, предотвращая ее скольжение-относительно О последней, и повысить качество фасонной нити.
(риг.
фиг. 5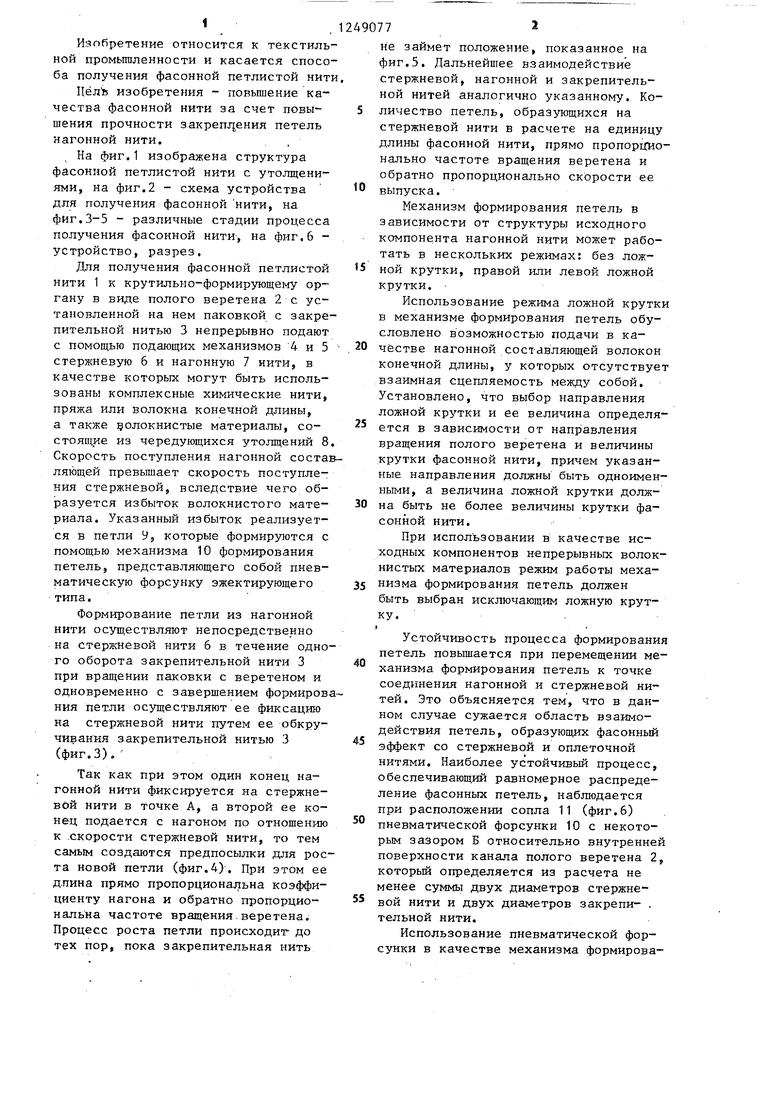
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения фасонной нити | 1985 |
|
SU1326658A2 |
| ФАСОННАЯ РАСТЯЖИМАЯ НИТЬ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2011 |
|
RU2460832C1 |
| Фасонная нить | 1982 |
|
SU1100337A1 |
| Устройство для получения фасонной нити | 1988 |
|
SU1622442A1 |
| Устройство для получения фасонной нити | 1986 |
|
SU1553580A1 |
| ПЕТЕЛЬНАЯ УТОЧНАЯ НИТЬ ДЛЯ КОРДНОЙ ТКАНИ И СПОСОБ ПОЛУЧЕНИЯ ТАКОЙ НИТИ | 1996 |
|
RU2112092C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФАСОННОЙ ПРЯЖИ НА ПРЯДИЛЬНО-АРМИРУЮЩЕЙ МАШИНЕ | 1972 |
|
SU359319A1 |
| Устройство для получения фасонной нити | 1986 |
|
SU1481287A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ФАСОННОЙ ПРЯЖИ | 1999 |
|
RU2161216C1 |
| Устройство для получения фасонной пряжи | 1986 |
|
SU1328410A1 |
Редактор И.Дербак
Составитель Н.Тимофеева
Техред И.Попович Корректор М.Демчик
Заказ 4203/28 Тираж 426Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. Д/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Патент США № 4250701, кл.57-18, опублик | |||
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
