ИзоРретение относится к сварочной технике, в частности к сварочным горелкам, и может быть использовано при сварке неплавпщимся и плавящимся электродом, в защитных газах в аксиальном магнитном поле.
Целью изобретения является улучшение структуры и свойств сварного шва путем концентрации воздействия магнитного поля на сварочную ванну при сварке плавящимся электродом на форсированных режимах, особенно погруженной дугой.
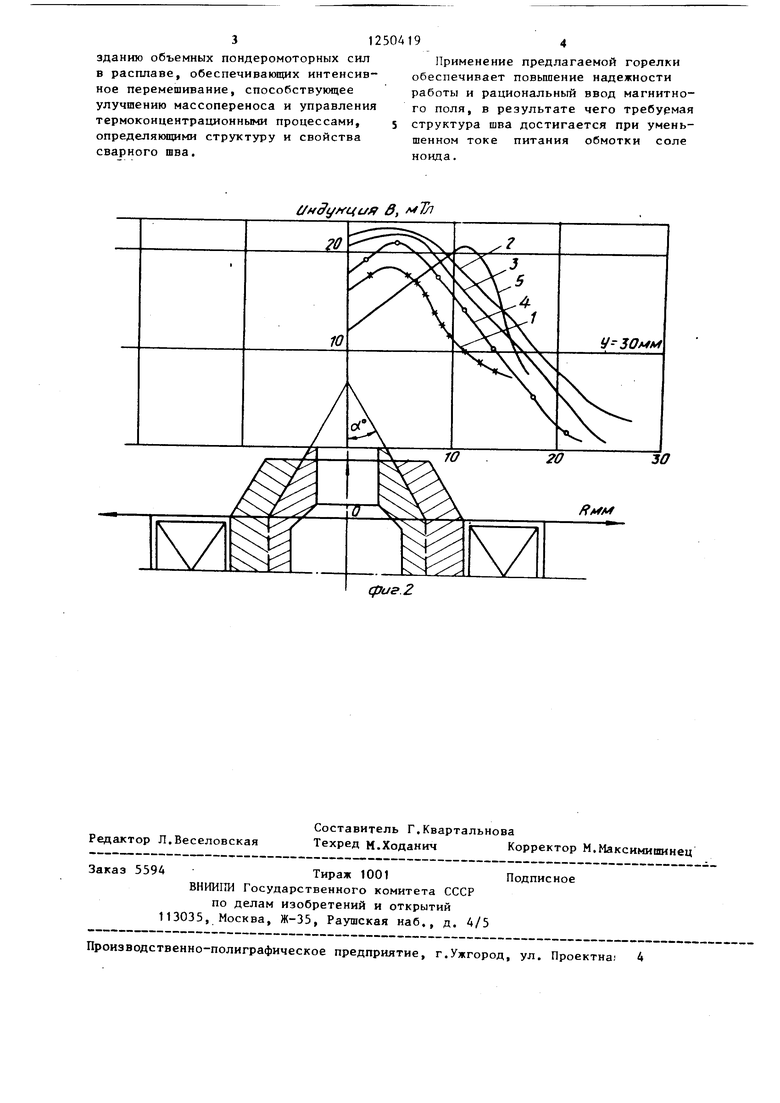
На фиг.1 показана горелка, продольный разрез; на фиг.2 - график распределения магнитной индукции в зависимости от расстояния L.
Горелка содержит корпус 1, выполненный из изоляционного материала, котором размещен токоподводящий узел состоящий из обоймы 2, охватывающий токопроводящ ю цангу 3 мундштуком 4.
В корпусе 1 установлен магнито- провод 5 , имеющий выступающий от среза обмотки 6 электромагнита конец, выполненный коническим с образующей конической поверхности, пересекающейся с осью горелки на расстоянии от среза сопла 7, равном 1-1,5 внутренним диаметрам сопла. Сопло 7 облицовывает внутреннюю поверхность магни- топровода 5, выполнено из материала с высокой теплопроводностью, например из меди.
Обмотка 6 соленоида, охватывающая магнитопровод 5, расположена в рубашке охлаждения, образованной наружной поверхностью магнитопровода 5 и кожухом 8.
Для закрепления кожуха 8 на корпусе 1 горелки установлена накидная гайка 9. В корпусе 1 установлены трубки 10 ввода и 11 вывода охлаждающей жидкости рубашки охлаждения.
Горелка работает следующим образом.
В процессе работы защитный газ поступает через штуцер (не показан) во внутреннюю полость цанги 3 и через отверстие в ее нижней части выводится через сопло 7 в зону сварки. Сварочная проволока, являющаяся электродом, подается по одному каналу с защитньм газом через мундштук 4, Одновременно с подачей электрода подается охлаждающая жидкость через трубку 10 в рубашку охлаждения, а выводится через трубку 11,
5
0
5
0
Подачей напряжения между электродом и изделием возбуждается дуга, и происходит расплавление электрода и основного металла, одновременно на обмотку 6 соленоида поступает питание тока от специального источника, и магнитное поле посредством выступающего от торца обмотки конусного конца магнитопровода 5 вводится в зону сварки.
Вьтолнение выступающего конца магнитопровода конусным стягивает силовые линии магнитного поля к оси горелки.
Максимальная концентрация магнитного поля на оси горелки обеспечивается в том случае, если образующая конической поверхности выступающего конца магнитопровода пересекается с осью горелки на расстоянии L от среза сопла 7, равном 1-1,5 внутренним диаметрам сопла 7.
При увеличении L больше 1,5 внутреннего диаметра сопла 7 происходит перераспределение силовых линий по направлению от центра к периферии и уменьшение индукции магнитного поля ho оси горелки на расстоянии вылета сварочной проволоки.
При L меньше 1 внутреннего диаметра сопла 7 величина индукции магнитного поля по оси горелки на расстоянии вылета сварочной проволоки также уменьшается (см. фиг,2),
По результатам замеров построены кривые 1-5 (фиг.2) распределения индукции: кривая 1 - распределение индукции магнитного поля в плоскости, перпендикулярной оси горелки, линия наклона конусной части магнитопровода пересекает ось горелки на длине, равной 10 мм (0,5 D, сопла) j кри- вая 2 - то же, на длине равной 20 мм (IDj сопла); кривая 3 - то же, на длине, равной 30 мм (1,50 сопла); кривая 4 то же,на длине,равной 40 мм (2Dg| сопла); кривая 5 - то же, магнитопровод выполнен цилиндрическим.
Результаты замеров показали, что в случае прш-1енения магнитопровода цилиндрической формы максимальная индукция наблюдается по торцам магнитопровода и убывает по направлению к оси горелки (кривая 5, рис, 2).
Взаимодействие магнитного поля максимальной индукции с током расплава сварочной ванны приводит к со
312504
зданию объемных пондеромоторных сил в расплаве, обеспечивающих интенсивное перемешивание, способствующее улучшению массопереноса и управления термоконцентрационными процессами, 5 определяющими структуру и свойства сварного шва.
194
Применение предлагаемой горелки обеспечивает повышение надежности работы и рациональный ввод магнитного поля, в результате чего требуемая структура шва достигается при уменьшенном токе питания обмотки соле ноида.
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для сварки магнитоуправляемой дугой | 1980 |
|
SU903011A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Устройство для электродуговой сварки | 1985 |
|
SU1839129A1 |
| Горелка для дуговой сварки плавящимся электродом в защитных газах | 1976 |
|
SU667351A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Горелка для дуговой сварки в защитных газах | 1983 |
|
SU1074680A1 |
| Способ дуговой сварки и устройство для его осуществления | 1988 |
|
SU1574391A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 2000 |
|
RU2191667C2 |
| Горелка для сварки в защитных газах | 1983 |
|
SU1074681A1 |
| Горелка для сварки магнитоуправляемой дугой | 1986 |
|
SU1382614A1 |

ам у -цс/я ff,
(раг2
Редактор Л.Веселовская
Составитель Г.Квартальнова
Техред М.Ходанич Корректор М.Максимишинец
Заказ 5594Тираж 1001
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная 4
Подписное
| Болдьфев A.M | |||
| и Дорофеев Е.Б | |||
| Выбор конструкции соленоида для электромагнитной обработки сварочной ванны | |||
| - Сварочное производство, 1978, № 10, с | |||
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
| Черныш В.П | |||
| и др | |||
| Устройство ввода управляющего магнитного поля при сварке с перемешиванием сварочной ванны | |||
| - Сварочное производство, 1977, 11, с | |||
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Горелка для сварки магнитоуправляемой дугой | 1980 |
|
SU903011A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
