(21)4019054/31-27
(22)11.02.86
(46) 23.03.88. Бюл. № 11
(71)Воронежский инженерно-строительный институт
(72)А. М. Болдырев, В. А. Биржев,
А. В. Черных, М. В. Борисов, И. М. (Соколов и В. М. Чивирев
(53)621.791.75.034(088.8)
(56)Авторское свидетельство СССР № 903011, кл. В 23 К 9/08, 1980.
(54)ГОРЕЛКА ДЛЯ СВАРКИ МАГНИТО- УПРАВЛЯЕМОЙ ДУГОЙ
(57)Изобретение относится к дуговой сварке плавящимся электродом и может быть использовано в мостостроении, машиностроении, строительной индустрии и других отраслях народного хозяйства. Цель - повышение качества сварных соединений и расширение номенк татуры свариваемых соединений. В горелке электромагнитная катушка 2 установлена с возможностью относительного продольного перемещения на ферромагнитном сердечнике 1, рабЬчий конец которого выступает за торец катушки 2. Рабочий конец магнитного сердечника 1 выполнен с диаметрально противоположно расположенными скосами, позволяюшими использовать горелку для сварки угловых и тавровых соединений. За счет такого выполнения увеличивается продольная составляющая и уменьшается радиальная составляющая магнитных потоков рассеяния. Величина магнитного потока регулируется продольным перемещением катушки 2 относительно сердечника 1. 3 ил.
S
(Л
00 ND
О5
|Л IPU.2.1
Изобретение относится к дуговой сварке плавящимся электродом и может быть использовано в мостостроении, машиностроении, строительной индустрии и других отраслях народного хозяйства.
Цель изобретения - повышение качества сварных соединений и расширение номенклатуры свариваемых соединений.
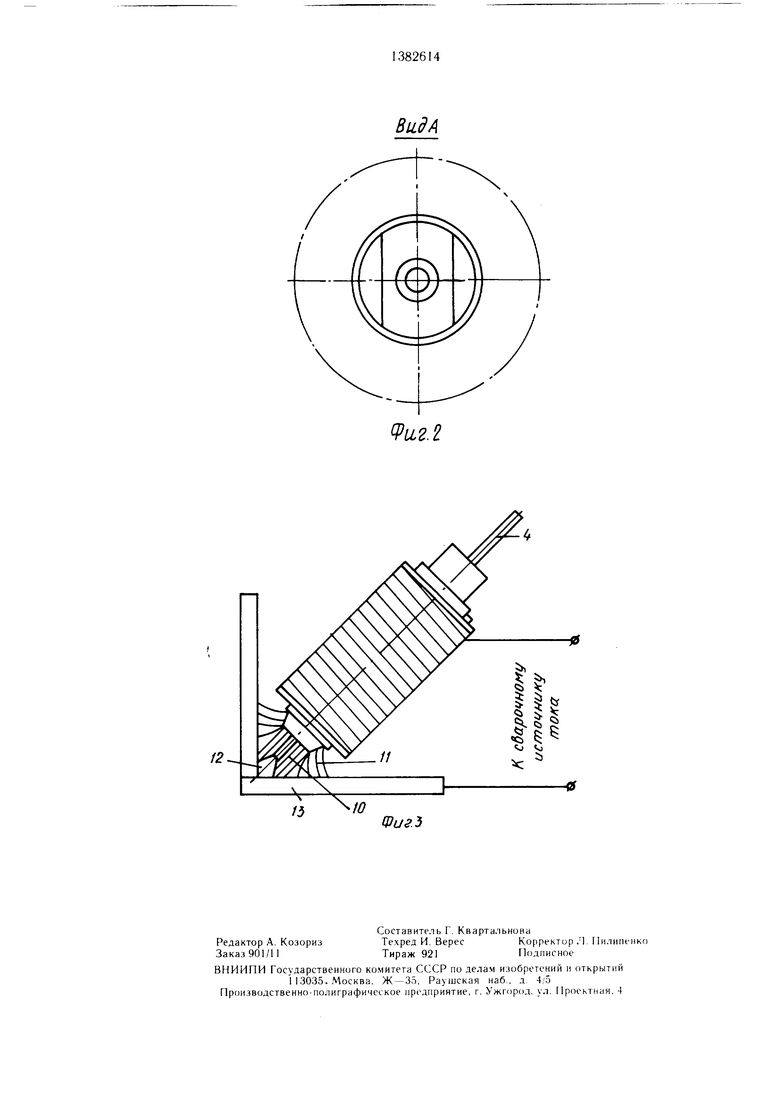
На фиг. 1 показана горелка, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - горелка в процессе работы.
Горелка для сварки магнитоуправляемой дугой содержит сердечник 1, на котором установлена электромагнитная катушка 2, которая включена последовательно в сварочную цепь. В сердечнике вдоль его оси выполнено сквозное отверстие 3, через которое осуществляется подача электрода 4 (фиг. 3) в зону сварки. Для обеспечения скользящего токоподвода к электроду в нижней рабочей части 5 сердечника, покрытой термостойким токонепроводящим материалом 6, установлен на резьбе цанговый прижим 7. Для фиксации электромагнитной катушки имеются упорный буртик 8 и стопорный винт 9. Рабочий конец сердечника 1 выступает за торец катушки 2 и выполнен со скосами В и С, расположенными диаметрально противоположно. Такое выполнение позволяет получать аксиальнде продольное магнитное поле 10 в зоне сварки и вместе с тем уменьшить радиальную составляющую 11 при сварке угловых и тавровых соединений.
Катушка 2 установлена с возможностью продольного перемещения относительно сердечника 1. Это может быть обеспечено за счет резьбовой пары винт (сердечник) - гайка (катушка) либо за счет установки катушки на сердечнике по скользящей посадке. Перед сваркой устанавливается определенный свободный вылет сердечника 1, после чего положение катушки 2 фиксируется стопорным винтом 9. Горелка крепится к корпусу сварочного аппарата так,-чтобы дуга 12 была направлена на ребро двугранного угла, образованное плоскостями свариваемых деталей 13.
Устройство работает следующим образом.
При зажигании дуги 12 одновременно с замыканием сварочной цепи замыкается цепь
питания обмотки электромагнитной катушки, которая соединена последовательно с цанговым токоподводом. Магнитный поток, благодаря сердечнику (магнитопроводу), направ- ляется в зону сварки (ребро двугранного угла, образованное плоскостями свариваемых деталей 13) . При этом продольное магнитное поле взанмодействует с током расплава сварочной ванны и приводит к возникновению массовых сил в расплаве, обеспечивающих его перемешивание в процессе кристаллизации. Для увеличения продольной 10 и уменьшения радиальной II составляющих магнитных потоков рассеяния на деталях 13 рабочая часть 5 сердечни5 ка 1 имеет диаметрально противоположные скосы В и С с уклоном к рабочему торцу D. Величина магнитного потока регулируется продольным перемещением катушки 2 по оси сердечника 1, после чего катушка 2 фиксируется стопорным винтом 9.
0 Скользящий токоподвод к электроду 4 осуществляет цанга 5. По мере износа губок цанги величину прижимного усилия изменяют за счет ввинчивания цанги в сердечник.
5 Сварка угловых соединений из сталей ЮХСНД и 15ХСНД проводилась с использованием продольного магнитного поля с индукцией до 35 м Тл, создаваемого в зоне сварки предлагаемым устройством.
0 Предлагаемая горелка обеспечивает возможность сварки угловых и тавровых соединений с высоким качеством сварных швов.
Формула изобретения
5 Горелка для сварки магнитоуправляемой дугой, содержащая электромагнитную катущку, установленную на ферромагнитном сердечнике с рабочим концом, выступающим за торец катушки, отличающаяся тем, что, с целью повышения качества сварных соединений и расширения номенклатуры свариваемых соединеннй, на боковой поверхности рабочего торца ферромагнитного сердечника выполиены скосы, расположенные диаметрально противоположно, а электромагнитная
5 катушка установлена с возможностью продольного перемещения относительно сердечника.
0
ВидА
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для сварки магнитоуправляемой дугой | 1990 |
|
SU1815059A1 |
| Горелка для сварки магнитоуправляемой дугой | 1980 |
|
SU903011A1 |
| Устройство для сварки магнитоуправляемой дугой | 1980 |
|
SU927433A1 |
| Устройство для сварки магнитоуправляемой дугой | 1986 |
|
SU1409426A1 |
| СПОСОБ СВАРКИ В ЗАЩИТНОМ ГАЗЕ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ | 2008 |
|
RU2401726C2 |
| Двухэлектродная горелка | 1985 |
|
SU1291323A1 |
| Способ дуговой сварки неплавящимся электродом | 1982 |
|
SU1097459A1 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1980 |
|
SU956193A1 |
| Устройство для сварки магнитоуправляемой дугой | 1989 |
|
SU1655687A1 |
| Горелка для сварки магнитоуправляемой дугой | 1982 |
|
SU1044443A1 |

/0
/3
U2.2
