(54) ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки в защитных газах | 1979 |
|
SU979052A1 |
| Горелка для дуговой сварки | 1987 |
|
SU1488155A1 |
| Горелка для дуговой сварки вСРЕдЕ зАщиТНыХ гАзОВ | 1979 |
|
SU821096A1 |
| Горелка для дуговой сварки в защитных газах | 1986 |
|
SU1402414A1 |
| Горелка для механизированной дуговой сварки плавящимся электродом | 1990 |
|
SU1785856A1 |
| Устройство для сварки плавящимся электродом в среде защитных газов | 1980 |
|
SU996128A1 |
| Горелка для сварки в защитных газах | 1983 |
|
SU1074681A1 |
| ГОРЕЛКА ДЛЯ РУЧНОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1990 |
|
RU2030263C1 |
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1031675A1 |
| Горелка для дуговой сварки | 1986 |
|
SU1383629A1 |
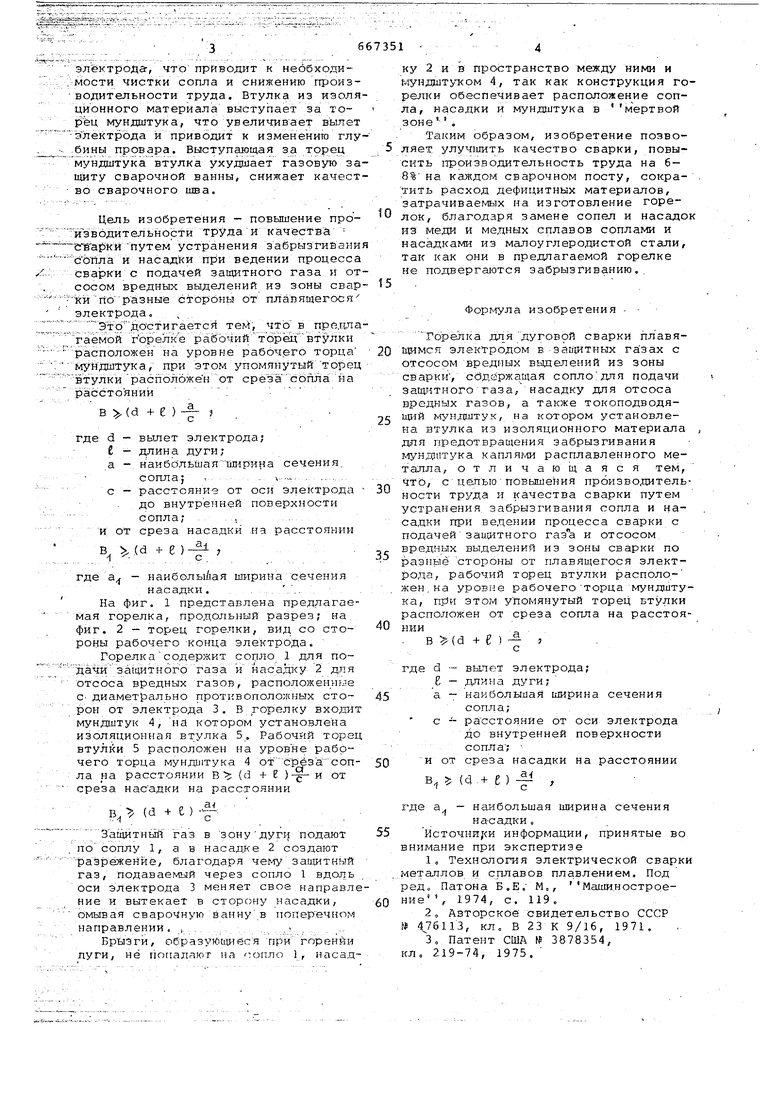
Изобретение относится к сварке и может быть использовано при сварКё плавлением открытой дугой, в том чис ле при сварте в среде защитных гаэбв плавящимся и неплавя цимся электродом Известны горелки для ручной, полу автоматической и автоматической свар ки, в которых для снижения вероятнос ти прилипания брызг применяют охлгок.даемые с.опла, составные с изоляцйонной прокладкой,металлокерамичёские и другие 1. Однако в процессе сварки эти горелки забрызгиваются каплями расплавленного металла, а это приводи-т к ухудшению качества сварных швов и снижетию производительности. Известна также горелка для дуговой сварки плавящимся электродом в защитных газах с отсосом вредных вы делений из зоны сварки, содержащая электрод и расположенное сбоку от него сопло для подачи защитного газа а также отсасьлзающую насадку, установленную надиаметрально противоположной соплу стороне на расстоянии большем, чем расстояние от электрода до сопла, причем сопло расположено параллельно электроду 2. Недостатком горелки является забрызгивание сопла и н&садки и вызванная этим необходимость частой зачистки сопла и насадки, что снижает производите льность труда. При несвоевременной зачистке сопла нарушается защита и ухудшается качество сварного шва (образуются поры, увеличивается хрупкость, снижается коррозионная стойкость). Наиболее близкой к изобретению по технической сущности и достигаемому эффекту является горелка для дуговой сварки плавящимся электродом в зё1щитных газах с отсосом вредных выделений из зоны сварки, содержащая сопло для подачи защитного газа, насадку для отсоса вредных газов, а также токоподводящий мун.цштук, на котором установлена втулка из изоляционного материала для предотвращения забрыэгивания мундштука каплями расплавленного металла 3. Недостатком такой горелки является то, что она не устраняет забрызгивания сопла и насадки при проведении сварки с подачей за1 1итного газа и отсосом вредных выделений из зоны сварки по разные стороны от плавящегося электрода, что приводит к необходимости чистки сопла и снижению производительности труда. Втулка из изоля ционного материала выступает за торёц мундштука, что увеличивает вылет электрода и приводит к изменению глу .бины провара. Выступающая за торец мундштука втулка ухудшает газовую за щиту сварочной ванны, снижает качест во сварочного шва. Цель изобретения - повышение про извбдительности труда и качества ейаркипутем устранения забрызгийани сЬПла и насадКи при ведении процесса сварки с подачей защитного газа и от сосом вредных выделений из зоны свар Кй По разные сторонь от плавящегося электрода. Этй дастигаетсй , что в npe.rpia гаемой горелке рабочий тбрёлд втулки расположен на уровне рабочего торца муйдштука, при этом упомянутыйторец втулки расположен от срезасЬпла на расстояний . В (d + е ) -г- 3 вылет электрода; где а - длина дуги; наибольшан тш1рина сечения, сопла; ,- ч- . . .. расстояние от оси электрода до внутренней поверхности сопла;,. и; от среза насадки на ргзсстоянии В .(d + е)-|1 ; где а - наиболыйая ширина сечения насадки. ..,.. На фиг. 1 представлена предлагаемая горелка, продольный разрез; на фиг. 2 - торец горелки, вид со стороны рабочего конца электрода. Горелкасодержит сопло 1 для подачиу защитного газа и насадку 2 для отсоса вредных газов, расположенные с- диаметрально противоположных сторон от электрода 3. в горелку входит мундштук 4, на котором установлена изоляционная втулка 5. Рабочий торец втулки 5 расположен на уровне рабочего торца мундштука 4 от среза сопла на расстоянии В (d + Е )-§- и от среза насадки на расстоянии .e)-f: Защитный газ в зонудуги подаю по соплу 1, а в насадке 2 создают разрежение, благодаря чему запштный газ, подаваемый через сопло 1 вдадь оси электрода 3 меняет свое направле ние и вытекает в сторону насадки, омывая сварочную ваннув поперечном направлении, , , Брызги, образующиеся при горении дуги, не попаллюг на 1, насадку 2 ив пространство между ними и г.-тунддатуком 4, так как конструкция горелки обеспечивает расположение сопла, насадки и мундштука в мертвой зоне . Таким образом, изобретение позволяет, улучишть качество сварки, повысить производительность труда на б- 8%на каждом сварочном посту, сокра- . тить расход дефицитных материалов, затрачиваегуых на изготовление горелок, благодаря замене сопел и насадок из меди и медных сплавов соплами и насадками из малоуглеро,цистой стали, так как они в предлагаемой горелке не подвергаются забрызгиванию.. изобретения - Торелка для дуговой сварки плавящимся электродом в зайщтных газах с отсосом вредных выделений из зоны сварки , садбржащая сопло;для подачи защитного газа, насадку для отсоса вредных газов, а также токоподводящий мун.цштук, на котором установлена втулка из изоляционного материала , для предотвращения забрызгивания ь тундштука каплями расплавленного металла, отличающаяся тем, Что, с цепью повышения производительности труда и качества сварки путем устранения, забрызгивания сопла и насадки при ведении процесса сварки с подачей займитеого газа и отсосом вредных выделений из зоны сварки по разнь:ё стороны от плавящегося электрода, рабочий торец втулки расположен. на уровне рабочеготорца мунд1х1тука, при этом упомянутый торец втулки расположен от среза сопла на расстоянииВ (d + е ) - г где d - выле:-т электрода; Е - длина дуги; а - наиболыиая ширина сечения с -- расстояние от оси электрода до внутренней поверхности сопла; и от среза насадки на расстоянии В, ;(а.+ П-| , где а - наибольшая ширина сечения на-садки. Источни; и информации, принятые во внимание при экспертизе 1,Технология электрической сварки металлов и сплавов плавлением. Под реДо Патона Б.Е, М,, Машиностроение , 1974, с. 119. 2,Авторское свидетельство СССР № 476113, кл. В 23 К 9/16, 1971. 3,Патент США № 3878354, кл, 219-74, 1975.
Д.
vZ
Фиг. г
л«./
