«
Итобретгние относится к коитроль- )1о-сортиропочной технике Р матино- строоиии, в частности в подшипниковой ттромьпцленности.
Цель изобретения - уменьшение рачноразмерности деталей в сортировочной группе.
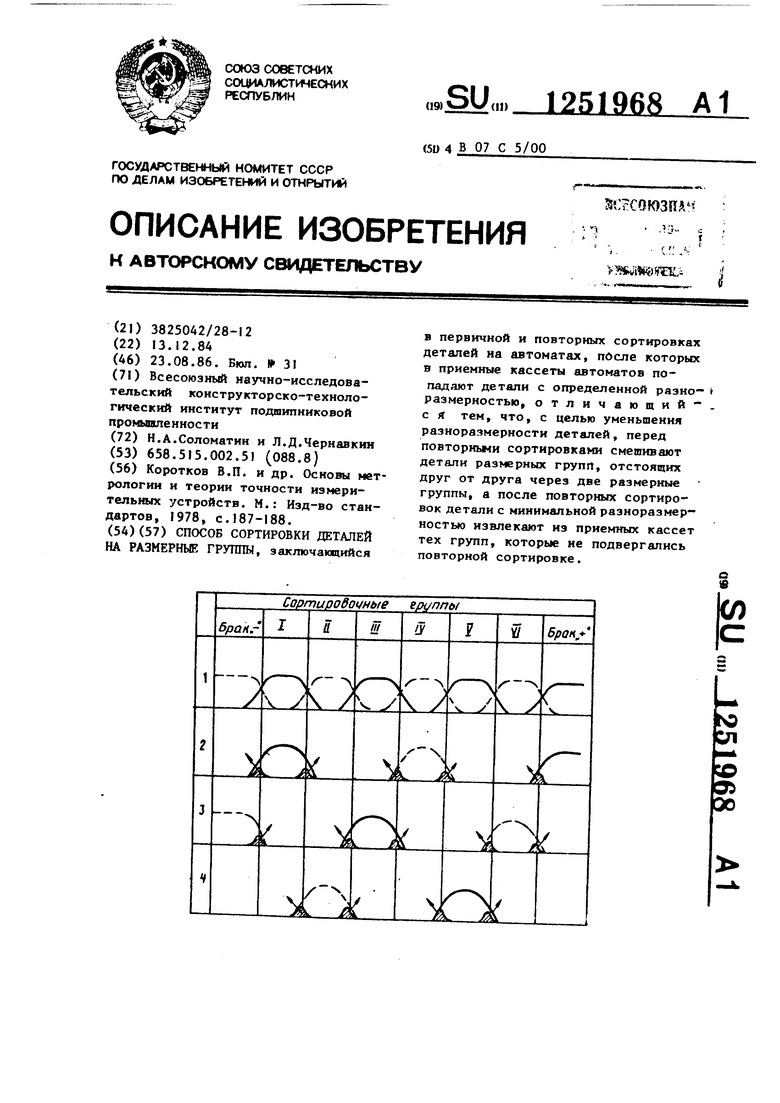
На чертеже представлены кривые распределения размеров деталей в сортировочных группах.
Полный цикл сортировки всех деталей происходит в четыре этапа. В первом :этапе партия деталей рассортировывается на автомате обычным способом. Кривые распределения размеров деталей выходят за пределы границы сортировочных групп вследствие влиния погрешности измерения автомата .
На втором этапе производится повторная сортировка деталей, расположенных друг от друга через две размерные группы (группы 1, IV и Брак +). При этом в группах,смежных с сортируемыми повторно (группы Брак -,11,ITT,V,VI),появляются детали, которые в результате первичной сортировки были неправильно приняты и при повторной сортировке выяв лены. Наряду с такими деталями в смежных группах находятся также детали , которые, вследствие погрешности измерения автомата перешли
Составитель В.Аганин Редактор Е.Папп Техред Н.Бонкало Корректор в.Бутяга
Чакач 4560/8 Тираж 565Подписное
HHluniH Государственного комитета СССР
по изобретений и открытий 113035, Москва, Ж-35, Раушская наб. , д.4/5
ni(;u гнеино-полиграфическое предприятие, г.Ужгород, ул. Проектная, А
519682
из пересортировываемой группы в смежную. Таким образом, в смежных rpymtax находятся детали с разно- размерностью, равной удвоенной вели- 5 чине случайной погрешности измерения автомата. По распределению размеров эти детали располагаются на границах между группами; стрелками на рисунке указаны группы, в кассе- 0 тах которых они находятся. В пересортировываемых группах разноразмер- ность деталей такая же, как и при обычной повторной сортировке. На третьем этапе производится
5 повторная сортировка деталей размерных групп Брак - Ш и VI.Результат третьего этапа аналогичен результату второго.
20 На четвертом этапе производится повторная сортировка деталей всех оставшихся размерных групп аналогично второму и третьему этапам.
Если полный цикл сортировки в
25 четыре этапа одной партии детапей не дает необходимого количества деталей с уменьшенной разноразмерностью, то можно повторить частично или весь цикл пересортировки данной партии
30 деталей, сместив предварительно в любую сторону границу интервалов сортировки примерно на величину погрешности сортировки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поверки автоматов для сортировки деталей по линейным размерам | 1988 |
|
SU1650274A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ АВТОМАТ ДЛЯ МИНИАТЮРНЫХ ЦИЛИНДРИЧЕСКИХ НЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2019 |
|
RU2700961C1 |
| СПОСОБ ПОВЕРКИ АВТОМАТОВ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ДЕТАЛЕЙ ПО ЛИНЕЙНЫМ РАЗМЕРАМ | 1973 |
|
SU361824A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО СЕЛЕКТИВНОГО КОМПЛЕКТОВАНИЯ ДЕТАЛЕЙ ДЛЯ СБОРКИ ПОДШИПНИКОВ КАЧЕНИЯ | 1991 |
|
RU2025594C1 |
| Устройство для сортировки | 1989 |
|
SU1633428A1 |
| АВТОМАТ ДЛЯ РАЗМЕРНОЙ СОРТИРОВКИ ДЕТАЛЕЙ | 2017 |
|
RU2670732C9 |
| Устройство для автоматической селективной сборки деталей типа "валвтулка | 1975 |
|
SU559806A1 |
| Устройство для размерной сортировки изделий | 1974 |
|
SU667258A1 |
| Сортировочное устройство дляРАзМЕРНОй СОРТиРОВКи | 1978 |
|
SU820909A1 |
| СПОСОБ КОМПЛЕКТОВАНИЯ ДЕТАЛЕЙ ПРИ СЕЛЕКТИВНОЙ СБОРКЕ РАДИАЛЬНО-УПОРНЫХ ШАРИКОПОДШИПНИКОВ | 1998 |
|
RU2141582C1 |
| Коротков В.П | |||
| и др | |||
| Основы нет- рологии и теории точности измерительных устройств | |||
| М.г Изд-во стандартов, 1978, C.187-I88. |
