учета реальных распределений размеров валов и втулок и не нозволяет автоматически изменять ширину группы сортировки с тем, чтобы уменьшить незавершенное производсгБо. Кроме того, работа данного автомата имеет прерывистый характер, зависящий от количества деталей, находяш,ихся в блоке механической сбор-ки.
Цель изобретения - новышение нронзводнтельностн устройства.
Это достнгается тем, что устройство содержнт генератор нилообразного напряжения, блок сравнения, генератор начек импульсов н последовательно соединеииые генератор формирования кривой расиределеиия, компаратор, формпруюиип триггер, элемент И, формирователь и сортировочный блок в соответствуюи;их каналах валов и втулок. Первые входы генераторов формирования кривой расиределеиия иодключеиы к соответствующим выходам блоков измерения соответственно валов и втулок, их вторые входы - к генератору иачек имнульсов, а вход запуска и выход генератора вилообразного напряжения - соответствеиио к генератору пачек импульсов и к свободным входам компараторов каналов валов и втулок. Три входа блока сравнения соединены соответственно с генератором пачек имнульсов и с выходами компараторов каналов валов и втулок, а выход блока сравиення - с свободными входами элементов И. Входы сортировочных блоков подсоединены к соответствующим выходам блоков измерения валов и втулок, а их выходы - к соответствующим входам блока механической сборки.
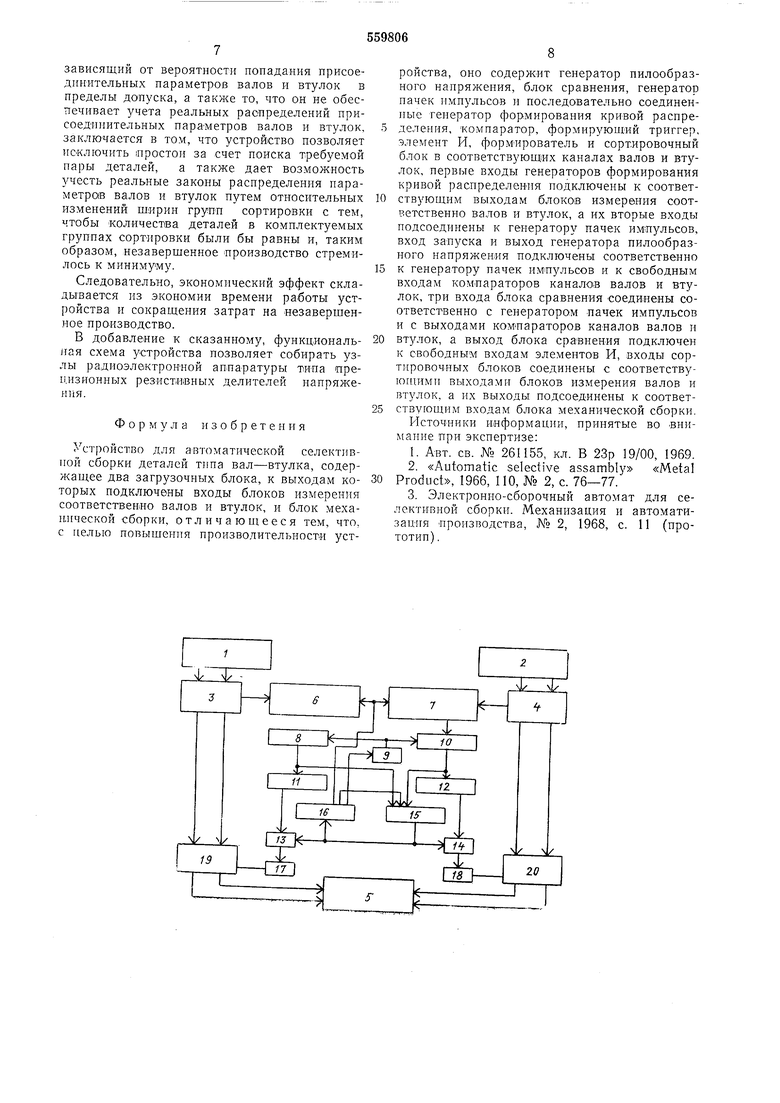
На фиг. 1 предетавлеиа функциональная схема устройства; на фиг. 2, 3, 4 - диаграммы напряжений.
Устройство (фиг. 1) содержит загрузочный блок 1 валов, загрузочный блок 2 , блок 3 измерения валов, блок 4 измерения втулок, блок 5 механической сборки, генератор 6 формирования кривой распределения валов, геиератор 7 формирования кривой расиределеиия втулок, комиаратор 8 канала валов, генератор 9 иилообразиого наиряжения, компаратор 10 канала втулок, формирующий триггер 11 канала валов, формирующий триггер 12 канала втулок, элемент И 13 канала валов, элемент И 14 канала втулок, блок 15 еравнения, генератор 16 иачек импульсов, формирователь 17 канала валов, формирователь 18 канала втулок, сортировочный блок 19 канала валов, сортировочный блок 20 канала втулок.
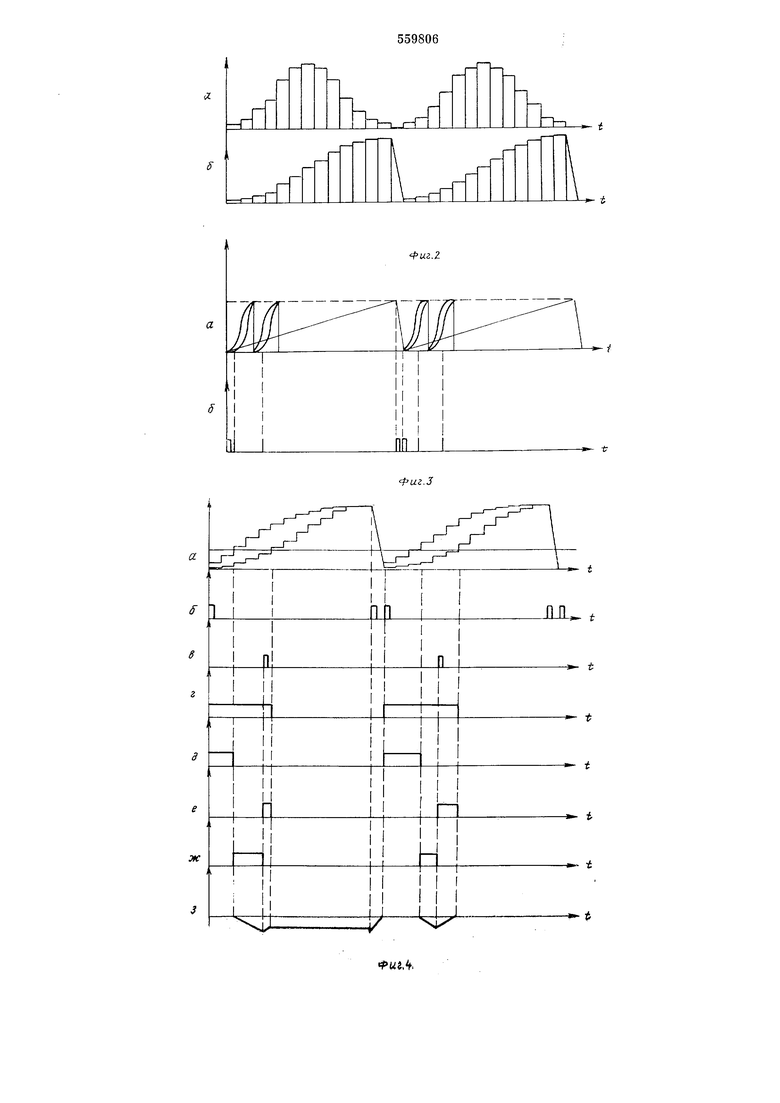
На фиг. 2 иредставлены диаграммы наиряжений генератора формирования кривой распределения, где: а - напряжение, пропорциональное кривой гистограммы расиределеиия параметров партии деталей; б - напряжение, нронорциоиалыюе иитегральной кривой закона распределения иартии деталей.
На фиг. 3 даны диаграммы наиряжений, где а - иаиряжеиия, поступающие на компараторы каналов валов и втулок; б - иапрялсения импульсов, соответствующих предварительному положению уставки границы группы сортировки.
На фиг. 4 представлены диаграммы ианряжений, где а - совмещенная диаграмма иаиряжеиий, пропорциональных интегральным кривым законов распределения валов и втулок, и иилообразиого напряжения с генератора пилообразного иапряжения; б - иа-иряжеиия сиихропизирующих имиульсов для геиератора формирования кривых распределения валов и втулок; в - напряжение импульсоп, соответствующих предварительному положенл о уставки границы группы сортировки;
г, д - иапряжеиия импульсов формирующего триггера каиалов валов и втулок соответственно; е, ж - наиряжения, характеризующие временной интервал между импульсами с третьего выхода генератора иачек имиульсов и с комиаратора канала валов и каиала втулок соответственно; з - напряжение с выхода блока сравнения.
Устройство для автоматической селективной сборки деталей тина вал-втулка содержит два измерительных канала: валов и втулок, включающих в себя блоки 1 и 2 для ориентации н загрузки соответственно валов и втулок; блоки 3 и 4 для измерения присоединительных параметров валов и втулок, входы которых подсоедииеиы к выходам блоков 1 и 2 соответственно; блоки 19 и 20 для сортировки по присоединительному параметру, входы которых подключены к выходам блоков 3 и 4; генераторы 6 и 7, нредназначенные
для циклического получения напряжений, пропорциональных кривым распределения фиг. 2, а, б, входы которых подключены к блокам 3 и 4. Кроме того, каналы содержат компараторы 8 и 10, предусмотренные для определения момента совпадения интегральной кривой распределения и пилообразного напряжения (фиг. 4, а), один из двух входов которых подключен к выходам соответствующих генераторов 6 и 7; триггеры 11 и 12, служащие для
формирования импульса, длительность которого нропорцнональна текущему положению границы группы сортировки (фиг. 4, г,д), один из их двух входов подключен к выходам соответствующих компараторов 8 и 10;
элементы И 13 и 14, работающие в ключевом режиме и предиазиачеииые для выдачи окончательного результата, т. е. импульса с формирующих триггеров, длительность которого пропорциональна оптимальному положению
граиицы группы сортировки, относительно- начала развертывания напряжения, пропорционального интегральной кривой распределения соответственно валов и втулок, один из двух входов которых подключен к выходу формирующих триггеров И и 12; формирователи 17 и 18 для преобразования импульсного сигнала, характеризующего оптимальное положеиие граиицы группы сортировки, в форму, удобную для перестройки уставок сортировочиого блока, включенные между соответствуюшнми элементами И 13 и 14 и сортировочными блоками 19 и 20. Кроме того, имеется ряд общих между каналами блоков: генератор 9 для выработки пилообразного напряжения (фиг. 3, а, выход которого подсоединен к вторым входам компараторов 8 и 10, блок 15 сра|Внения, два из трех входов которого подключены к выходам компараторов 8 и 10, генератор 16,служащий для выработки импульсов, синхронизирующих работу генераторов 6 и 7 триггеров 11 и 12 и генератора 9 (фпг. 2, б), а также им.пульсов предварительного положения границы группы сортировки, которые делят интервал времени развертывания на-пряжения, пропорционального интегральной кривой распределения на п равных частей, где п - число групп сортировки (фиг. 2, б, фиг. 3, б) и выдаются с третьего выхода генератора 16 на третий вход блока 15 по одному в зависимости от того, для какой уставки производится поиск оптимального положения (фиг. 4, в, фиг. 3, б). Один выход генератора 16 лодсоединен к генератору 9. второй выход - к вторым входам генераторов 6 и 7 и к вторым входам триггеров 11 и 12, а третий выход - к третьему входу блока 15, использующего для сравнения временных интервалов между импульсами с третьего выхода генератора пачек импульсов и импульсами с комлараторов 8 и 10 (фиг. 4, с, о/с. Выход блока 15 сравнения подключен к вторым входам элементов И 13 и 14 и к входу генератора 16 пачек импульсов. Блок 5 механической сборки предназначен для механической сборки валов с втулками из соответствующих групп сортировочных блоков 19 и 20, два его входа подсоединены к выходам блоков 19 и 20.
Процесс сборки с помощью данного устройства осуществляется следующим образом.
Партии валов и втулок поступают в соответствующие загрузочные блоки 1 и 2 и проходят измерительные блоки 3 и 4. Информация об измеренных параметрах валов и втулок из блоков 3 и 4 поступает в соответствующие генраторы 6, 7 формирования кривых распределения, где сначала моделируется гистограмма всей партии деталей (фиг. 2, а), а затем интегральная кривая распределения, напряжение, пропорциональное которой, циклически поступает (фиг. 2, б) на соответствующие компараторы 8 и 10. Пилообразное напряжение с генератора 9 имеет длительность пилы, много большую периода воспроизведения напряжения, пропорционального интегральной кривой распределения (фиг. 3, а), и подается на вторые входы компараторов 8 и 10, которые вырабатывают имлульсы в моменты совпадения пилообразного напряжения и напряжения, пропорционального интегральному закону распределения (фиг. 4, а, г, д.
Имлульсы совпадения с компараторов 8 и 10 поступают на формирующие триггеры И и 12, предварительно установленные в положение «1 синхронизирующим импульсом с
генератора 16, и перекидывают их в положсН1 е «О (фиг. 4, е, ж. Таким образом формируется импульс. длительность которого иропорциональ а текущему значению положения границы гпуппы сортировки (фпг. 4, , (Э). Для того чтобы выработать импульс, длитс,тьность которого пропол :1(111 1льнп воличи;:е оптимальной границы rjiyn::- сортировки, импульсы с компараторов 8 п 0 подаются па
входы блока 15. где сравниваются интервалы времени между импульсами с компараторов 8 п 10 п импульсом с третьего выхода гсператора 16 пачек импульсов (фиг. 4, з). При условии равенства этих интервалов и различиой полярности импульсов, их формирующих, блок 15 сравнения вырабатывает сигнал (фиг. 4, а), который открывает злсмсит И 13 и 14 для передачи имиульса, характеризующего оптимальиое положение границы группы сортпровки, с формирующего триггера (фпг, 4, г, д и переключает гсператор 16 пачек импульсов па выработку следуютцего импульса предварительного положения границы группы сортпровки для следуюп1ей гоуппы и нового
цикла пилообразного напряжения от геиератора 9 пилообразного напряжения. Получаемые таким образом ппфины группы обеспечивают равные вегюятиости попадания деталей в комилектусмые группы сортировки.
Импульсы с фо1мпру ощих триггеров 11 и 12 (фиг. 4, г, с) через элсмепты И иостуиают па формирователи 17 п 18. Таким образом, ииформация об оптимальных границах группы сортировки деталей будет заложена в
длительностях импульсов в формируюишх триггерах 11 п 12.
Рассмотренный процесс формирования оптимальных границ групп сортировки ва,тов и втулок или уставок сортиоовочпых блоков повторяется последовательпо для всех групп сортировки.
Пос,те того как будут сформировапы все уставки в сортировочных блоках 19 и О, собираемые детали постуиают в сортировочиые
б.локи и сортируются на группы различиой ширииы в завт1симости от формы иитегральпой кривой распределения параметров деталей. Таким образом, благодаря осуществлению
возможиости автоматического оитилгальиого измепсиия грлиии групп сортитюпки в соответств 1и с закоиом распрелелепия параметров деталей в партиях, устройство позво.тяет получать одинаковую вероятность попадания
деталей в комилектуелгые группы, т, е. получать одпиаковые чпсла деталей в комплектуемых группах сортировки, и, следовательно, уменьшить пезавершенпое производство. После сортировки валы и втулки из соответствующих груии иодаются в блок 5 механической сборки, где окончательно собпраются в узлы.
Положительный эффект от прпменения данного устройства по сравнению с прототипом,
работа которого имеет прерывистый характер.
зависящий от вероятности попадания присоединительных параметров валов и втулок в пределы допуска, а также то, что он не обеспечивает учета реальных распределений присоединительных параметров валов и втулок, заключается в том, что устройство позволяет исключить простои за счет поиска требуемой пары деталей, а также дает возможность учесть реальные законы распределения параметров валов и втулок путем относительных изменений ширин групп сортировки с тем, чтобы количества деталей в комплектуемых группах сортировки были бы равны и, таким образом, незавершенное производство стремилось к минимуму.
Следовательно, экономический эффект складывается из экономии времени ра-боты устройства и сокращения затрат на незавершенное производство.
В добавление к сказанному, функцлональлая схема устройства позволяет собнрать узлы радпоэлвктроияой аппаратуры типа пре1.изионных резистввных делителей напряжения.
Формула изобретения
Устройство для автоматической селективной сборки деталей типа вал-втулка, содержащее два загрузочных блока, к выходам которых подключены входы блоков измерения соответственно валов и втулок, и блок механ.ической сборки, отл и ч а ю HI ееся тем, что, с нелью повышения производительности устройства, оно содержит генератор пилообразного напряжения, блок сравнения, генератор пачек импульсов и последовательно соединенные генератор формирования кривой распределения, компаратор, формирующей триггер, элемент И, формирователь и сортировочный блок в соответствующ:их каналах валов и втулок, первые входы генераторов формирования кривой распределения подключены к соответствующим выходам блоков измерения соответственно валов и втулок, а их вторые входы подсоединены к генератору пачек импульсов, вход запуска и выход генератора пилообразного напряжения подключены соответственно
к генератору пачек импульсов и к свободным входам компараторов каналов валов и втулок, три входа блока сравнения соединены соответственно с генератором пачек импульсов и с выходами компараторов каналов валов и
втулок, а выход блока сравнения подключен к свободным входам элементов И, входы сортировочных блоков соединены с соответствующими выходами блоков измерения валов и втулок, а их выходы подсоединены к соответствующим входам блока механической сборки. Источники информации, принятые во внимание при экспертизе:
1.Авт. св. № 261155, кл. В 23р 19/00, 1969.
2.«Automatic selective assambly «Metal Product, 1966, ПО, № 2, с. 76-77.
3.Электронно-сборочный автомат для селективной сборки. Механизация и автоматизация производства, № 2, 1968, с. 11 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сортировки деталей на группы | 1987 |
|
SU1469507A1 |
| Устройство для сортировки | 1989 |
|
SU1633428A1 |
| Устройство для сортировки | 1986 |
|
SU1322319A1 |
| Устройство для сортировки | 1988 |
|
SU1569821A1 |
| Устройство для управления сортировкой деталей | 1987 |
|
SU1532096A1 |
| Автомат для сортировки изделий | 1988 |
|
SU1600852A1 |
| Устройство для сортировки ферромагнитных изделий | 1982 |
|
SU1043551A1 |
| Устройство для сортировки | 1989 |
|
SU1661756A1 |
| Устройство для автоматической селективной сборки узлов | 1981 |
|
SU986699A1 |
| Сортировочное автоматическое устройство для контроля размеров деталей | 1971 |
|
SU540684A1 |
I f I
