Изобретение относится к контрольно- измерительной технике и может найти применение в подшипниковом производстве при поверке автоматов для контроля и сортировки колец и тел качения подшипников по линейным размерам, имеющих отсчетно- командное устройство.
Цель изобретения - упрощение настройки и повышение производительности процесса поверки.
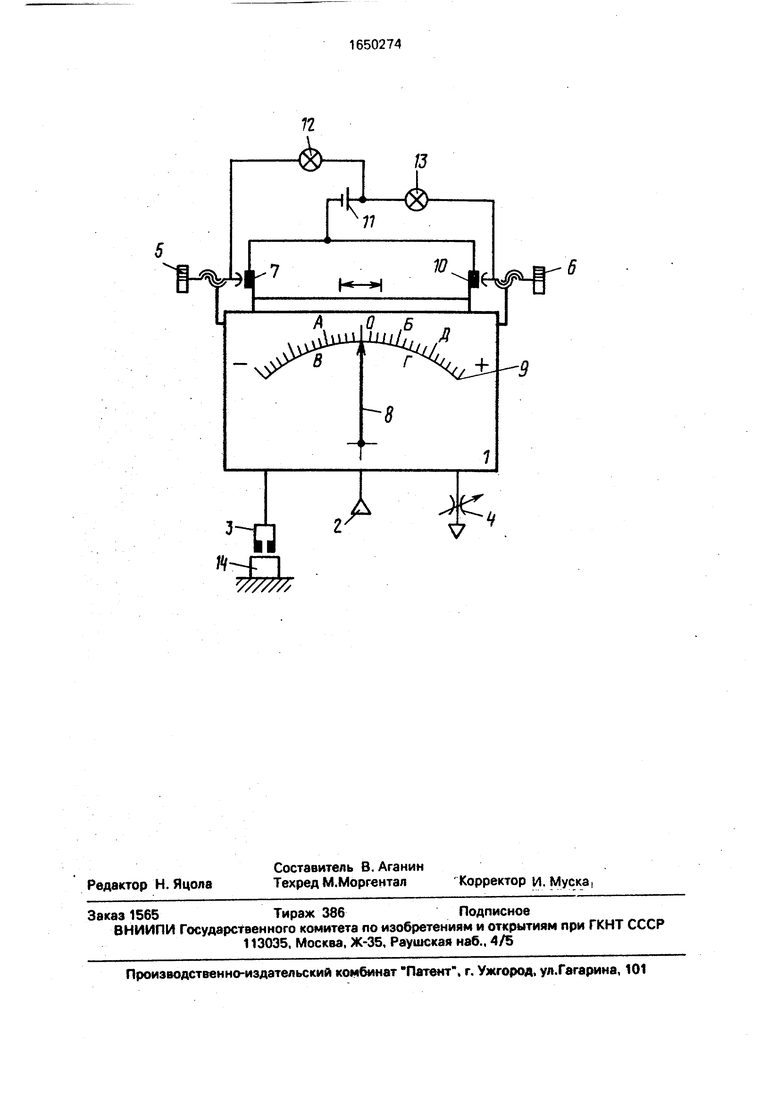
На чертеже схематично показано дифференциальное пневмоэлектрическое от- счетно-командное устройство автомата, с помощью которого может осуществляться предлагаемый способ.
Отсчетно-командное устройство 1 подключено к стабилизированному источнику 2 питания. К выходам отсчетно-командного устройства 1 подключены измерительное сопло 3 и регулируемый дроссель 4, связанный с атмосферой. Отсчетно-командное устройство 1 имеет регулировочные контакты 5 и 6, подвижный контакт 7, приближающийся к регулировочному контакту 5 при отклонении стрелки 8 отсчетно-командного устройства в минусовом направлении его шкалы 9, и подвижный контакт 10. приближающийся к регулировочному контакту 6 при отклонении стрелки 8 в плюсовом направлении шкалы 9. К источнику 11 постоянного напряжения параллельно подключены
о ел о
го vi
4
две цепи. Первая цепь включает в себя регулировочный контакт 5, сигнальную лампочку 12 и подвижный контакт 7, а вторая цепь образована подвижным контактом 10, регулировочным контактом 6 и сигнальной лампочкой 13. Измерительное сопло 3 имеет возможность бесконтактного взаимодействия с поступающими на позицию измерения автомата деталями 14.
Точка А на шкале отсчетно-командного устройства определяет нижнюю границу сортировочного поля допуска годных деталей 14. Ей соответствует начало размыкания настроенных на нее контактов 7 и 5, включающих лампочку 12. Точка Б на шкале отсчетно-командного устройства определяет верхнюю границу сортировочного поля допуска годных деталей 14. Ей соответствует начало размыкания настроенных на нее контактов 10 и 6, выключающих лампочку 13. В процессе сортировки партия деталей сортируется натри группы: годные (когда не было замыканий контактов 5,7 и б, 10), брак- плюс (когда произошло замыкание контактов 5 и 7) и брак-минус (когда произошло замыкание контактов 10 и 6),
Способ поверки автоматов для сортировки деталей по линейным размерам осуществляется следующим образом.
Например, после сортировки партии деталей из тысячи штук на автомате с отсчет- но-командным устройством 1, цена деления, которого равна 0,1 мкм, в сортировочную группу годных деталей, сортировочное поле допуска которых равно ± 1 мкм от номинального значения, соответствующего нулю на шкале 9, попало девятьсот деталей. Сто деталей, попавшие в другие группы убирают из автомата, а группу из девятисот годных деталей подвергают пропусканию через автомат. В процессе этого пропускания наблюдают за попаданием деталей из этой группы в соседние группы: брак-плюс и брак-минус.
Например, если в результате этого пропускания в группу брак-минус попала одна деталь, а в группу брак-плюс попало шесть деталей, то независимо от числа попаданий в эти группы границу сортировочного поля допуска годных деталей смещают на шаг, соответствующий цене деления отсчетно- командного устройства 1, как в сторону группы брак-минус, т.е. в точку В, так и в сторону группы брак-плюс, т.е. в точку Г. Затем настраивают срабатывание контактов 5 и 7 на точку В, а срабатывание контактов 6 и 10 на точку Г. При новом сортировочном поле допуска проводят повторное пропускание всех деталей этой группы, т.е. девятисот штук, через автомат. Если, например, в процессе повторного пропускания в группу брак-минус не попадет ни одной детали 14, а в группу брак- плюс одна деталь, то в этом случае далее смещают верхнюю границу сортировочного поля допуска годных деталей еще на один шаг, равный цене деления шкалы 9, в сторону группы брак-плюс, т.е. в точку Д, на которую перестраивают срабатывание контактов б и 10. Нижняя же граница нового поля допуска остается в точке В. Затем опять пропускают все девятьсот деталей через автомат. Если в результате этого пропускания все детали попали только в группу годных деталей, то границы сортировочного поля допуска годных деталей не изменяют и продолжают пропускать все детали (девятьсот штук) через автомат заданное число раз, например десять. При отсутствии случайных попаданий деталей в соседние группы в течение заданного числа пропусканий определяют погрешность сортировки как
максимальное смещение границ поля допуска от начальных значений. В рассмотренном примере оно равно отрезку БД и составляет 0,2 мкм,
Таким образом, предлагаемый способ
поверки автоматов для сортировки деталей по линейным размерам по сравнению с известным прост в осуществлении, не требует никаких специальных измерительных средств и сложной математической обработки результатов измерений и поэтому может быть быстро осуществлен на рабочих местах в цеховых условиях. Способ облегчает труд поверителей.
Формула изобретения
Способ поверки автоматов для сортировки деталей по линейным размерам, заключающийся в многократной сортировке деталей одной сортировочной гзуппы, о т- личающийся тем, что, с целью упрощения и повышения производительности процесса поверки, в случае попадания деталей в соседнюю сортировочную группу изменяют настройку автомата путем смещения границы сортировочной группы в сторону
группы, в которую попали детали, на величину, равную цене деления отсчетного устройства, повторно производят сортировку деталей этой же сортировочной группы, и при отсутствии попаданий деталей в соседниё сортировочные группы погрешность сортировки определяют как максимальное значение смещения границы сортировочной группы от его начального значения.
/J
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЕРКИ АВТОМАТОВ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ДЕТАЛЕЙ ПО ЛИНЕЙНЫМ РАЗМЕРАМ | 1973 |
|
SU361824A1 |
| Поточная линия для контроля деталей | 1973 |
|
SU491415A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ДЕТАЛЕЙ | 1973 |
|
SU364358A1 |
| Устройство для сортировки деталей | 1981 |
|
SU1007759A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КОНУСОВ | 1991 |
|
RU2067748C1 |
| Автомат для сортировки ферромагнитных деталей | 1977 |
|
SU683817A1 |
| Станок-автомат для контроля и сортировки цилиндрических пружин сжатия | 1958 |
|
SU129856A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТОРЦОВОГО БИЕНИЯ РОЛИКОВ | 2005 |
|
RU2288447C1 |
| Автомат для контроля и сортировки ферромагнитных деталей | 1983 |
|
SU1163918A1 |
| УСТРОЙСТВО ДЛЯ ПРОВЕРКИ И СОРТИРОВКИ ИЗГОТОВЛЯЕМЫХ В МАССОВОМ ПОРЯДКЕ ДЕТАЛЕЙ ЭЛЕКТРИЧЕСКИХ АППАРАТОВ | 1929 |
|
SU24487A1 |
Изобретение относится к контрольно- измерительной технике, может найти применение в различных областях народного хозяйства при поверке автоматов для контроля и сортировки деталей по линейным размерам и позволяет упростить настройку и повысить производительность процесса поверки. Детали рассортировывают на группы. Затем берут детали одной и той же сортировочной группы и пропускают их через автомат. Если хотя бы одна деталь при пропускании попадает в соседнюю сортировочную группу, то границу сортировочного поля допуска смещают в сторону группы случайного попадания детали на шаг, равный цене деления отсчетно-командного устройства автомата. Собирают вместе все детали рассортированной группы и при новом сортировочном поле допуска проводят повторное пропускание. При отсутствии случайных попаданий деталей в соседние группы в течение заданного числа пропусканий определяют погрешность сортировки как максимальное смещение границ поля допуска от начальных значений. 1 ил. (Л С
| Способ определения погрешности контрольно-сортировочных автоматов | 1972 |
|
SU454941A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
