Изобретение относится к станкостроению и может быть использовано при изготовлении поверхностей сложной формы, например кулачков для волновых передач.
Цель изобретения - повьппение производительности изготовления и точности настройки за счет снабжения устройства межанизмом регулировки эксцентриситета эксцентрического вала.
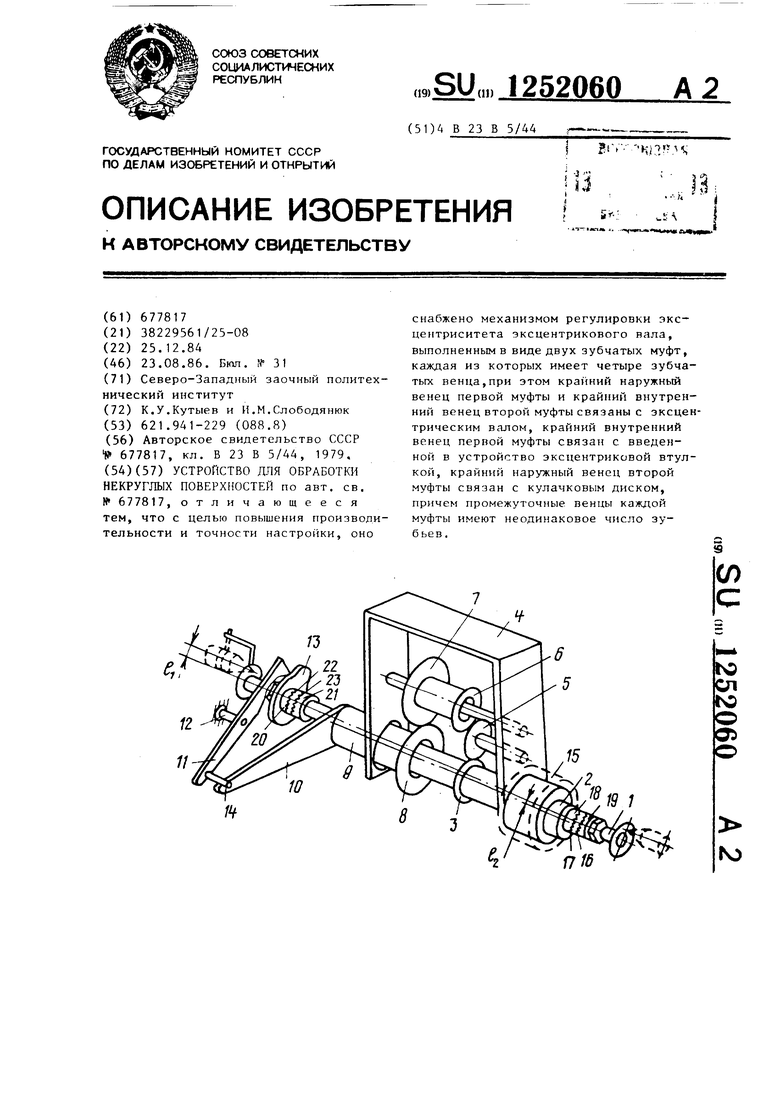
На чертеже изображено предлагаемое устройство.
Устройство для обработки некруглых поверхностей содержит эксцентриковьп вал 1, установленный в центрах станка с эксцентриситетом , эксцентриковую втулку 2 с зубчатым колесом 3, закрепленную на валу 1 с эксцентриситетом , корпус 4, свободно установленный на втулке 2. Корпус посредством зубчатых колес 5-7 связан с зубчатым колесом 8, закрепленным на втулке 9 с одноплечим рычагом 10. Зубчатые колеса 7, 8, 3, 5 и 6 имеют соответственно одинаковое число зу- бъев. Регулируемый двуплечий рычаг 11 свободно установлен на оси 12, связанной со станиной станка. Один конец двуплечего рычага 11 взаимодействует с кулачковым диском 13, установленным на эксцентриковом валу 1, а другой с ПОМОЩЬЮ пальца 14 - с одноплечим рычагом 10. На корпусе 4 неподвижно закрепляется заготовка кулачка 15 с эксцентриситетом Р относительно оси центров станка. Вектор эксцентриситета равен геометрической сумме векторов , и Р ( 1 - ё ). Первая зубчатая муфта имеет крайний наружный венец 16, связанный с эксцентриковым валом 1, например, при помощи шпонки, крайний внутренний венец 17, связанный неподвижно с эксцентриковой втулкой 2, два промежуточных зубчатых венца 18 и 19, неподвижно связанных между собой и находящихся в зацеплении с венцами 16 и 17. Вторая зубчатая муфта имеет крайний наружный венец 20, связанный неподвижно с кулачковым диском 13, крайний внутренний венец 21, связанный неподвижно с эксцентриковым валом 1, два промежуточных венца 22 и 23, находящихся в зацеплении с вен- цами 20 и 21. Промежуточные венцы имеют разное число зубьев.
Настройка устройства выполняется следующим образом.
0
Установка требуемого эксцентриситета Е достигается разворотом эксцентрикового вала 1 относительно эксцентриковой втулки 2. Для разворота эксцентрикового вала 1 относительно эксцентриковой втулки 2 на заданный угол oi необходимо освободить при помощи гайки крайний наружный венец 16 и промежуточные венцы 18 и 19 первой муфты, вывести венцы из зацепления, повернуть крайний наружный венец 16 с эксцентриковым валом 1 в одну сторону на необходимое число зубьев, а венцы 18 и 19 - в другую сторону
5 на столько же зубьев, после чего зубчатые венцы ввести в зацепление и закрепить при помощи гайки. При повороте венцов 16, 18 и 19 на один зуб в соответствующие стороны угол пово0 рота эксцентрикового вала 1 относительно эксцентриковой втулки 2 равен
360 360°
, где Z|, и Z,j - числа
7
16 и 17 .Необходимое число угловых шагов, на которые поворачиваются венец 16 и промежуточные венцы 18 и 19 равно Для разворота дискового кулачка 13 относительно эксцентрикового вала 1 заданный угол необходимо освободить при помощи гайки крайний наружный венец 20, соединенный с кулачковым диском, в промежуточные венцы 22 и 23 второй муфты, вывести венцы из зацепления, повернуть крайний наружный венец 20 вместе с кулачковым диском 13 в одну сторону на необходимое число зубьев, а венцы 22 и 23 - в другую сторону на столько же зубьев. После чего зубчатые венцы ввести в зацепление и закрепить при помощи гайки. При повороте венцов 20, 22 и 23 на один зуб в соответствующие стороны угол поворота дискового кулачка 13 относительно эксцентрикового вала
Р .,.
зубьев
17
венцов
5
0
5
0
5
I
го
360° 360 равен , где
го г и Z - числа зубьев венцов 20 и 21,
а необходимое число угловых шагов для поворота венцов равно If/-;) .
Такое перемещение венцов 16-23 позволяет В1)толнить настройку требуемого эксцентриситета и взаимного положения направления эксцентриситета Е и начального радиуса-вектора кулачкового диска с небольшими затратами времени и высокой точностью без многократной сборки и разборки устройства и без применения приборов для контроля углов и размеров.
Использование предлагаемого устройства для изготовления некругльгх поверхностей обеспечивает существен- ное повьш1ение производительности. Процесс изготовления партии кулачков в количестве десяти штук с использованием известного устройства включает настройку и обработку кулачков. Наст- ройка осуществляется один раз перед изготовлением первого кулачка с ис- ггользованием установки, включающей длиномеры для контроля размера радиуса-вектора и оптическую делительную головку для измерения углов.
При настройке выполняются следующие операции: предварительная сборка узла эксцентриковый вал 1 - эксцентриковая втулка 2(а); закрепление этого узла на установке для контроля размера и углов(б); предварительный контроль величины суммарного эксцентРедактор Н. Бобкова
Заказ 4567/13Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная,
риситета е по разности показаний длиномера и сравнение величины эксцентриситета с требуюмым значением (в); снятие узла вал 1 - втулка 2, разборка и последующий поворот вала относительно втулки и повторная сборка (г); выполнение операций б, в, г до тех пор, пока не будет установлен необходимый эксцентриситет с точностью +0,002 мкм (д); предварительная установка взаимного положения направлений эксцентриситета е и начального зацепления значения радиуса-вектора кулачкового диска 13 (е); измерение угла, определяющего взаимное положение направления эксцентриситета е и начального радиуса-вектора (ж); поворот и закрепление дискового кулачка 13 на эксцентриковой втулке (з) и выполнение операций ж, з до тех пор пока не будет установлен необходимый угол между направлениями и начальным радиусом-вектором (и).
Составитель Г.Баринов
Техред О.Сопко Корректор В.Бутяга
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЧЕСКИЙ ПРЕСС | 1971 |
|
SU301285A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 2011 |
|
RU2475341C2 |
| Бесшатунный пресс | 1991 |
|
SU1782212A3 |
| Фрикционный вариатор | 1977 |
|
SU752076A1 |
| Стенд для испытания муфт | 1990 |
|
SU1763925A1 |
| Устройство орбитального перемещения при электроэрозионной обработке | 1982 |
|
SU1068246A1 |
| Многошпиндельный гайковерт | 1982 |
|
SU1069985A1 |
| Инструментальная револьверная головка | 1987 |
|
SU1484457A1 |
| ЭКСЦЕНТРИКОВАЯ ПЛАНЕТАРНАЯ ПЕРЕДАЧА ВНУТРЕННЕГО ЗАЦЕПЛЕНИЯ | 2005 |
|
RU2313016C2 |
| МУФТА СВОБОДНОГО ХОДА | 1982 |
|
SU1074180A2 |
| Устройство для обработки некруглых поверхностей | 1977 |
|
SU677817A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
