Изобретение относится к области механообработки и может применяться при нарезании зубчатых колес внутреннего и наружного зацепления, в том числе с изменяющейся по длине толщиной зубьев.
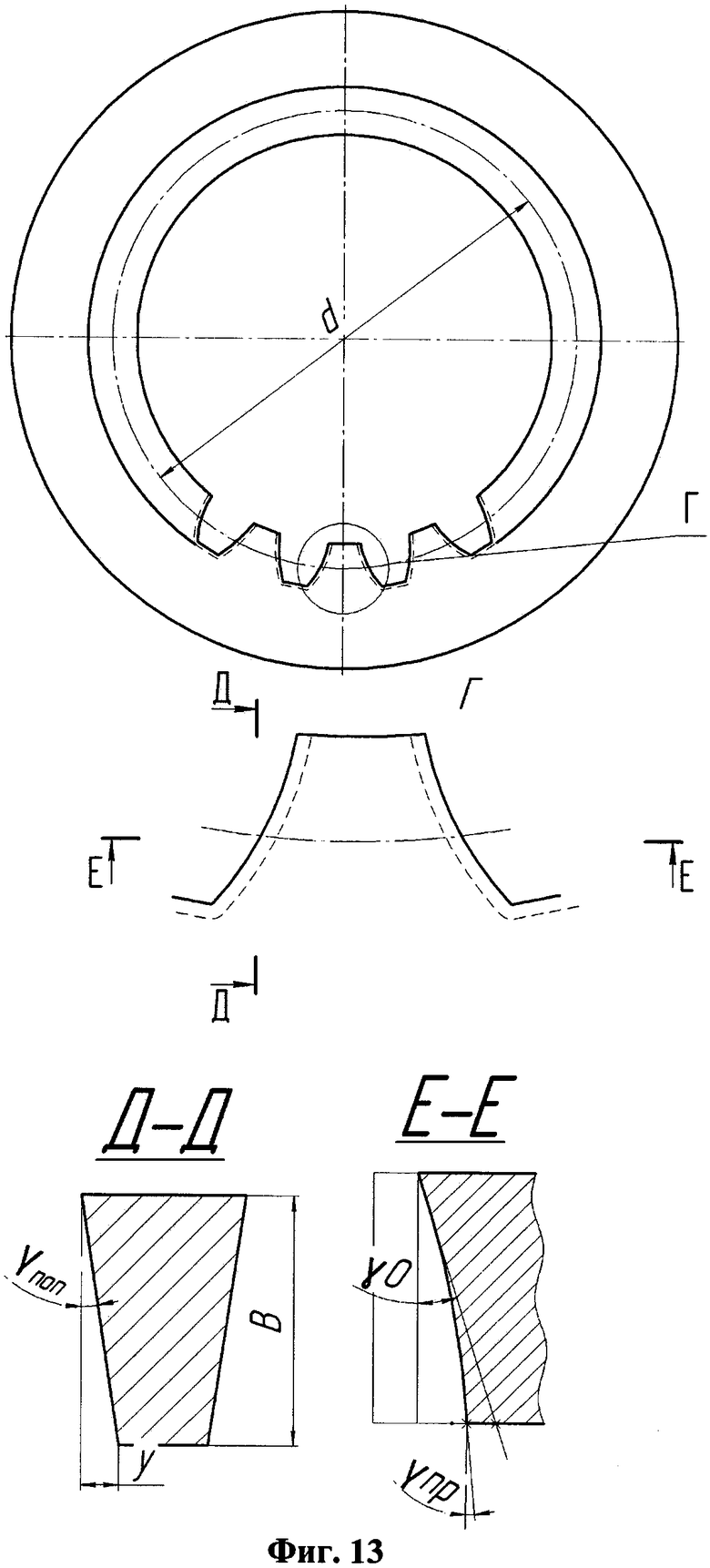
Известен станок модели LFS 380 [Liebherr LFS 380. Проспект зубодолбежного станка фирмы Liebherr. 2009], содержащий станину, стойку, установленную с возможностью поворота в вертикальной плоскости, на которой установлена долбежная головка, внутри которой смонтирован штоссель с инструментом - долбяком. На станине также находится стол с заготовкой. Поворот стойки обеспечивает возможность нарезания сужающихся зубьев, однако снижает жесткость станка. Кроме того, способ, применяемый на станке, не позволяет обеспечить постоянство угла поднутрения по всей длине в поперечном сечении зуба (фиг.13), а также не дает возможности производить нарезание колес с изменяющейся по длине формой зубьев, отличной от линейной.
Наиболее близким по технической сущности был выбран полуавтомат зубодолбежный специальный [Полуавтомат зубодолбежный специальный. Руководство по эксплуатации. ОГК завода «Комсомолец», 1988], содержащий размещенную на станине стойку, на которой установлен с возможностью качания вокруг горизонтальной оси суппорт, внутри которого размещен инструментальный шпиндель с долбяком. Инструментальный шпиндель получает возвратно-поступательное главное движение от привода, расположенного в стойке и содержащего кулисный механизм, а также получает вращательное движение круговой подачи. Суппорт совершает вспомогательное качательное движение, необходимое для отвода долбяка от заготовки при холостом ходе инструментального шпинделя и подвода долбяка к заготовке при рабочем ходе инструментального шпинделя. Привод вспомогательного движения содержит постоянный кулачок, ролик, толкатель, эксцентриковый вал и не имеет возможности регулировки. На станине также расположен стол, несущий средства установки и закрепления обрабатываемого зубчатого колеса и имеющий возможность вращения и поступательного перемещения радиального врезания. Конструкция данного станка не допускает возможности нарезания зубчатых колес с переменной по длине толщиной зубьев.
Раскрытие изобретения
Технический результат заключается в обеспечении возможности нарезания зубчатых колес внешнего и внутреннего зацепления, с постоянной и с изменяющейся по длине по заданному закону толщиной зуба, в том числе и при модернизации находящихся в эксплуатации зубодолбежных станков, не имевших до этого такой возможности.
Сущность изобретения
Зубодолбежный станок содержит станину, стойку, суппорт с возможностью качательного движения вокруг горизонтальной оси. В суппорте расположен инструментальный шпиндель, в котором крепится долбяк и который совершает возвратно-поступательное главное движение от привода, включающего кулисный механизм, и движение непрерывной круговой подачи. На станине также находится стол, совершающий движение радиальной подачи. На столе устанавливается шпиндель изделия, совершающий вращательное движение, согласованное с движением круговой подачи инструментального шпинделя.
При нарезании колес с переменной по длине толщиной зубьев во время рабочего хода долбяка суппорт поворачивается вокруг горизонтальной оси в сторону заготовки, совершая тем самым движение врезания вдоль линии, соединяющей оси долбяка и заготовки, что обеспечивает уменьшение толщины нарезаемого зуба в направлении от верхнего к нижнему торцу заготовки. Движение врезания выполняется от кулачкового механизма, жестко соединенного с приводом главного движения. Кулачковый механизм взаимодействует с двуплечим рычагом, имеющим возможность регулирования передаточного отношения посредством смещения оси двуплечего рычага, тягу, соединенную с суппортом, при содействии гидроцилиндра, производящего поджим двуплечего рычага к кулачку. Конечная величина угла поворота суппорта зависит от степени изменения толщины нарезаемого зуба по высоте и регулируется изменением передаточного отношения двуплечего рычага при неизменном кулачке.
Соединение двуплечего рычага с тягой выполнено с возможностью перестановки по длине последней, что дает возможность настройки на исходный угол поворота суппорта при переходе на обработку зубчатого колеса с другими параметрами.
Кулачковый механизм содержит два кулачка, один из которых предназначен для обработки колес с постоянной, а другой - с переменной по длине толщиной зуба. Перемещение двуплечего рычага между кулачками производится посредством гидроцилиндра. Кулачки имеют симметричные профили рабочего и холостого участков, вследствие чего могут применяться при обработке зубчатых колес как внешнего, так и внутреннего зацепления. Переналадка на нарезание колес внешнего или внутреннего зацепления производится путем проворота вала, на котором находится кулачковый механизм, на половину оборота при зафиксированном кулачковом механизме.
Привод главного движения содержит двухподвижное соединение, предназначенное для компенсации смещения и поворота инструментального шпинделя при повороте суппорта. Двухподвижное соединение содержит кулису, на которой выполнены горизонтальные пазы, в которых могут двигаться сферические опоры, закрепленные на ползуне, соединенном с инструментальным шпинделем.
При холостом ходе долбяка суппорт поворачивается в направлении от заготовки для предотвращения износа долбяка.
При нарезании колес с постоянной по длине толщиной зубьев суппорт совершает движение поворота только во время холостого хода, отводя долбяк от заготовки.
Краткое описание чертежей
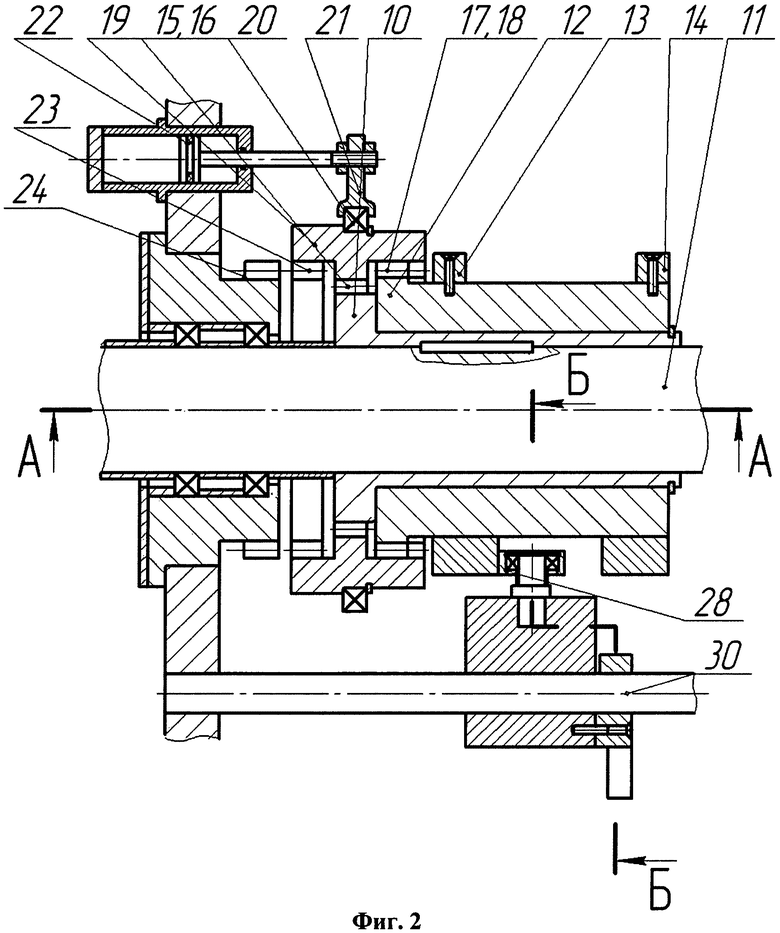
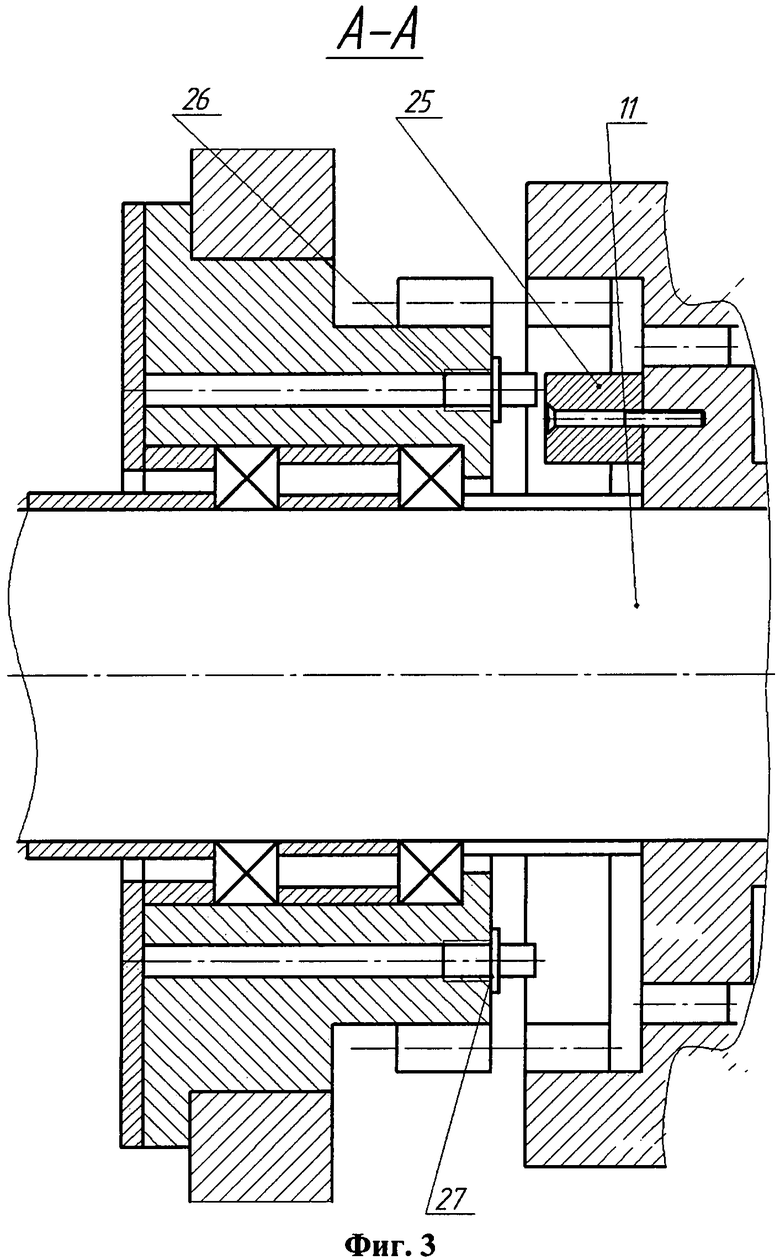
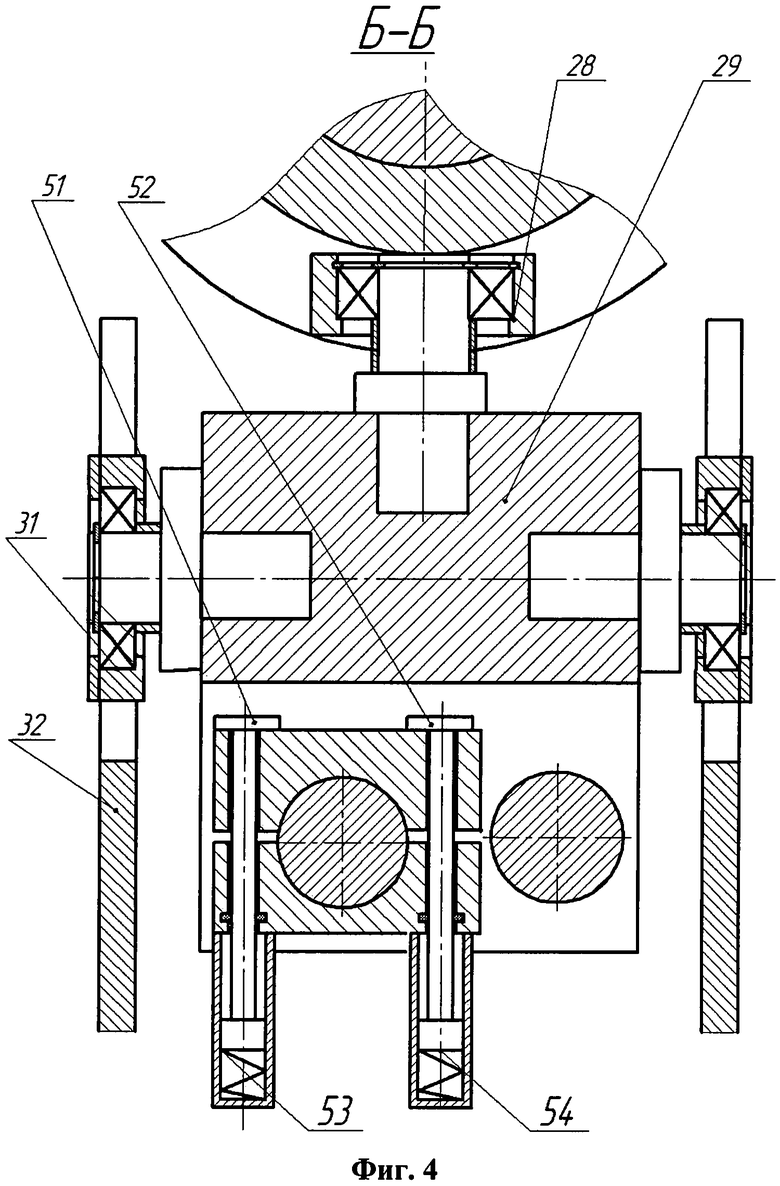
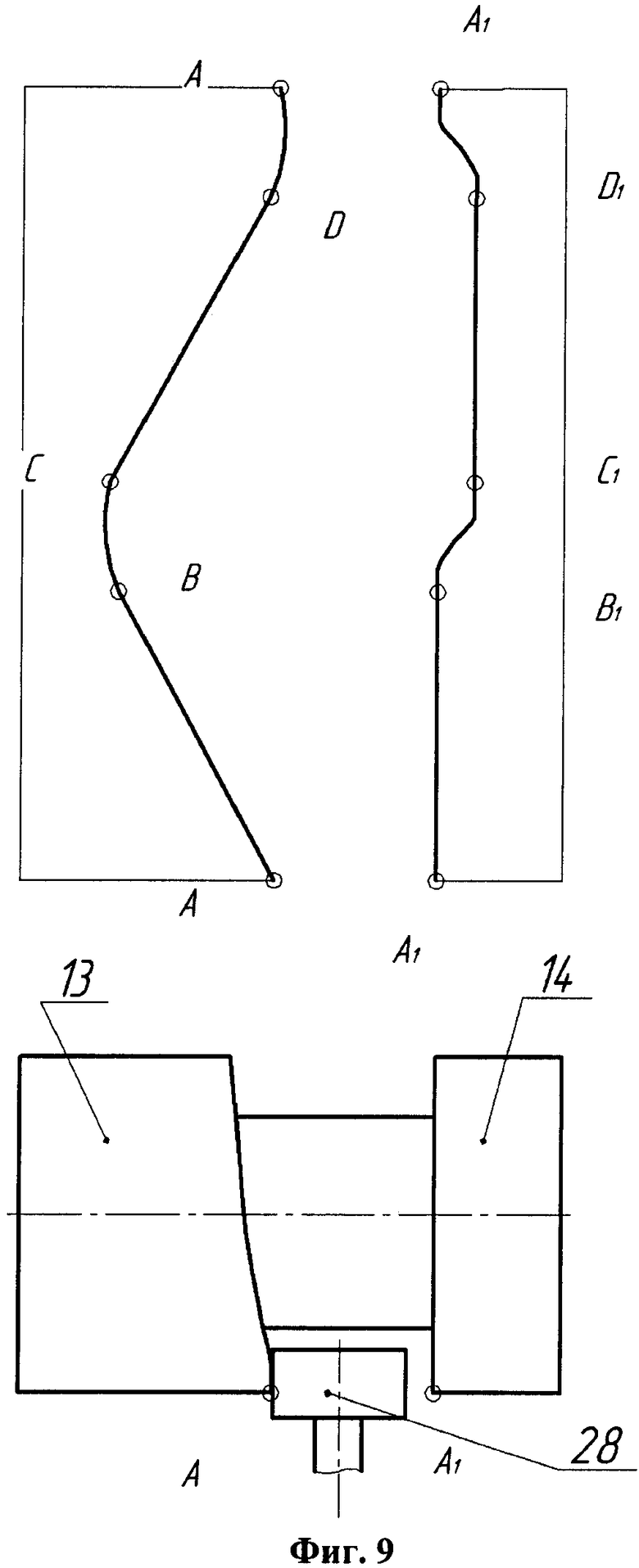
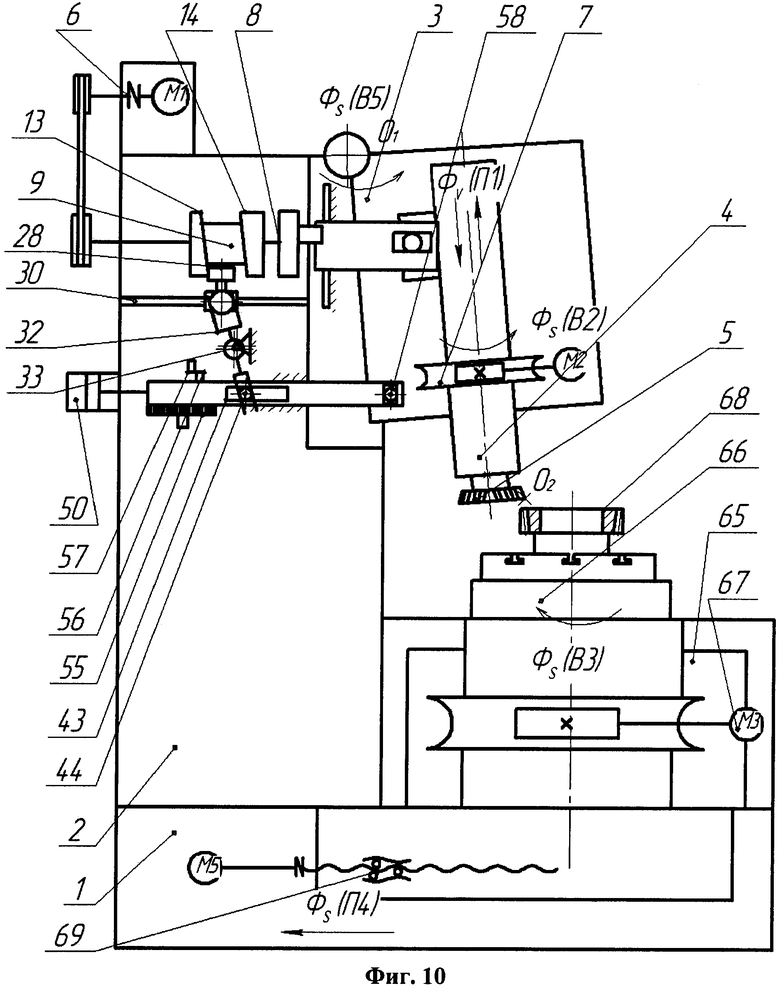
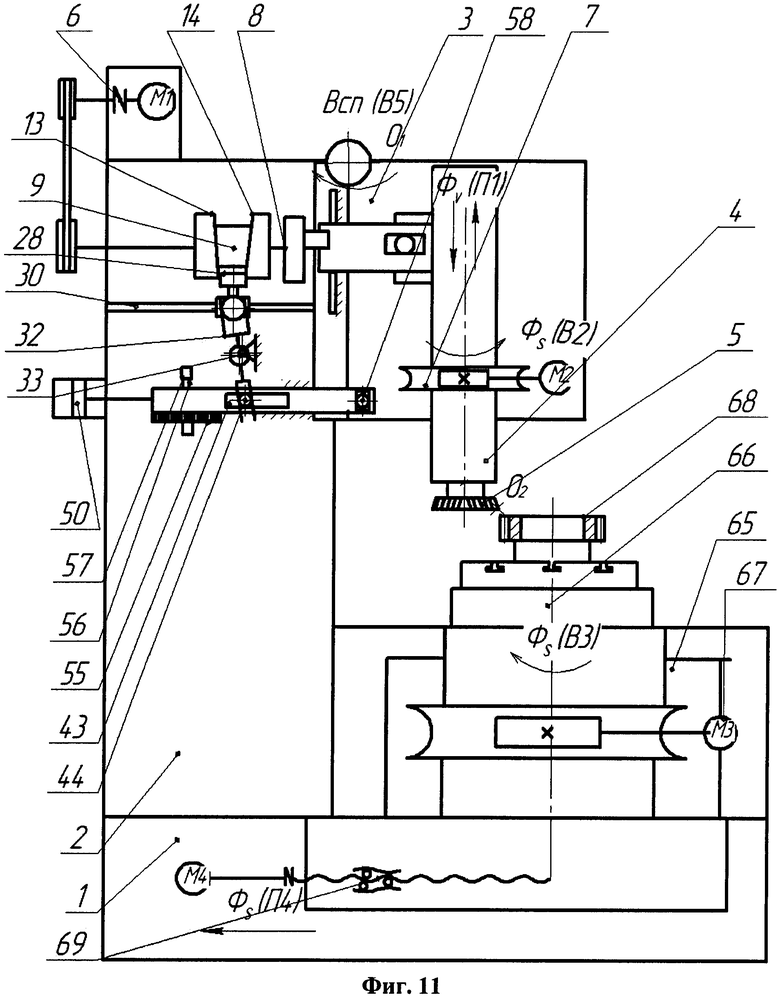
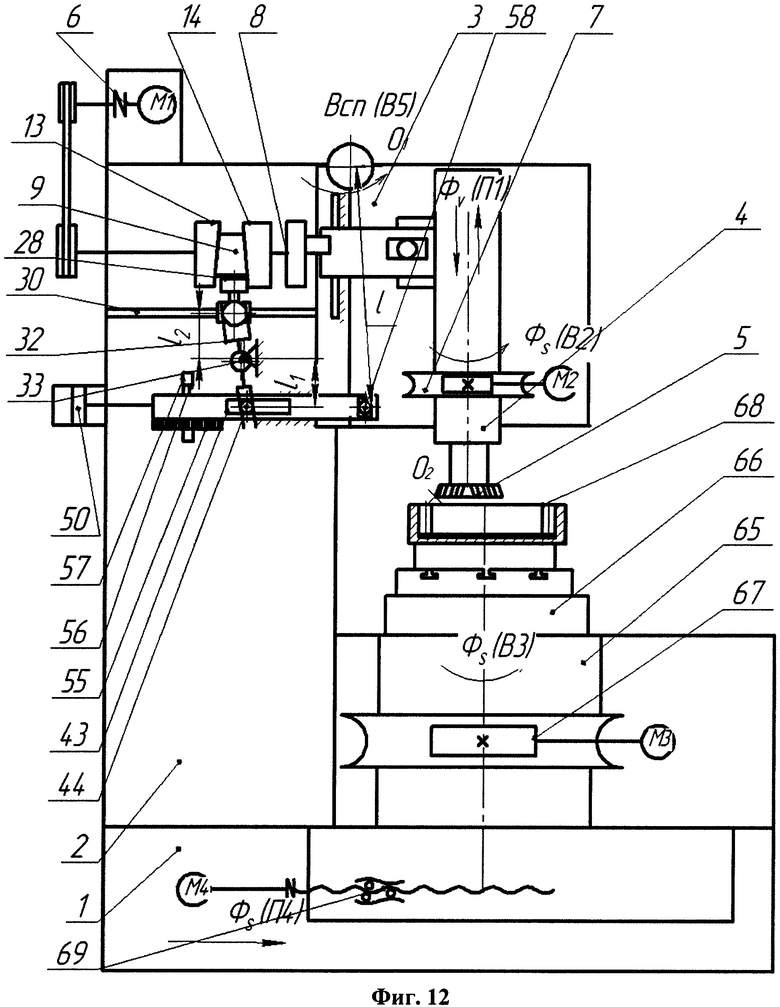
На фиг.1 представлена кинематическая схема зубодолбежного станка при наладке на нарезание зубчатых колес внутреннего зацепления с переменной толщиной зуба. На фиг.2 представлен эскиз кулачкового механизма в разрезе по оси кулачков. На фиг.3 представлен эскиз кулачкового механизма в разрезе, поясняющем его наладку на исходное положение. На фиг.4 представлен эскиз кулачкового механизма в разрезе, перпендикулярном оси кулачков. На фиг.5 представлен эскиз эксцентрикового механизма для регулировки передаточного отношения двуплечего рычага. На фиг.6 представлен эскиз соединения двуплечего рычага с тягой. На фиг.7 представлен эскиз двухподвижного соединения в сечении, перпендикулярном оси инструментального шпинделя. На фиг.8 представлен эскиз двухподвижного соединения в сечении вдоль оси шпинделя. На фиг.9 представлена развертка кулачков кулачкового механизма. На фиг.10 представлена кинематическая схема зубодолбежного станка при наладке на нарезание зубчатых колес наружного зацепления с переменной толщиной зуба. На фиг.11 представлена кинематическая схема зубодолбежного станка при наладке на нарезание зубчатых колес наружного зацепления с постоянной толщиной зуба. На фиг.12 представлена кинематическая схема зубодолбежного станка при наладке на нарезание зубчатых колес внутреннего зацепления с постоянной толщиной зуба. На фиг.13 представлен пример обрабатываемого на станке зубчатого колеса внутреннего зацепления с линейно изменяющейся по длине толщиной зуба.
Осуществление изобретения
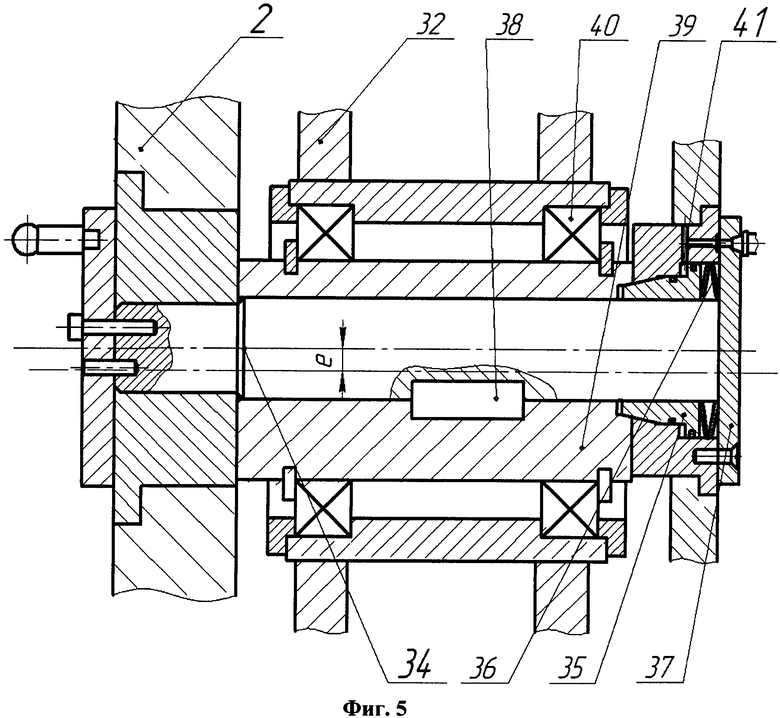
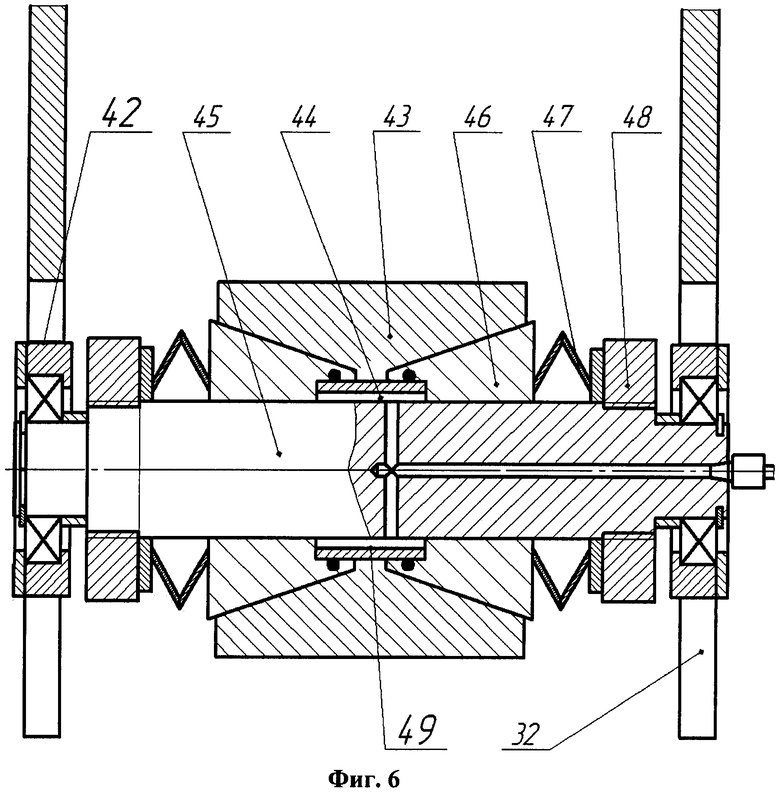
Зубодолбежный станок (фиг.1) содержит станину 1, стойку 2, суппорт 3 с инструментальным шпинделем 4, в котором крепится долбяк 5. Инструментальный шпиндель совершает главное движение от привода 6 и движение круговой подачи от привода 7. Привод 6 содержит кулисный механизм 8. Суппорт 3 может совершать движение поворота вокруг оси О1 от привода, который включает кулачковый механизм 9, состоящий из втулки 10 (фиг.2), жестко связанной с валом 11 привода главного движения, на которой установлен барабан 12, где крепятся кулачок 13, необходимый для обработки переменных по длине зубьев, и кулачок 14, применяемый для обработки обычных зубчатых колес. Втулка 10 и барабан 12 соединены посредством зубчатых венцов 15, 16 на втулке 10 и 17, 18 на барабане 12. Зубчатые венцы 16, 17 принадлежат зубчатой муфте 19, которая связана через подшипники 20 с вилкой 21, которая закреплена на штоке гидроцилиндра 22. На зубчатой муфте 19 также имеется зубчатый венец 23, который может зацепляться с зубчатым венцом 24 на торце бобышки опоры вала 11. На втулке 10 выполнен кулачок 25 (фиг.3), который может взаимодействовать с конечными выключателями 26 и 27. С одним из кулачков 13 или 14 взаимодействует ролик 28 (фиг.2), установленный на каретке 29, перемещающейся по направляющей 30. На каретке 29 установлен ролик 31 (фиг.4), взаимодействующий с одним из плеч двуплечего рычага 32. Двуплечий рычаг имеет эксцентриковую опору 33 (фиг.1). Эксцентриковая опора 33 состоит из оси 34 (фиг.5), закрепляемой в стенках стойки 2 с помощью заклинивания конуса 35 посредством пружин 36, регулируемых с помощью крышки 37 с набором прокладок; шпонки 38, эксцентричной втулки 39, на наружной поверхности которой с помощью подшипников 40 крепится рычаг 32. Для поворота оси 34 вместе с эксцентричной втулкой 39 ось 34 предварительно расфиксируется подачей масла под давлением в гидроцилиндр 41. Второе плечо двуплечего рычага 32 (фиг.1) связано с роликом 42. Ролики 31 и 42 входят в пазы на обоих плечах двуплечего рычага 32, что позволяет им свободно смещаться относительно двуплечего рычага 32. Ролик 42 связан с тягой 43 через соединение 44, состоящее из оси 45 (фиг.6), на которой установлены клинья 46, которые посредством пружин 47 заклиниваются между осью 45 и тягой 43, образуя тем самым неподвижное соединение. Регулировка силы зажима производится гайкой 48. Расфиксация соединения производится подачей масла под давлением в гидроцилиндр 49. В привод входит также гидроцилиндр 50 (фиг.1), перемещающий при наладке тягу 43. В функции гидроцилиндра 50 входит также постоянный поджим двуплечего рычага 32 к кулачку 13 или 14 при обработке. Для фиксации положений каретки 29 при наладке применяются зажимы 51, 52 (фиг.4), управляемые соответственно гидроцилиндрами 53, 54. Положение тяги 43 может контролироваться линейным датчиком 55 (фиг.1). Нулевое (строго вертикальное) положение суппорта 3 контролируется конечным выключателем 56, который взаимодействует с кулачком 57 на тяге 43. Тяга 43 связана с суппортом 3 через ось 58.
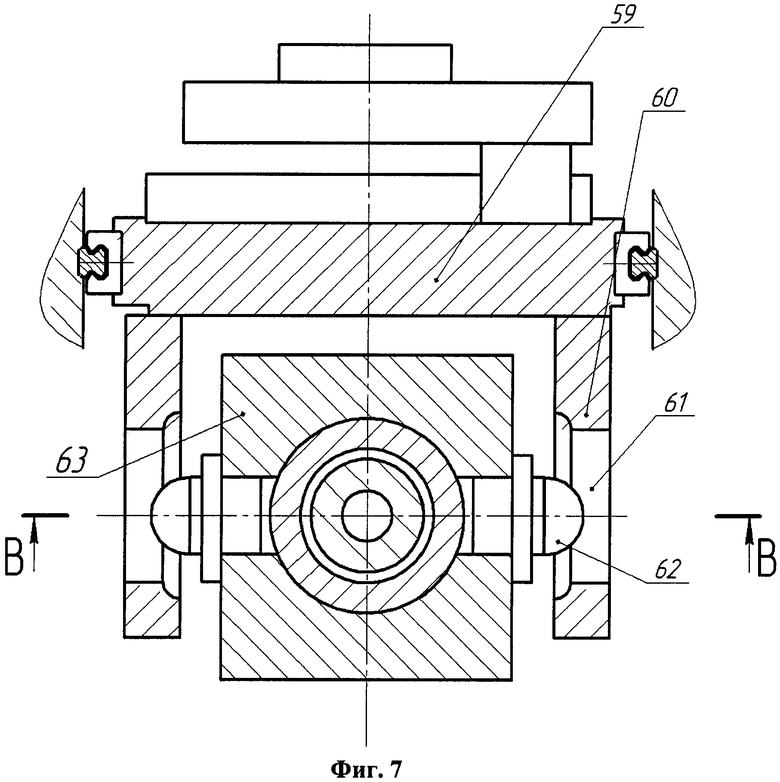
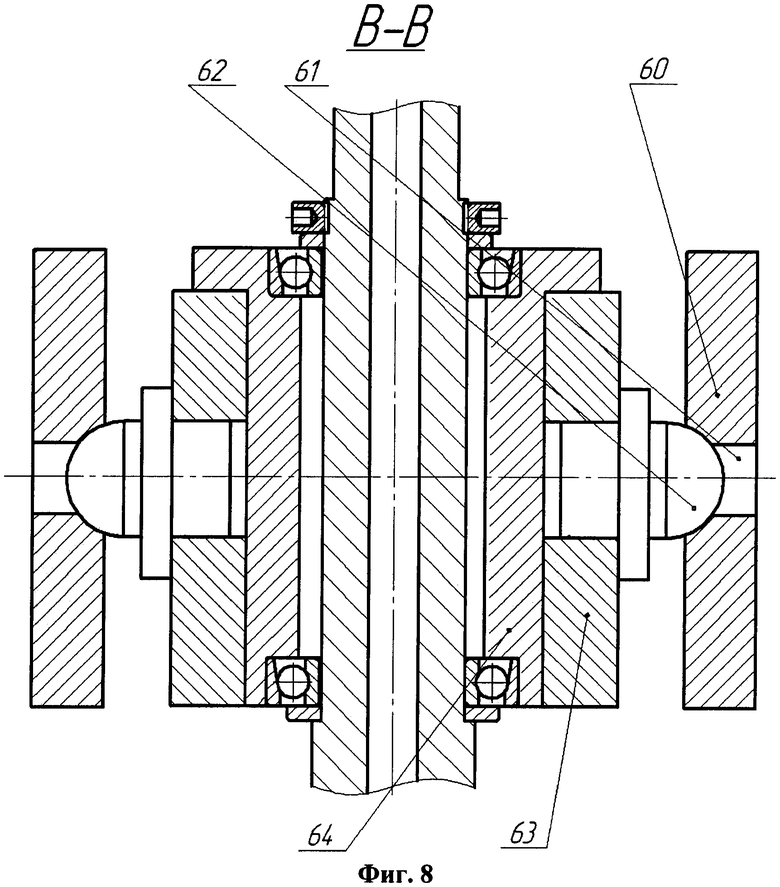
Для передачи главного движения на инструментальный шпиндель 4 при качающемся суппорте 3 привод 6 содержит двухподвижное соединение, включающее кулису 59 (фиг.7), входящую в состав кулисного механизма 8. На кулисе 59 закреплены планки 60, содержащие пазы 61, в которые входят сферические опоры 62, которые в свою очередь крепятся к ползуну 63. Ползун 63 соединен с втулкой 64 (фиг.8), которая через радиально-упорные подшипники крепится к инструментальному шпинделю 4. Форма сферических опор 62 и пазов 61 позволяет ползуну 63 поворачиваться вместе с опорами 62 вокруг оси О1-О1 и одновременно перемещаться вдоль пазов 61. К месту сочленения пазов 61 и сферических опор 62 подается масло, тем самым, благодаря наличию клиновидного зазора в контакте поверхностей создаются условия для образования гидродинамического эффекта, что снижает трение и износ.
На станине 1 (фиг.1) также установлен стол 65, в который вмонтирован шпиндель изделия 66, совершающий вращение от привода 67. В шпинделе изделия 66 крепится обрабатываемая заготовка 68. Стол 65 совершает движение радиального врезания от привода 69.
Перед началом обработки производится наладка станка, которая включает следующие этапы:
1. Установка кулачкового механизма 9 в начальное положение. Привод 6 медленным вращением поворачивает вал 11 (фиг.3) до тех пор, пока кулачок 25 не подойдет к конечному выключателю 26. При подходе кулачка 25 в это положение движение привода 6 прекращается. Таким образом вал 11 приводится в начальное положение. Дальнейшие действия зависят от вида нарезаемого колеса.
А) При обработке колес наружного зацепления с переменной толщиной зуба в исходном положении напротив ролика 28 должна находиться точка А (фиг.9) кулачка 13. В этом случае исходное положение было установлено предыдущими действиями.
Б) При обработке колес внутреннего зацепления с переменной толщиной зуба в исходном положении против ролика 28 должна находиться точка С кулачка 13. Электрическая цепь, содержащая выключатель 26, отключается. Включается электрическая цепь, содержащая выключатель 27. Далее гидроцилиндр 22 (фиг.2) через вилку 21 перемещает зубчатую муфту 19 влево. Зубчатые венцы 15, 16 выходят из зацепления, и в зацепление вводятся зубчатые венцы 23, 24, тем самым барабан 12 соединяется с неподвижной опорой и тем самым стопорится. Включается вращение привода 6 до тех пор, пока кулачок 25 (фиг.3) не установится напротив выключателя 27. Тем самым вал 11 (фиг.2) вместе с втулкой 10 проворачивается относительно неподвижного барабана 12. Гидроцилиндр 22 перемещает вилку 21 вместе с зубчатой муфтой 19 вправо, выводя из зацепления венцы 23, 24 и вводя в зацепление венцы 15, 16, тем самым соединяя втулку 10 с барабаном 12. Выключается электрическая цепь, содержащая выключатель 27, и включается цепь, содержащая выключатель 26. Включается вращение привода 6, вал 11 поворачивается до тех пор, пока напротив выключателя 26 не встанет кулачок 25. При этом напротив ролика 28 окажется точка С кулачка 13.
В) При обработке колес наружного зацепления с постоянной толщиной зуба в исходном положении напротив ролика 28 должна находиться точка А1 (фиг.9) кулачка 14. В этом случае исходное положение было установлено как в пункте А).
Г) При обработке колес внутреннего зацепления с постоянной толщиной зуба в исходном положении против ролика 28 должна находиться точка С1 (фиг.9) кулачка 14. Приведение механизма в исходное положение выполняется аналогично пункту Б).
2. Введение в действие соответствующего кулачка. При нарезании колес с переменной по длине толщиной зубьев действует кулачок 13 (фиг.1), при нарезании колес с постоянной толщиной зуба действует кулачок 14. Для ввода в действие кулачка 13 в левую полость гидроцилиндра 50 подается масло с малым давлением, гидроцилиндр 50 перемещает тягу 43, тем самым поворачивает двуплечий рычаг 32 и перемещает каретку 29 до тех пор, пока ролик 28 не упрется в кулачок 13. После чего срабатывает реле давления в цепи питания гидроцилиндра 50, отключается подача масла в гидроцилиндр 50, включается подача масла в гидроцилиндры 53, 54 (фиг.4), которые вводят в действие зажимы 51, 52, предохраняя тем самым каретку 29 от смещения.
Для ввода в действие кулачка 14 (фиг.1) в правую полость гидроцилиндра 50 подается масло с малым давлением, гидроцилиндр 50 перемещает тягу 43, тем самым поворачивает двуплечий рычаг 32 и перемещает каретку 29 до тех пор, пока ролик 28 не упрется в кулачок 14. После чего срабатывает реле давления в цепи питания гидроцилиндра 50, отключается подача масла в гидроцилиндр 50, включается подача масла в гидроцилиндры 53, 54 (фиг.4), которые вводят в действие фиксаторы 51, 52, предохраняя тем самым каретку 29 от смещения.
3. Установка начального угла поворота суппорта. Перед началом обработки зубчатых колес с переменной толщиной зуба происходит расфиксация соединения 44 подачей масла под давлением в гидроцилиндр 49 (фиг.6), при этом клинья 46 расходятся, выходя из соединения с наклонными поверхностями на тяге 43. Гидроцилиндр 50 (фиг.1) перемещает тягу 43 до выхода в нулевое положение, которое контролируется конечным выключателем 56. Установка начального угла γ0 суппорта 3 производится перемещением гидроцилиндром 50 тяги 43, которая тем самым поворачивает суппорт 3. Начальный угол γ0 поворота суппорта 3 определяется из соотношения:

где x0 - начальное смещение;
z0 - начальное перемещение инструментального шпинделя в вертикальном направлении z0=0,001 мм;
zk - число зубьев нарезаемого колеса;
d - делительный диаметр нарезаемого колеса;
m - модуль нарезаемого колеса;
α - угол зацепления;
γпоп - угол поднутрения в поперечном направлении (фиг.13).
Величина перемещения t0 тяги 43, соответствующая начальному углу γ0, контролируется линейным датчиком 55 и определяется по следующему соотношению:
где l - расстояние между осью поворота О1 и осью 58 (фиг.12)
При обработке колес наружного зацепления суппорт 3 поворачивается против часовой стрелки посредством перемещения толкателя 43 вправо. При обработке колес внутреннего зацепления суппорт 3 поворачивается по часовой стрелке посредством перемещения толкателя 43. При достижении нужного положения масло запирается в обеих полостях гидроцилиндра 50, фиксируя достигнутое положение тяги 43.
Далее прекращается подача масла в гидроцилиндр 49 (фиг.6), пружины 47 сводят клинья 46, заклинивая их между осью 45 и тягой 43, соединяя тем самым ролик 42 двуплечего рычага 32 с тягой 43.
4. Установка угла качания суппорта. А) При нарезании колес с переменной толщиной зуба величина угла поворота γ суппорта 3 при врезании за время рабочего хода инструментального шпинделя 4 определяется по соотношению:

где γпр - угол наклона суппорта, соответствующий окончательной толщине зуба.
где x - величина смещения долбяка для поднутрения зуба;
В - ширина зубчатого венца.
При этом тяга 43 перемещается на величину
Величина угла качания γ суппорта устанавливается настройкой передаточного отношения двуплечего рычага 32. Передаточное отношение устанавливается смещением оси двуплечего рычага 32. Смещение оси производится настройкой эксцентриковой опоры 33. Для настройки механизма подается масло в гидроцилиндр 41 (фиг.5), происходит расфиксация втулки 39 и оси 34. Ось 34 вместе со втулкой 39 поворачивается на угол
где h - величина подъема профиля кулачка на рабочем участке;
l2 - расстояние от направляющих 30 до оси 34;
l1 - расстояние от тяги 43 до оси 34;
e - величина эксцентриситета.
После окончания регулировки прекращается подача масла в гидроцилиндр 41, пружины 36 перемещают конус 35 влево, тем самым производя зажим оси 34 и втулки 39.
Б) При нарезании колес с постоянной толщиной зуба. Величина угла качания γ1 суппорта 3 при отводе за время холостого хода инструментального шпинделя 4 определяется из соотношения

где x1 - расстояние между зубьями долбяка и заготовки на уровне верхнего торца заготовки, рекомендуется x1=0,5 мм;
z1 - расстояние между торцами долбяка и заготовки в исходном положении, рекомендуется z1=2 мм.
Установка величины аналогична пункту А).
5. Установка исходного положения стола 65 (фиг.1). Перед началом обработки стол 65 приводом 69 перемещается таким образом, чтобы режущая кромка долбяка 5 оказалась в положении О2 в горизонтальном направлении.
6. Установка исходного положения инструментального шпинделя 4 по высоте. Для приведения инструментального шпинделя 4 в исходное положение по высоте втулка 64 (фиг.8) освобождается от соединения с ползуном 63, далее втулка 64 смещается относительно ползуна 63 таким образом, чтобы режущая кромка долбяка 5 пришла в точку O2 в вертикальном направлении.
7. Установка длины хода инструментального шпинделя 4. Производится регулировкой кулисного механизма 8.
При обработке зубчатого колеса с переменной толщиной зуба инструментальный шпиндель 4 совершает возвратно-поступательное главное движение Фv(П1) от привода 6 (фиг.1) и вращательное движение круговой подачи Фs(B2) от привода 7. Главное движение передается через кулисный механизм 8, кулису 59, сферические опоры 62, ползун 63, втулку 64 на инструментальный шпиндель 4. Шпиндель изделия 66 совершает согласованное с вращением инструментального шпинделя 4 вращательное движение Фs(В3) от привода 67. Стол 65 совершает согласованное с вращением шпинделя изделия 66 прямолинейное движение радиальной подачи Фs(П4) от привода 69.
Для формирования переменной толщины зуба по его длине во время рабочего хода инструментального шпинделя 4 суппорт 3 совершает движение врезания Фs(В5), согласованное с главным движением Фv(П1), поворачиваясь вокруг оси О1 в направлении заготовки 68. Текущий угол поворота γi при применении кулисного механизма определяется из соотношения:
где φi - текущий угол поворота кулисного механизма 8 (фиг.1).
Движение Фs(В5) выполняется от кулачка 13. Кулачок 13, вращаясь, перемещает ролик 28 с кареткой 29 по направляющим 30. Ролик 31, закрепленный на каретке 29, поворачивает двуплечий рычаг 32, двуплечий рычаг 32 перемещает тягу 43, тяга 43, воздействуя через ось 58, поворачивает суппорт 3. При повороте суппорта 3 происходят смещение и поворот ползуна 63. Для компенсации этого сферические опоры 62 смещаются вдоль пазов 61 и обеспечивают возможность поворота суппорта 3 вокруг оси O1. Врезание суппорта 3 происходит при прохождении роликом 28 участка АВ (фиг.9) на кулачке 13 при нарезании колес внешнего зацепления или участка CD при нарезании колес внутреннего зацепления.
По окончании рабочего хода долбяк 5 выходит за зубчатый венец заготовки 68 в вертикальном направлении, при этом происходит отскок долбяка 5 от заготовки 68 в горизонтальном направлении за счет поворота суппорта 3 в направлении от заготовки 68. Это происходит при прохождении роликом 28 участка ВС (фиг.9) на кулачке 13 при нарезании колес внешнего зацепления или участка DA при нарезании колес внутреннего зацепления.
При холостом ходе инструментального шпинделя 4 суппорт 3 поворачивается в направлении от заготовки 68, предотвращая износ зубьев долбяка 5. Это происходит при прохождении роликом 28 участка CD на кулачке 13 при нарезании колес внешнего зацепления или участка АВ при нарезании колес внутреннего зацепления.
Перед началом следующего рабочего хода суппорт 3 поворачивается в направлении к заготовке 68 до достижения начального угла поворота суппорта. Это происходит при прохождении роликом 28 участка DA на кулачке 13 при нарезании колес внешнего зацепления или участка ВС при нарезании колес внутреннего зацепления.
При обработке зубчатого колеса гидроцилиндр 50 постоянно поджимает двуплечий рычаг 32 к кулачку 13 путем подачи давления в его левую полость.
При нарезании колес с постоянной толщиной зуба инструментальный шпиндель 4 совершает возвратно-поступательное главное движение Фv(П1) от привода 6 (фиг.1) и вращательное движение круговой подачи Фs(В5) от привода 7. Шпиндель изделия 66 совершает согласованное в вращением инструментального шпинделя 4 вращательное движение Фs(B3) от привода 67. Стол 65 совершает согласованное с вращением шпинделя изделия 66 прямолинейное движение радиальной подачи Фs(П4) от привода 69. При холостом ходе инструментального шпинделя 4 долбяк 5 отводится от заготовки 68 путем поворота суппорта 3. Поворот происходит от кулачка 14 через двуплечий рычаг 32, тягу 43, связанную с суппортом 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 2010 |
|
RU2454303C2 |
| Двухшпиндельный зубодолбежный станок | 1990 |
|
SU1828788A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2076023C1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК ДЛЯ НАРЕЗАНИЯ РЕЕК | 2002 |
|
RU2237553C2 |
| Способ долбления зубчатых колес и инструментальный суппорт для его осуществления | 1986 |
|
SU1397201A1 |
| Универсальный зубообрабатывающий станок с ЧПУ | 1987 |
|
SU1715520A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1991 |
|
RU2026162C1 |
| ДВУХСУППОРТНЫЙ ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1967 |
|
SU198889A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС С КРИВОЛИНЕЙНОЙ ФОРМОЙ ЗУБА | 1993 |
|
RU2068322C1 |
| Станок для обработки зубчатых колес | 1990 |
|
SU1759573A1 |
Станок содержит станину, стол со шпинделем изделия, стойку, суппорт с возможностью поворота вокруг горизонтальной оси, содержащий инструментальный шпиндель, в котором закреплен долбяк с возможностью возвратно-поступательного движения. Для обеспечения возможности нарезания зубчатых колес внешнего и внутреннего зацепления с постоянной и изменяющейся по заданному закону толщиной зуба он снабжен приводом, содержащим кулачковый механизм, двуплечий рычаг, каретку, тягу и гидроцилиндр, причем привод обеспечивает совершение во время рабочего хода долбяка движения врезания путем поворота суппорта по направлению к заготовке. При этом кулачковый механизм жестко соединен с приводом возвратно-поступательного движения инструментального шпинделя и взаимодействует с кареткой, установленной с возможностью перемещения на направляющей, а двуплечий рычаг установлен на эксцентриковой опоре, причем одно его плечо предназначено для взаимодействия с упомянутой кареткой, а другое - с тягой, соединенной с суппортом и штоком гидроцилиндра. 5 з.п. ф-лы, 13 ил.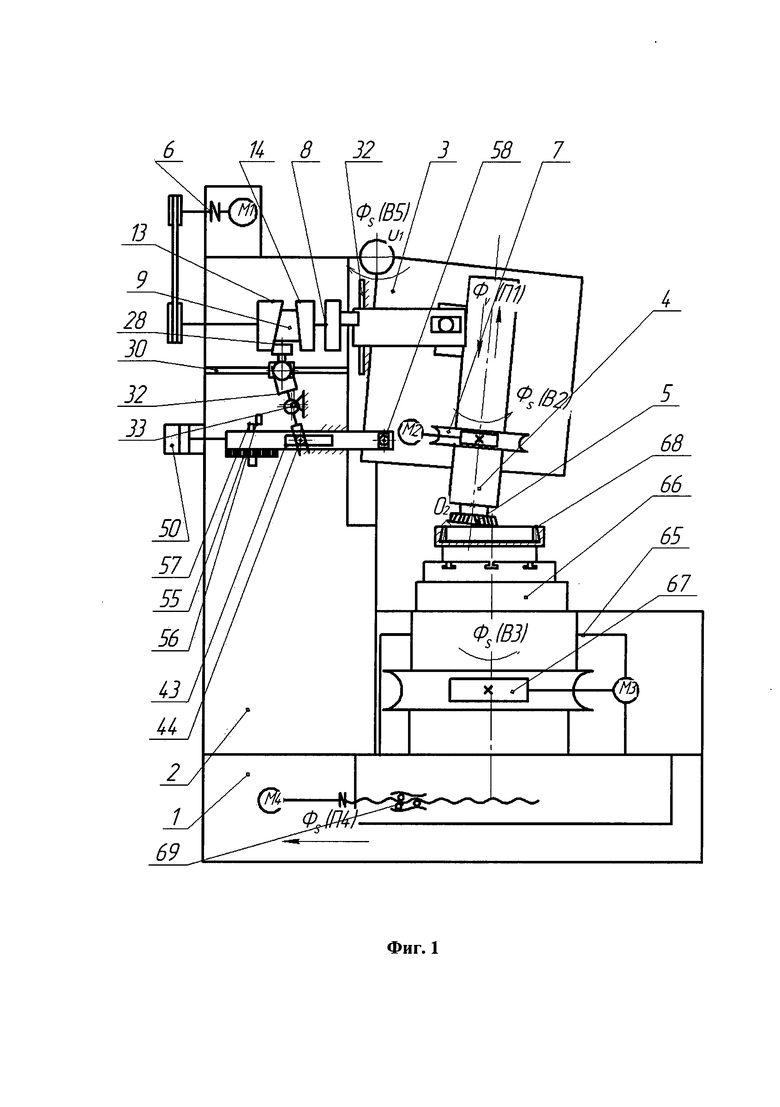
1. Зубодолбежный станок, содержащий станину, стол со шпинделем изделия, стойку, суппорт с возможностью поворота вокруг горизонтальной оси, содержащий инструментальный шпиндель, в котором закреплен долбяк с возможностью возвратно-поступательного движения, отличающийся тем, что он снабжен приводом, содержащим кулачковый механизм, двуплечий рычаг, каретку, тягу и гидроцилиндр, причем привод обеспечивает совершение во время рабочего хода долбяка движения врезания путем поворота суппорта по направлению к заготовке, при этом кулачковый механизм жестко соединен с приводом возвратно-поступательного движения инструментального шпинделя и взаимодействует с кареткой, установленной с возможностью перемещения на направляющей, а двуплечий рычаг установлен на эксцентриковой опоре, причем одно его плечо предназначено для взаимодействия с упомянутой кареткой, а другое - с тягой, соединенной с суппортом и штоком гидроцилиндра.
2. Зубодолбежный станок по п.1, отличающийся тем, что двуплечий рычаг имеет возможность изменения передаточного отношения посредством смещения его оси на эксцентриковой опоре.
3. Зубодолбежный станок по п.1, отличающийся тем, что привод возвратно-поступательного движения инструментального шпинделя содержит двухподвижное соединение, включающее кулису с горизонтальными пазами, в которые входят сферические опоры, закрепленные на каретке, соединенной с инструментальным шпинделем.
4. Зубодолбежный станок по п.1, отличающийся тем, что кулачковый механизм включает два кулачка, один из которых предназначен для обработки колес с постоянной по длине толщиной зуба, а второй - для обработки колес с переменной по длине толщиной зуба, причем профиль рабочего участка второго кулачка определен в зависимости от закона изменения толщины зуба по длине, при этом рычаг выполнен с возможностью смещения и поджима к одному из кулачков посредством гидроцилиндра.
5. Зубодолбежный станок по п.1, отличающийся тем, что профили рабочего и холостого участков обоих кулачков выполнены симметричными с возможностью переналадки посредством проворота вала, несущего кулачковый механизм, на половину оборота относительно зафиксированного кулачкового механизма.
6. Зубодолбежный станок по п.1, отличающийся тем, что соединение рычага с тягой выполнено с возможностью перестановки по длине последней.
| Реактор для проведения процесса в системе жидкость-твердое | 1984 |
|
SU1228891A1 |
| Станок для заточки зубьев ленточных пил | 1974 |
|
SU546442A1 |
| Устройство к зубодолбежному станку | 1975 |
|
SU611740A1 |
| Зубообрабатывающий станок для нарезания зубчатых изделий | 1979 |
|
SU1122457A1 |
| Устройство для уплотнения крышки герметически закрываемых сосудов | 1947 |
|
SU70836A1 |

