11
Мчс бретр пио относится к оборудованию для обработки цпетных металлов и может б,1ть использовано в линиях жидкостной очистки листов микроцинка с одновременным контролем стедени чистоты моющего раствора.
Цель изобретения - довышение качества очистки.
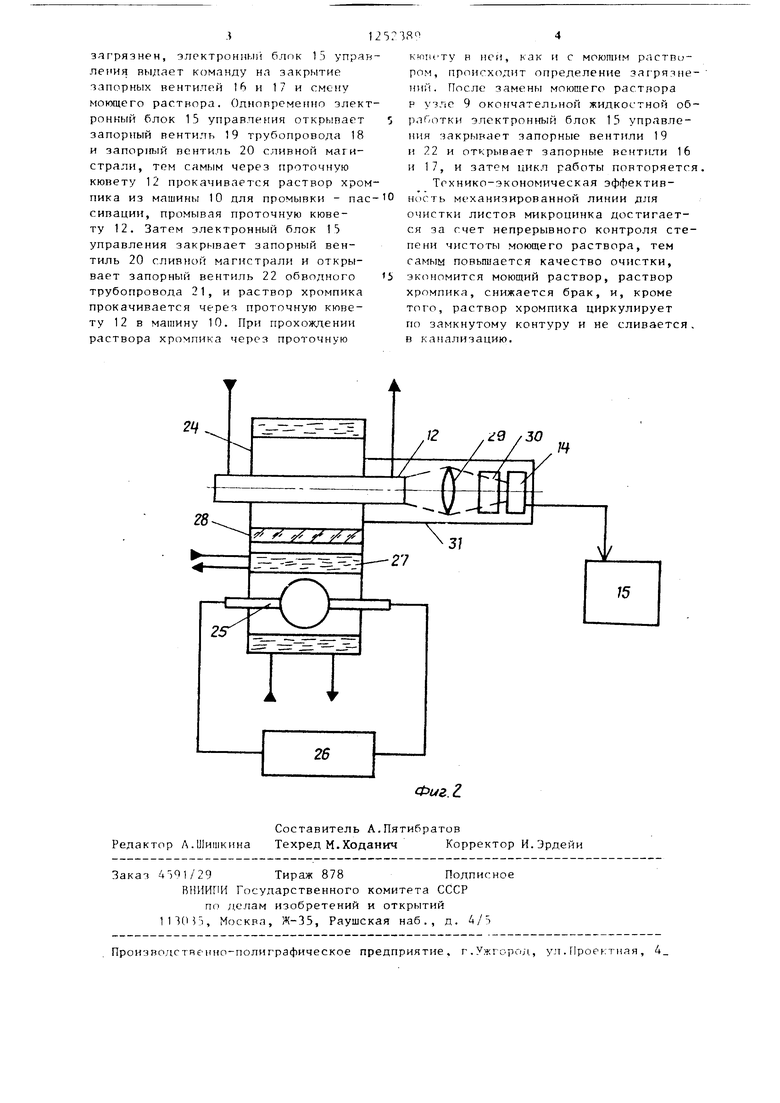
На фиг. 1 изображена механизированной jjHHHH для очистки листов микроцинка; на фиг. 2 - схема блока контроля.
Предла-гаемая линия для очистки литов микродинка состоит из механизма загрузки листов в линию, узда 2 дред иарительной жидкостной обработки, грунтовочных станков 3 и 4, сушильны печей 5 и 6, кантователя 7 листов, группы шлифовальных станков 8, узла окончательной жидкостной обработки, маишны 10 для промывки пассивации, люминесцентного прибора 11 для контроля качества очистки, проточной кюветы 12 с осветителем 13, фотоприемника 14, электронного блока 15 удрав Ленин, системы циркуляции моющего раствора, состоящей из запорных кранов 16 и 17, трубопровода 18, запорного вентиля 19, запорного вентиля 20 сливной магистрали, обводного трубопровода 21, соединяющего сливную магистраль через запорный вентиль 22 с машиной для промывки дас- сивации, и механизма 23 для раз- грузчи.
Осветитель состоит из кордуса 24, ртутной лампы 25 высокого давления, питаемой от стабилизированного источника 26 питания, теплового фильтра 27, ультрафиолетового светофильтра 28, конденсатора 29, светофильтра 30, помещенных в корпус 31.
Механизированная линия для очистки листов микроцинка работает сле- дуклцим образом.
Листы микроцинка с помощью механизма 1 загружаются в линию. Затем они последовательно проходят узед 2 предварительной жидкостной обработки где листы очищаются от прокатки смазок, грунтовочный станок 3, где на верхнюю поверхность листа наносится защитная эмаль, сущильную печь 5, где эмаль сушится, кантователь 7 листов, где листы переворачиваются сто- pOHOVi, покрытой эмалью, вниз, группу щдифовальных станков 8, где поверхность листа ишифуется, узел 9 окончательной жидкостной обработки, где
5
0
5
0
5
0
5
50
55
:1исты очищаются. от смазок, попавших на них в резуд татс шлифовки, машину 10 для промывки - пассивации, в которой происходит промывка поверхности листов раствором хромпика с целью уменьщения окисляемстсти поверхности цинка и нейтрализации остатков обезжиривающего раствора, люминесцентный прибор 11, в котором происходит контроль качества очистки, гнунтовочный станок 4, в котором на эту поверхность наносится защитная эмаль, сущильную печь 6, в которой эмаль СУ1ИИТСЯ. Затем с помощью механизма 23 для разгрузки листы снимаются с линии.
Одновременно с этим моющий раст- вор из узла 9 окончательной жидкостной обработки поступает через запорный вентиль 16 в проточную кювету 12 и затем по магистрали 21 через запорный вентиль 17 - обратно в узед 9. В процессе работы моющий раствор насыщается смазками, которые были на поверхности листов микроцинка. В проточной кювете 12 смазки год воздействием ультрафиолетового излучения, получаемого от ртутной лампы 25 высокого давления и ультрафиолетового светофильтра. 28, начинают люминес- цировать - излучать в видимой области спектра. Это излучение, интенсивность которого пропорциональна количеству масел в моющем растворе, фокусируется конденсором 29 через светофильтр 30 на фотоприемник 14, помещенный в корпус.
Источником питания ртутной дампы 25 высокого давления служит стабилизированный источник 26 питания. . Для отвода тепла, выделяемого ртутной лампой 25 в кожухе корпуса 24 осветитедя 13, циркулирует вододро- водная вода, этой же цели служит и тепловой фильтр 27.
С фотоприемника 14 сигнал, пропор- циональньп интенсивности излучения люминесцирующих смазок, и, следовательно, и их количеству, подается на электронный блок 15 управления, на который полается сигнал и с люминесцентного прибора 11 контроля качества очистки. Наличие информации о чистоте моющего раствора и качестве очистки поверхности листов мик1т- nvnfKa позволяет оггтимал1,но вести режим очистки.
Когда моющий раствор в уз.че 9 окончательной жидкостной обраГчтгки
312
загрязнен, электронный блок 15 управления выдает команду нл закрытие запорных вентилей 16 и 17 и смену моющего раствора. Одновременно электронный блок 15 управления открывает запорный вентиль 19 трубопровода 18 и запорный вентиль 20 сливной магистрали, том самым через проточную кювету 12 прокачивается раствор хромпика из машины 10 для промывки - пассипации, промывая проточную кювету 12. Затем электронный блок 15 управления закрывает запорный вентиль 20 сливной магистрали и открывает запорный вентиль 22 обводного трубопровода 21, и раствор хромпика прокачивается через проточную кювету 12 в машину 10. При прохождении раствора хромпика через проточную
ктпету и ней, как и с моютим растви- ром, происходит определение загрязнений. После замены моюшего раствора р узле 9 окончательной жидкостной об- рлГдттки электронный блок 15 управления закрывает запорные вентили 19 и 22 и открывает запорные вентили 16 и 17, и затем цикл работы повторяется
Технико-экономическая эффективность механизированной линии для очистки листов микроцинка достигается за счет непрерывного контроля степени чистоты моющего раствора, тем самым повьпиается качество очистки, экономится моющий раствор, раствор хромпика, снижается брак, и, кроме того, раствор хромпика циркулирует ио замкнутому контуру и не сливается, в канализацию.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизированная линия для очистки плоских листов | 1984 |
|
SU1252388A1 |
| Агрегат для электрохимической очистки плоского проката | 1984 |
|
SU1178809A1 |
| Агрегат для электрохимической очистки плоского проката | 1983 |
|
SU1125304A1 |
| Агрегат для электрохимической очистки плоского проката | 1984 |
|
SU1225886A1 |
| Люминесцентный газоанализатор | 1988 |
|
SU1548721A1 |
| СПОСОБ ОЧИСТКИ ДВУХКОНТУРНЫХ ФОРСУНОК КАМЕРЫ СГОРАНИЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ОТ ПРОДУКТОВ КОКСОВАНИЯ ТОПЛИВА И НАГАРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2650438C1 |
| Способ очистки трубопроводов и стенд для его осуществления | 1989 |
|
SU1710153A1 |
| Анализатор парамагнитных газов | 1988 |
|
SU1550381A1 |
| Устройство для измерения содержания кислорода | 1989 |
|
SU1693489A1 |
| Устройство для контроля концентрации активного ила в процессе очистки сточных вод | 1980 |
|
SU947080A1 |

2Ц
/ Г/
Фиг. 2.
Составитель А.Пятибратов Редактор Л.Шишкина Техред М.Ходанич Корректор И.Эрдейи
Заказ 4591/29 Тираж 878Подписное
ВИНИПИ Государственного комитета СССР
по делам изобретений и открытий , Москва, Ж-35, Раушская наб. , д. 4/5
Производстн€М1но-полиграфическое предприятие. г.Ужгород, ул.Проектная, А
| Устройство для вибрационной очистки ленты | 1981 |
|
SU1052286A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Агрегат для электрохимической очистки плоского проката | 1984 |
|
SU1178809A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
