I 2
2.Агрегат по п. 1, отличающийся тем, что узел уплотне,ния вьтолнен в виде системы роликов и боковых штор,
3,Агрегат по п. 1, отличающийся тем, что устройство
для контроля загрязнений выполнено в виде люминесцентного прибора с осветителем, входная щель монохроматора которого больше выходной щели в 4-5 раз, и сферическим зеркалом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для электрохимической очистки плоского проката | 1984 |
|
SU1225886A1 |
| Агрегат для электрохимической очистки плоского проката | 1984 |
|
SU1178809A1 |
| Агрегат для обработки ленточного проката | 1981 |
|
SU981466A1 |
| Агрегат для непрерывной обработки плоского проката | 1978 |
|
SU749123A1 |
| Агрегат непрерывного свинцевания ленты | 1977 |
|
SU771183A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2463121C2 |
| Механизированная линия для очистки плоских листов | 1984 |
|
SU1252388A1 |
| Агрегат для непрерывного производства порошковой проволоки волочением | 1977 |
|
SU855089A1 |
| Участок обезжиривания, очистки и грунтовки тонколистового и гофрированного проката | 1985 |
|
SU1329859A1 |
| Устройство для извлечения рулонной радиографической пленки из пакета | 1987 |
|
SU1509818A1 |
1. АГРЕГАТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОЧИСТКИ ПЛОСКОГО ПРОКАТА, содержащий узел электрохимической обработки, устройства промывки и сушки и транспортирующий механизм, отличающийся тем, что, с целью повышения качества очистки и снижения эксплуатационных затрат, он снабжен светозащитной камерой с узлом уплотнения, расположенной после устройств промывки и сушки, блоком управления и устройством для контроля загрязнений, расположенньгм в светозащитной камере, причем блок управления соединен с узлом электро§ химической обработки и устройством для контроля загрязнений. СП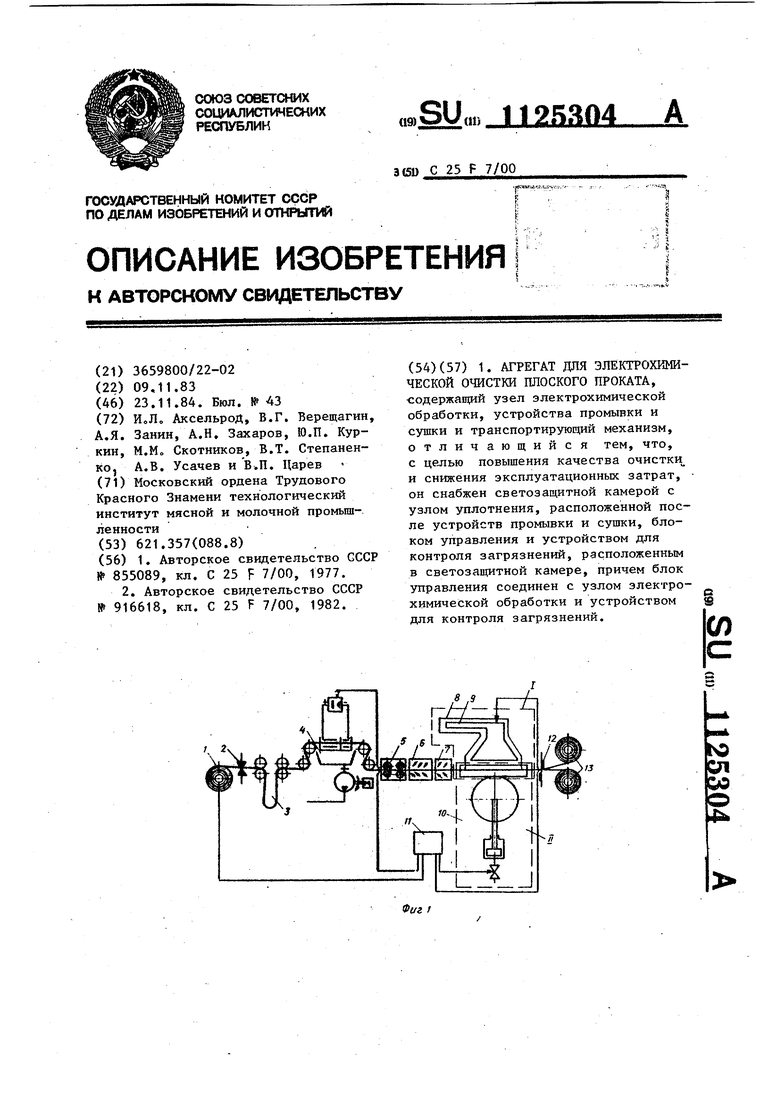
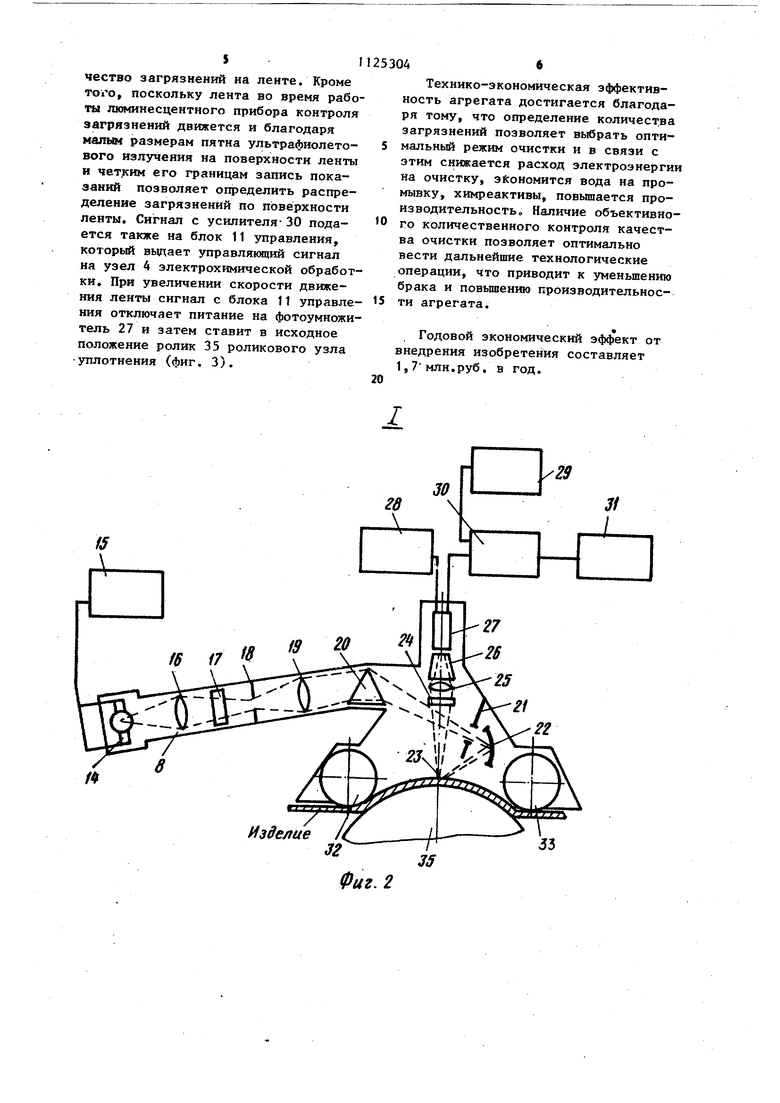
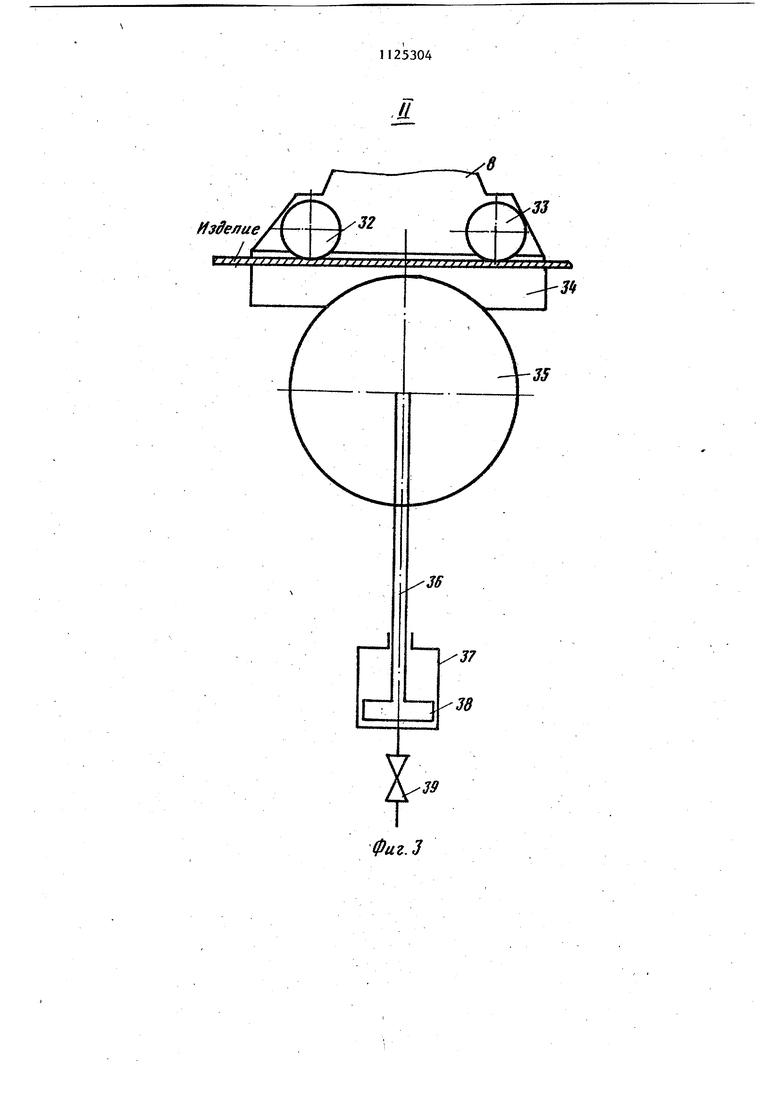
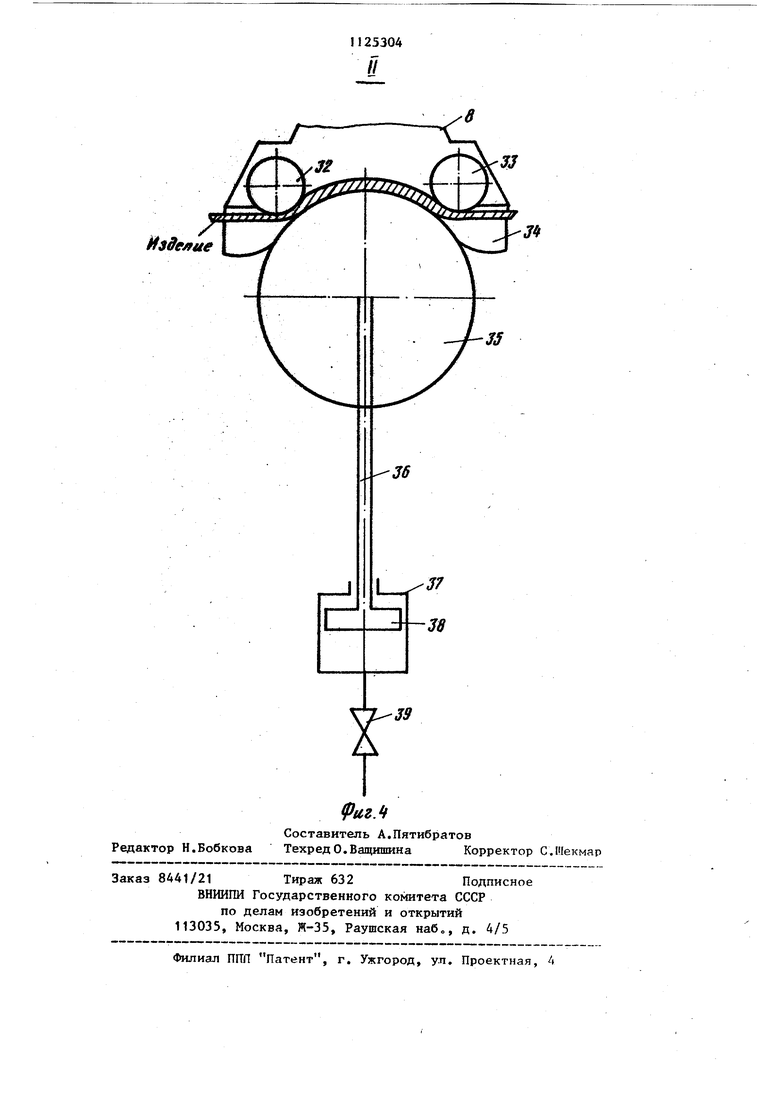
Изобретение относится к оборудованию черной металлургии и метизной промышленности и может быть использовано в агрегатах очистки ленты от технологических и консервационных смазок с одновременным контролем качества очистки. Известен агрегат для обработки ленты из прецизионных сплавов с узлом злектролитокавитационной очистки поверхности обрабатываемой ленты l. Однако данный агрегат имеет вес, высокую энергоемкость участка регенерации раствора, сложность и несовершенство механических устройств для отвода пенного продукта, необходимость в дополнительных средт ствах вентиляции и стабилизации температурного режима, Известен агрегат для электрохими- ческой очистки плоского проката, содержащий узел электрохимической обра ботки, устройства промывки и сушки и транспортирукяций механизм. Агрегат работает следующим образом. Рулоны с лентой разматываются устройством размотки, подаются в тех нологическую часть, где в узле злект ролитокавитационной обработки происходит счистка ленты от технологических и консервационных смазок, после промьюки и сушки лента режется на узкие ленты многодисковыми ножницами и сматывается в узле смотки Однако в известном агрегате отсут ствует контроль качества очистки, что приводит к увеличению эксплуатационных затрат и к браку продукции Цель изобретения - повьшение качестна очистки и снижение эксплуатационных затрат. Поставленная цель достигается тем, что агрегат для электрохимическ очистки плоского проката, содержащий узел электрохимической обработки, устройства промывки и сушки и транспортирующий механизм, снабжен светозап йтной камерой с узлом уплотнения, расположенной после устройства промывки и сушки, блоком управления и устройством для контроля загрязнений, расположенным в светозащитной камере, причем блок управления соединен с узлом электрохимической обработки и устройством для контроля 3 агрязнений. При этом узел уплотнения вьшолнен в виде системы роликов и боковых штор. Причем устройство для контроля загрязнений вьтолнено в виде люминесцентного прибора с осветителем, входная щель монохроматора которого больше выходной щели в 4-5 раз, и сферическим зеркалом На фиг. 1 изображена схема агрегата электрохимической очистки плоского проката (вдоль движения проката); на фиг. 2 - узел 1 на фиг, 1; на фиг. 3 - узел II на фиг. 1 в свободном состоянии подвижного ролика; на фиг. 4 - то же, в рабочем состоянии подвижного ролика. Агрегат:включает в себя головную часть, обеспечивающую поступление в него исходной ленты, среднюю технологическую часть, предназначенную для очистки ленты от консервационной смазки и контроля качества этой очистки, и хвостовую часть, в которой лента раскраивается на узкие ленты, сматывающиеся в рулоны. В головной части находится разматыватель 1, сварочная машина 2 и петлевое устройство 3, служащее для запаса полосы на время сварки (фиг. 1). Средняя технологическая часть содержит узел 4 электрохимической обработки, роликоправильную машину 5, устройство промывки 6 и сушки 7, светозащитную камеру 8, содержащую люминесцентный прибор 9 для контроля качества очистки, роликовый узел 10 уплотнения и блок 11 управления. Хвостовая часть агрегата включает в себя многодисковые ножницы 12 и моталки 13 для сматывания узких лент Люминесцентный прибор контроля загрязнений состоит из ртутной лампы 14 сверхвысокого давления (фиг. 2), питаемой от стабилизированного источника 15 питания, кварцевого конденсатора 16, фильтра 17, входной щели 18 монохроматора, кварцевого коллиматора 19, диспергирующей призмы 20, выз одной щели 21 монохроматора, сферического зеркала 22, дающего изображение 23 входной щели мотюхроматора на ленте, светофильтра 24, объектива 25, бленды 26, фотоприемни ка (фотоз ножителя) 27, питаемого от высоковольтного стабилизированного, вьшрямителя 28, регулируемого источника 29 постоянного напряжения, дифференциального усилителя 30 постоянного тока и самопишущего-прибора 31. Роликовьй узел уплотнения (фиг.З и 4) изображен в свободном и рабоче состояниях и содержит жестко установленные ролики 32 и 33, боковые уплотнительные шторы 34, подвижный ролик 35, шток 36, цилиндр 37, поршень 38 и вентиль 39. Агрегат работает следзтощим образом. Рулоны ленты подают на разматыватель 1, с которого лента подается в сварочную машину 2 для сварки с предьщущим рулоном, затем лента входит в петлевое устройство 3, в котором создается, запас полосы на время сварки, для обеспечения непрерывности процесса. После прохояед ния лентой узла 4 электрохимической обработки, роликоправипьной машины 5, устройств промьшки 6 и сушки 7 она попадает в зазор между роликами 32, 33 и 35. Затем лента режется многодисковыми ножницами 12 на узки ленты которые сматываются на мотаЯке 13. При замедлении движения ленты дл сварки со следующим рулоном с разма 1 44 тывателя 1 подается сигнал на блок управления, который, подавая сигнал на вентиль 39 с помощью штока 36, поршня 38 и цилиндра 37, прижимает ролик 35 вместе с резиновыми уплотнительными шторами 34 к роликам 32 и 33, закрывая от света светозащитную камеру 8 снизу и фиксируя ленту в положение необходимое для проведения контроля качества очистки (фиг. 4). Блок 11 управления выдает также сигнал на включение высоковольтного стабилизиро,ванного вьшрямителя 28 для подачи питания на фотоумножитель 27. . Питание на фотоумножитель 27 подается только после полного затемнения светозащитной камеры 8. Излучение ртутной лампы 14, которая во время работы включена, собирается кварцевым конденсатором 16 на входную щель монохроматора 18. Фильтр 17 служит для выделения из спектра лампы ультрафиолетовой его части. Монохроматор, состоящий из входной щели 18, коллиматора 19, диспергирзтощей призмы 20, выходной щели 21, пропускает на сферическое зеркало 22 излучение интенсивной спектральной линии ультрафиолетовой области. Сферическое зеркало 22 направляет ультрафиолетовый свет на поверхность ленты, создавая на ней уменьшенное изобра- , жение входной щели монохроматора. Наличие сферического зеркала позволяет применить в монохроматоре широкую входную щель 18 (до 5-6 мм шириной), благодаря чему достигается большая интенсивность ультрафиолетового излучения при малом размере и четких границах пятна 23 на поверхности ленты. Под воздействием ультрафиолетовых лучей загрязнения люминесцируют в видимой области спектра. Люминесцентное излучение собирается объективом 25 на приемную площадку фотоприемника 27„ Наличие фильтра 24 и бленды 26 позволяет не пропускать на фотоприемник 27 отраженные и рассеянные ультрафиолетовые лучи. Сигнал с фотоприемника 27 поступает на дифференциальный усилитель 30, на который одновременно подается сигнал с регулируемого источ-i.ника 29 постоянного напряжения. С усилителя сигнал поступает на самопишущий прибор 31, с помощью которо-го можно объективно оценить колиSчество загрязнений на ленте. Кроме того, поскольку лента во время рабо ты люминесцентного прибора контроля загрязнений движется и благодаря малым размерам пятна ультрафиолетового излучения на поверхности ленты и его границам запись показаний позволяет определить распределение загрязнений по поверхности ленты. Сигнал с усилителя- 30 подается также на блок 11 управления, который вьщает управлякиций сигнал на узел 4 электрохимической обработ ки. При увеличении скорости движения ленты сигнал с блока 11 управле ния отключает питание на фотоумножи тель 27 и затем ставит в исходное положение ролик 35 роликового узла ЗТ1Лотнения (фиг. 3). 4в Технико-экономическая эффективность агрегата достигается благодаря тому, что определение количества загрязнений позволяет выбрать оптимальный режим очистки и в связи с этим снижается расход электроэнергии на очистку, экономится вода на промывку, химреактивы, повышается производительность. Наличие объективного количественного контроля качества очистки позволяет оптимально вести дальнейшие технологические операции, что приводит к уменьшению брака и повьшению производительности агрегата. Годовой экономический эффект от внедрения изобретения составляет 1,7-млн.руб. в год.
Фиг. 2
33
39 Фиг.З
1 з9елие
1125304
Д7
3S
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Агрегат для непрерывного производства порошковой проволоки волочением | 1977 |
|
SU855089A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР № 916618, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
