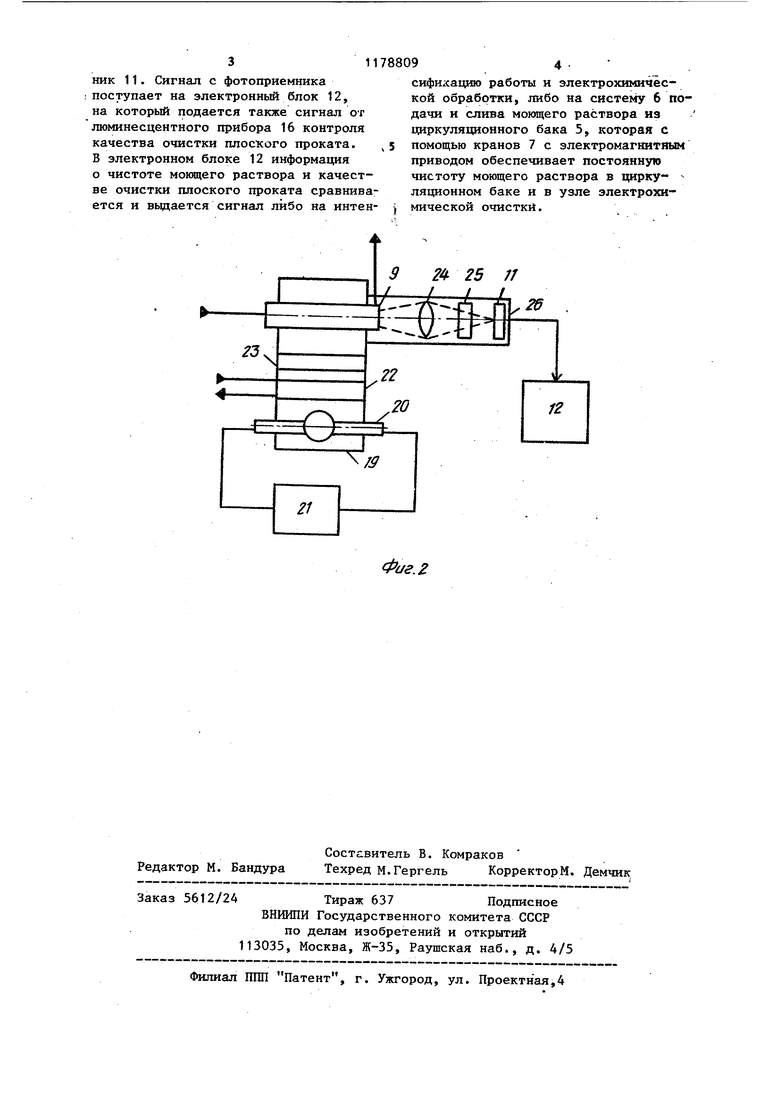
Изобретение относится к оборудованию черной металлургии и метизной промьшшенности и наиболее эффектйвно может быть использовано в агрега тах очистки ленты от технологически . и консерваинонных смазок с одновременным контролем качества очистки плоского проката и контролем степени чистоты моющего раствора. Цель изобретения - повышение качества очистки и снижение эксплуатационных затрат. На фиг.1 изображена схема агрега та электрохимической очистки плоского проката (вдоль движения ленты) на фиг.2 - проточная кювета с осветителем и фотоприемником. Агрегат включает в себя головную часть, обеспечивающую поступление в него исходной ленты плоского .проката, среднюю технологическую часть, предназначенную для очистки проката от смазки, контроля качества этой очистки и контроля степени чистоты моющего раствора, и хвостовую часть, в которой прокат режется на узкие ленты, которые затем сматы ваются в рулоны. В головной части находится разма тыватель 1 (фиг.1), сварочная машина 2 и петлевое устройство 3. Средняя технологическая часть со держит узел 4 электрохимической обработки, .циркуляционный бак 5 с системой 6 слива и наполнения цирку ляционного бака моющим раствором .с кранами 7, насос 8, проточную кювету 9 с осветителем 10 и фотоприемником 11, электронный блок 12, роликоправильную машину 13, устройства промгзгоки 14 и сушки 15, люминесцентный прибор 16 контроля качества очистки. Хвостовая часть агрегата включае в себя многодисковые ножницы 17 и моталки 18 дня сматывания узких лент. Осветитель состоит из корпуса 19 (фиг.2), ртутной лампы 20 высоко го давления, питаемой от стабилизированного источника 21 питания, теплового фильтра 22, ультрафиолето вого светофильтра УФС-1 23, конденсора 24, светофильтра 25, помещенных в корпус 26. Агрегат работает следующим образом.. Рулоны ленты подают на разматыватель 1, с которого лента подается в сварочную машину 2 для сварки с последующим рулоном. Затем лента входит в петлевое устройство 3, в котором создается запас полосы на время сварки, для обеспечения непрерывного процесса. После прохождения лентой узла 4 электрохимической обработки, где происходит очистка ленты от технологических и консервационных смазок, роликогфавильной машины 13, устройств 14 промывки дистиллированной водой и сушки 15, люминесцентного прибора 16контроля качества очистки лента режется многодисковыми ножницами 17на узкие ленты, которые затем сматываются на моталки 18. Моющий раствор после обработки ленты в узле 4 электрохимической обработки сливается в циркуляционный бак 5, из которого насосом прокачивается через проточную кювету 9 обратно для очистки ленты в узле 4 электрохимической обработки. В осветителе 10, состоящем из корпуса 19, внутренняя полость которого представляет собой эллиптический цилиндр с полированными внутренними стенками, в одном из фокусов цилиндра находится проточная кювета 9 с моющим раствором, а в другом фокусе ртутная лампа 20 высокого давления, происходит облучение моющего раствора ультрафиолетовым светом, которьш фуксируется от ртутной лампы на проточную кювету с помощью эллиптической внутренней поверхности корпуса 19. Тепловой фильтр 22 служит для отво-. да тепла от ртутной лампы 20, питаемой от стабилизированного источника 21 питания. В тепловом фильтре циркулирует охлаждаемая водопроводной водой дистиллированная вода. С помощью ультрафиолетового фильтра УФС-1 23 из спектра ртутной лампы 20 вьщеляется его ультрафиолетовая часть. Под действием ультрафиолетового излучения загрязненный моющий раствор, находящийся в проточной кювете 9, люминесцирует сильнее чем чистый раствор в видимой области спектра. Люминесцентное излучение с помощью конденсора 24 и через светофильтр 25 фзгксируется на фотоприем311
ник 11. Сигнал с фотоприемника поступает на электронный блок 12, на который подается также сигнал от люминесцентного прибора 16 контроля качества очистки плоского проката. В электронном блоке 12 информация о чистоте мокщего раствора и качестве очистки плоского проката сравнивается и вьщается сигнал либо на интен88094
сифихацию работы и электрохимической обработки, либо на систему 6 подачи и слива моющего раствора из циркуляционного бака 5, которая с 5 помощью кранов 7 с электромагнитным приводом обеспечивает постоянную чистоту моющего раствора в циркуляционном баке и в узле электрохиj мической очистки.
/4 25 П III
гб
Фае.г
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизированная линия для очистки плоских листов | 1984 |
|
SU1252389A1 |
| Агрегат для электрохимической очистки плоского проката | 1983 |
|
SU1125304A1 |
| Агрегат для электрохимической очистки плоского проката | 1984 |
|
SU1225886A1 |
| Механизированная линия для очистки плоских листов | 1984 |
|
SU1252388A1 |
| СПОСОБ АТОМНО-АБСОРБЦИОННОГО ОПРЕДЕЛЕНИЯ РТУТИ И АТОМНО-АБСОРБЦИОННЫЙ АНАЛИЗАТОР РТУТИ | 2007 |
|
RU2353908C2 |
| Агрегат для обработки ленточного проката | 1981 |
|
SU981466A1 |
| ЛЮМИНЕСЦЕНТНЫЙ ФОТОМЕТР | 1993 |
|
RU2080568C1 |
| ПОРТАТИВНЫЙ УЛЬТРАФИОЛЕТОВЫЙ ОСВЕТИТЕЛЬ | 1995 |
|
RU2127468C1 |
| Люминесцентный способ определения тербия с метилэтиловым эфиром сульфосалициловой кислоты | 2020 |
|
RU2747594C1 |
| ПОРТАТИВНЫЙ ЛЮМИНЕСЦЕНТНЫЙ АНАЛИЗАТОР | 1993 |
|
RU2085911C1 |
АГРЕГАТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОЧИСТКИ ПЛОСКОГО ПРОКАТА, включающий механизм перемотки и смотки, узел электрохимической обработки, циркуляционный бак с моюпщм раствором и системой подачи и слива моющего раствора из циркуляционного бака, устройств промывки и сушки, люминесцентный прибор контроля качества очистки плоского проката, отличающийся тем, что, с целью повышения качества очистки и снижения эксплуатационных затрат, он снабжен проточной кюветой с осветителем, расположенной после циркуляционного бака с моющим раствором, фотоприемником и электронным блоком, электрически соединенным с фотоприемником, люмиS несцентным прибором контроля качест(Л ва очистки, узлом электрохимической обработки плоского проката и системой подачи и слива моющего раствор из циркуляционного бака. 00 00 о со 
| Агрегат для обработки ленточного проката | 1981 |
|
SU981466A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Авторское свидетельство СССР по заявке № 3659800, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
